

Как нарезать наружную резьбу. Нарезка резьбы на трубах и фитингах. Плашка. Клупп
Как нарезать наружную резьбу. Нарезка резьбы на трубах и фитингах. Плашка. Клупп. 4.46/5 (89.23%) проало 13
Нарезается наружная резьба с помощью круглых или раздвижных плашек, а также винтовальных досок. Нарезка резьбы может производится как на станках, так и вручную.
Нарезание резьбы круглыми плашками (лерками).
Круглые плашки (лерки) представляют собой диск с нарезанным отверстием. Для отвода стружки и образования перьев с режущими кромками (рис. 1) в плашке делается несколько стружечных отверстий. Плашки (лерки) вставляются в леркодержатель и зажимаются винтами (рис. 2).
Рис. 1. Плашка круглая разрезная (лерка).
Рис. 2. Леркодержатель:
1 — рамка; 2 — ручка; 3 — зажимной винт.
Диаметр нарезаемого стержня берется несколько меньше наружного диаметра резьбы и запиливается конусообразно для захода лерки. Выбор стержней для нарезания метрической или дюймовой резьбы приводится в табл. 1:
Таблица 1. Диаметр стержней для болтов под резьбу.
| Метрическая резьба | Дюймовая резьба | ||
| Наружный диаметр в мм | Диаметр стержня в мм | Наружный диаметр в дюймах | Диаметр стержня в мм |
| 5 | 4,89 | 1/4 | 6,19 |
| 6 | 5,86 | 5/6 | 7,7 |
| 8 | 7,83 | 3/8 | 9,3 |
| 10 | 9,8 | 7/16 | 10,8 |
| 12 | 11,7 | 1/2 | 12,4 |
| 14 | 13,7 | 5/8 | 15,6 |
| 16 | 15,7 | 3/4 | 18,7 |
| 20 | 19,6 | 7/8 | 21,8 |
| 22 | 21,6 | 1 | 25 |
| 24 | 23,6 | 1 1/4 | 31,3 |
| 27 | 26,6 | 1 1/2 | 37,6 |
| 30 | 29,5 | 1 3/4 | 43,8 |
| 36 | 35,4 | 2 | 50 |
Раздвижные плашки (рис. 3, а) состоят из двух призматических половинок с нарезанным отверстием. В средней части отверстия плашки делают канавку, которая образует режущие кромки.
Рис. 3. Плашки раздвижные и сухарь:
а — плашка; б — сухарь.
Клупп для нарезки резьбы.
Для крепления плашек применяется клупп с прямоугольной или косой рамкой (рис. 4). Призматические выступы клуппа входят в пазы плашек, а с боку плашки прижимаются болтами.
Рис. 4. Клупп (косой)
1 — рамка; 2 — ручка; 3 — зажимной винт.
Чтобы избежать непосредственного нажима болта на плашки, между плашками и болтом устанавливается так называемый сухарь (см. рис. 3, б), имеющий форму плашки.
Технология нарезания резьбы плашкой.
Нарезание призматическими плашками несколько отличается от нарезания лерками. При нарезании плашками стержни не запиливаются на конус, а раздвигаются плашки.
Затем зажимаются на стержне, конец которого должен совпадать с верхней плоскостью плашек. Поворачивая клупп вправо и немного влево, производят нарезание резьбы.
Положение леркодержателя и клуппа устанавливается строго перпендикулярно к нарезаемому стержню, в противном случае резьба будет косой и односторонней.
Охлаждение и смазка при нарезании резьбы.
При нарезании резьбы метчиками и плашками необходимо применять смазку. В качестве смазки можно употреблять обычную эмульсию, растворяя одну часть эмульсии на сто шестьдесят частей воды. Кроме того, можно применять: для чугуна — сало и керосин; для стали и латуни — вареное и сурепное масло и лярд; для красной меди — лярд и скипидар; для алюминия — керосин.
Употреблять при нарезании резьбы машинные и минеральные масла не рекомендуется, так как они, увеличивая сопротивление нарезанию, не дают чистых отверстий и приводят к быстрому износу метчиков и плашек.
Винтовальные доски.
Для того, чтобы нарезать резьбу на винтах с диаметрами до 6 мм используют винтовальные доски. На винтовальных досках присутствует несколько нарезанных отверстий разных диаметров с канавками под стружку, по два на каждое отверстие.
Нарезание резьбы плашками выполняется так же, как и нарезание метчиками. Стержень прочно зажимается в тиски, смазывается маслом, а затем на стержень надевается клупп с плашками, зажимается винтом и вращается на полный оборот в одну сторону и на пол-оборота в другую. Если стержень толще требуемого, его необходимо опилить напильником.
Резьба у болтов измеряется кольцевыми резьбовыми калибрами или резьбомером.
Нарезка резьбы на трубах и фитингах.
Трубы и фитинги (соединительные части для труб) нарезаются специальным инструментом с применением приспособлений.
Клупп для нарезки резьбы на трубах.
На трубах резьба нарезается особым клуппом (рис. 5). Клупп для нарезания труб по устройству отличается от обычных клуппов. В прорези его обоймы входят четыре стальных гребенки.
Повертыванием верхней ручки их можно сближать или раздвигать. Поэтому одним клуппом можно нарезать трубы различных диаметров. Кроме того, клупп имеет направляющие, которые регулируются нижней ручкой.
Направляющие обеспечивают правильное положение клуппа на трубе при нарезке.
Рис. 5. Клупп для нарезки труб.
Трубы при нарезке закрепляются специальным трубным прижимом. Прижим состоит из станины, в который помещаются сухари с вырезами для труб различных диаметров.
Как пользоваться клуппом
А теперь поговорим о том, как применять инструмент своими руками.
Порядок действий должен быть примерно такой:
- Перед тем, как нарезать резьбу на трубе клуппом, конец магистрали надо немножко сузить. Это нужно для более легкого «вхождения» конца трубы внутрь цилиндра с резцами. Сделать такую работу можно напильником или даже молотком.
- Зажимаем основную ось трубы газовым ключом, чтобы исключить ее проворачивание во время нарезки.
Фиксация положения трубы с помощью газового ключа
- Вставляем конец магистрали внутрь цилиндра и начинаем медленно вращать ручку с трещоткой (по часовой стрелке).
Вращение головки
- После каждого проворота, возвращаем ручку в исходное положение, а затем повторяем действие. При этом учитывайте, что самый качественный металл обычно на резцах, а вот сама ручка, да и головка тоже могут быть сделаны даже из силумина. Это означает, что провороты следует делать аккуратно, плавно – резкими движениями можно сломать инструмент.
В принципе в таких несложных операциях и состоит суть нарезки.
Принцип создания резьбы
Такая вот инструкция – как видите сами, ничего сложного в этом деле нет. На этом наш обзор завершен, и, наверное, теперь можно подвести итоги.










Нарезаем резьбу на трубе возле стены

Если заготовка расположена в месте, где нет пространства для подхода и осуществления операции, то мы предлагаем несколько способов, минимизирующие финансовые издержки, которые обязательно возникнут в нестандартной ситуации:
- Если существует возможность демонтажа небольшого участка стены, например, снятия керамической плитки, то воспользуйтесь этим. Так у вас освободится значительное пространство для выполнения поставленной задачи.
- Трубопровод состоит из нескольких частей. Придется разобрать линию и нарезать на снятой секции.
- Как мы писали выше, резцы нуждаются в постоянной смазке. Однако масло с горизонтальной поверхности стекает. Поэтому рекомендуется делать манипуляцию в несколько проходов – таким образом создается идеальное качество поверхности.
- Строго контролируйте расположение инструмента параллельно оси и оказывайте достаточную нагрузку.
Пошаговая инструкция к нарезанию резьбы при помощи плашки
Наиболее распространенным можно назвать плашку самых различных видов. Он входит в число необходимых инструментов для нарезания витков. Среди его особенностей отметим нижеприведенные моменты:
- Плашка выглядит как гайка, изготавливаемая из закаленной стали. С торцевых сторон распроложены отверстия, выполненные в виде цветка. Для обеспечения механической обработки грани представлены острыми режущими кромками. За счет лепестковой формы обеспечивается отведение стружки от зоны резания.
- В корпусе есть отверстия, предназначенные для установки рукоятки. Расположены они по боковым сторонам, за счет чего обеспечивается равномерное воздействие.
Плашка получила большое распространение по причине того, что довольно проста в применении. Рекомендации по ее применению выглядят выглядит следующим образом:
- На момент обработки труба должна быть вертикально расположенной. При этом она фиксируется при помощи тисков.
- Рекомендуется провести очистку поверхности, а также создание фаски.
- На трубу следует нанести масло, которое упростит ход плашки по трубе.
- Стоит учитывать, что плашка должна быть расположена строго вертикально. Даже при отклонении всего на 10 градусов приведет к снижению качества получаемых витков.
- Рукоятку следует вращать по часовой стрелке.
- Для того чтобы повысить качество получаемой поверхности следует после двух витков делать один обратный, за счет чего обеспечивается отвод остатков металла от режущей части.

Нарезание резьбы плашкой
Во время проведения работы следует периодически смазывать рабочую часть и трубу маслом. Смазывающиеся вещества делают процесс резания более простым и плавным.
Лерки для машинного формообразования резьбы
В отличие от ручного инструмента, плашки при получении резьбы на специализированных автоматах совершают возвратно-поступательно перемещение, в то время как заготовка – винтовое. Такие лерки подразделяются на подвижную, которая закрепляется в ползуне станка, и неподвижную, устанавливаемую на его столе.
Рабочая зона неподвижных лерок состоит из трёх основных частей:
- Заборной, при помощи которой выполняется захват стержневой заготовки;
- Профилирующей, где и осуществляется само накатывание резьбы;
- Калибрующей, на участке которой выполняется калибровка основных параметров резьбы и плавный выход изделия из зоны резьбообразования.
Такая конструкция исключает резкое колебание усилия, неизбежное ввиду особенностей работы оборудования: высокая производительность (до 400 оборотов в минуту) и наличие стадии холостого хода, когда ползун с плашкодержателем возвращается в исходное положение за следующей заготовкой.
Подвижная плашка обладает более простой конструкцией. Её приёмная часть по длине составляет примерно 30…35% от диаметра исходной заготовки, при этом подъём профиля до основного уровня профилирования происходит под углом 4…7 °, При этом длина подвижной лерки всегда больше: это исключает случайный захват накатанной заготовки при обратном ходе ползуна.
Машинными лерками можно нарезать не только обычные виды резьб, но и специальные профили, например, для головок пресс-маслёнок, а также резьбу под саморезы и шурупы. С этой целью на формообразующей части лерки выполняют специальный гребень, в канавках которого формируется необходимое заострение конца крепёжной детали.
С целью исключения трещин при продолжительной эксплуатации лерок для машинного формообразования резьбы их твёрдость должна быть несколько ниже, чем ручных – в пределах 56…58 HRC.
Машинные лерки изготавливаются обычно теми же компаниями, которые производят и само резьбонакатное оборудование. Котируются инструменты итальянского (от торговых марок Sima и Sacma) японского (Sakamura) и бельгийского производства (Malmedie). Имеющегося в продаже инструмента производства КНР и Тайваня лучше избегать: хотя его цена и намного ниже, но стабильность эксплуатационных характеристик и механических свойств вызывают большие сомнения.
Предварительные работы с деталями
Перед тем как сварить круглую трубу, ее нужно подготовить к работе, то есть провести предварительную обработку стыков и уточнить все тонкости. Для этого сначала проводится диагностика труб на соответствие ряду технических характеристик, предъявляемых к монтируемой системе, в частности, водопроводу (прочитайте: «Какая сварка водопроводных труб лучше – виды и особенности сварки»).
Согласно инструкции должны быть соблюдены такие условия:
- Геометрические размеры.
- Наличие сертификата качества, в частности, если это трубопровод для питьевой воды.
- Идеально круглая форма труб – никакие дефекты торцов в виде приплюснутого или овального сечения не допускаются.
- Одинаковая толщина стенок труб по всей их протяженности.
- Химический состав изделий должен соответствовать ГОСТам РФ для тех или иных систем. Данная информация выясняется из технической документации или лабораторными исследованиями.

Далее можно приступать, собственно, к подготовке труб к стыковке и сварке.
Процесс подготовки включает такие стадии:
- проверяют ровность среза на торце трубы – он должен быть равен 90º;
- торец и участок в 10 мм от него нужно тщательно зачистить до появления металлического блеска;
- все следы масел, ржавчины, красок следует удалить и обезжирить поверхность на торце трубы.
Такую работу можно выполнить фаскоснимателем, торцевателем или шлифовальной машиной. Профессионалы, работающие с трубами больших диаметров, пользуются фрезерными станками или газовыми и плазменными резаками.
Процесс сварки
Когда вся предварительная подготовка позади, можно браться за сварку. Если у вас нет необходимых навыков, и вы никогда раньше не выполняли подобных работ, сначала рекомендуем попрактиковаться на лишних кусках труб, чтобы не испортить всю систему.
Технология и приемы нарезания резьбы вручную
При нарезании резьбы метчиками и плашками часть металла не удаляется вместе со стружкой, а выдавливается вдоль режущих граней инструмента, образуя профиль резьбы на детали. С учетом этого диаметры отверстий и стержней под резьбу должны изготовляться не по номинальному размеру резьбы, а несколько ниже его. Для метрической резьбы диаметром 6–10 мм эта разница составляет 0,1–0,2 мм; диаметром 11–18 мм – 0,12–0,24 мм; диаметром 20–30 мм – 0,14–0,28 мм.
Диаметры отверстий под наиболее распространенные размеры метрической резьбы приведены в табл. 1.
Для образования захода резьбы на торце детали необходимо снять фаску, соответственно высоте профиля резьбы.
Таблица 1. Диаметры отверстий под нарезание метрической резьбы
| Материал | Диаметр метрической резьбы, мм | |||||||
| 5 | 6 | 8 | 10 | 12 | 16 | 20 | 24 | |
| Сталь и латунь | 4,2 | 5,0 | 6,7 | 8,4 | 10,1 | 13,8 | 17,3 | 20,7 |
| Чугун и бронза | 4,1 | 4,9 | 6,6 | 8,3 | 10,0 | 13,7 | 17,1 | 20,5 |
Смазанный смазкой метчик вставляют в просверленное отверстие и, слегка прижимая его к детали левой рукой, осторожно поворачивают вороток правой рукой до тех пор, пока метчик не захватит металл и его положение в отверстии не станет устойчивым. После этого вороток берут двумя руками и вращают с перехватом рук через каждые полоборота (рис
10, а).
Рис. 10. Движения при нарезании резьбы: а — метчиком, б — плашкой, в — клуппом










После одного-полутора оборотов метчик, покачивая в горизонтальной плоскости, вращают в обратную сторону примерно на четверть или пол-оборота. Это необходимо для того, чтобы стружка сломалась и по канавкам метчика удалилась из отверстия, не заклинив метчик. Закончив нарезание, пропускают его насквозь или вращением воротка в обратную сторону вывертывают метчик из отверстия.
Второй и третий метчики смазывают маслом и вводят в отверстие без воротка; только после того, как метчик правильно установится по резьбе, накладывают вороток и продолжают нарезание резьбы.
Таким же образом следует вести нарезание резьбы плашками. Здесь, однако, кроме круговых движений по стрелке а (рис. 10, б), воротку следует сообщать также некоторый нажим вниз по стрелке в. В процессе нарезания необходимо следить, чтобы давление на обе ручки было одинаковым.
На первом этапе нарезания резьбы следует следить за правильным положением метчика и плашки по отношению к осям отверстия и стержня. Непараллельность осей и неперпендикулярность их к торцу детали контролируются угольником и устраняются изменением положения инструмента.
Нарезать резьбу в мелких и глухих отверстиях небольшого диаметра нужно особенно осторожно, не перегружая метчик и часто очищая его от стружки. При нарезании резьбы в глубоких отверстиях следует вывертывать метчик из отверстия для прочистки (2–3 раза)
При нарезании резьбы в глубоких отверстиях следует вывертывать метчик из отверстия для прочистки (2–3 раза).
Если необходимости получить точные и чистые резьбы на стержнях, то их нарезание следует выполнять черновой и чистовой плашками.
Если нарезание резьбы выполняется клуппами с раздвижными плашками, то их сжатие (подачу) следует производить только в начале прохода. После каждого прохода по всей длине нарезаемого стержня клупп сгоняют в обратную сторону и затем вновь поджимают плашки винтом и вновь прорезают резьбу по всей длине нарезаемого стержня до получения нужного диаметра резьбы. Поджимать плашки на середине стержня не следует. Раздвижными плашками резьбу нарезают за несколько проходов.
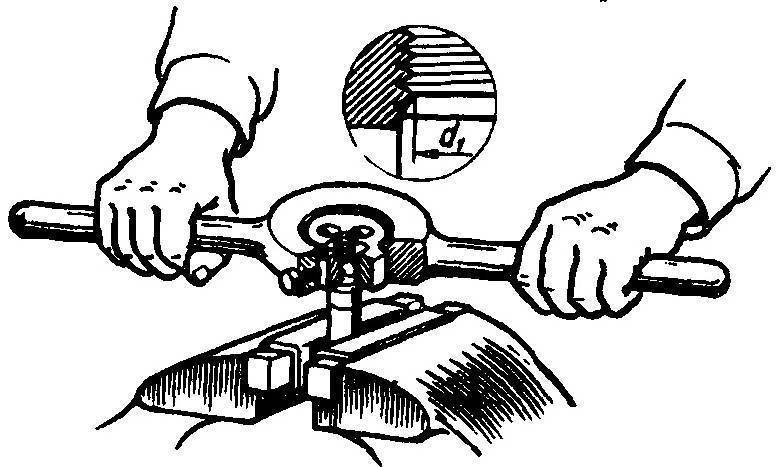
Для нарезания трубной резьбы клуппом трубу необходимо надежно закрепить в специальном зажиме для труб (рис. 10, в).
Нарезаемый конец трубы смазывают маслом (олифой), а затем на длине не более 2–3 ниток устанавливают клупп, сближая плашки с таким расчетом, чтобы резьба была нарезана на полную глубину в 2–3 прохода. Для диаметров до 1» ограничиваются двумя проходами; при диаметре свыше 1 » хорошую резьбу можно получить только за 3–4 прохода. Перед каждым повторным проходом поверхность нарезаемой резьбы и резьбу плашек необходимо тщательно очищать кистью от стружки и вновь смазывать маслом.
Вращение клуппа вокруг трубы обычно производят качательным движением в четыре приема; за каждый прием нужно повернуть клупп на 1/4 оборота.
Резьбу диаметром до 1½» нарезает один слесарь; при больших диаметрах резьбы работают вдвоем. При спаренной работе полный оборот клуппа также нужно делать в четыре приема.
Просмотров:
13 428
Необходимые инструменты

Для выполнения работы потребуется резьбонарезные инструменты:
- Плашка или лерка – устройство в виде гайки из закаленного металла, имеет заостренные режущие грани (резцы). По форме они бывают круглые, квадратные, шестигранные. Виды плашек: цельные, раздвижные, разрезные. Для отвода стружки устроены отверстия.
- Клупп – инструмент на основе раздвижной плашки. Корпус, состоящий из двух частей, позволяет регулировать диаметр нарезки. Для удобства работы устроена рукоятка. Некоторые модели дополнены трещоткой, позволяющей выполнять вращательные движения одной рукой. Профессиональный инструмент снабжен электроприводом.
- Метчик – винт из закаленной стали, имеющий режущие кромки. Состоит из рабочей части и хвостовика. В набор входят устройства для черновых и чистовых работ.
Дополнительно подготавливают вспомогательные приспособления:
- рулетка и карандаш – для замеров и отметок;
- штангенциркуль – определяет диаметр труб и приспособлений.
Подготовка к работе
Участок, на котором придется работать резьбонарезным устройством для водопроводных труб, очищают от ржавчины, грязи, остатков краски. Используется наждачная бумага. Поверхность должна очиститься до металлического блеска. На торцевой поверхности снимается фаска. Необходимо подготовить смазку для обработки трубы и режущего инструмента. Для очистки стружки потребуется ветошь.
Как производится операция и в чем ее суть
Основная задача слесаря – создать отверстие в металлической толще с последующим образованием ложбинок изнутри. Их требуется сделать так, чтобы витки подходили к болту, шпильке или иному крепежу.
Резьбовой элемент может понадобиться в быту для максимально прочного соединения двух частей. Здесь необходимо добиться максимальной чистоты – чтобы не оставалось стружек, деформаций, сбитых нитей
Также очень важно следовать стандартам ГОСТ по размеру приспособления. Диаметр должен совпадать с винтом, который будет входить внутрь
Важность имеют многие параметры – тип материала, его плотность, а также состояние, например, температура, наличие коррозии. Сперва следует подготовить заготовку – убрать лишние загрязнения
Затем необходимо верно подобрать инструмент, только после этого приступать к металлообработке в два или три этапа – от черновой до финишной.
Имеют значение несколько параметров:
- диаметр отверстия;
- глубина нарезки;
- количество ниток (это заходы, самое распространенное – наличие трех полостей);
- шаг, то есть расстояние между двумя бороздами.
Как нанести резьбу при помощи клуппа
Нельзя сказать, чтобы клупп в чем-то уступал в плане функциональности нарезной плашке. Более того, он относится к более универсальным инструментам, с помощью которого можно наносить резьбу на самые разные трубы – как по диаметру, так и по материалу.
Конструктивно клупп состоит из специального держателя, внутри которого располагаются пазы для помещения в них сменного резца. Преимуществом клуппа является и то, что нет необходимости прикладывать чрезмерные усилия. Работа с ним удобнее и безопаснее. Внутри держателя предусмотрено наличие направляющих, которые облегчают работу, с одной стороны, а с другой повышают качество конечного результата.
Для того, чтобы осуществить нарезку трубы с помощью клуппа, нужно будет проделать следующее:
Клупп для нарезки резьбы — это простые резцы, выполненные из особо прочной, надежной и дорогой инструментальной стали.
- Предварительно зачищенную от ржавчины и краски трубу укрепить в вертикальном неподвижном положении в тисках;
- Установить клупп в держатель необходимого размера;
- Нанести смазку на клупп и на саму обрабатываемую трубу;
- Вставить трубу в направляющую внутри держателя;
- Начать вращать рукоять устройство по направлению часовой стрелки, осуществляя нанесение резьбы. В процессе также нужно будет следить за тем, чтобы поверхность трубы была смазана. При необходимости, смазку нужно обновлять.
Как только нанесение резьбы будет завершено, клупп выворачивается обратно, затем его нужно будет еще раз для большей гарантии провернуть по направлении к резьбе.
Работу с клуппом освоить еще более просто, чем с плашкой. Но и в этом случае нужно будет для начала потренироваться на черновом материале, чтобы сразу не испортить хорошую чистовую заготовку.
В последнее время появилась возможность приобрести электрические модели клуппа. Наличие электрического привода в этом устройстве обеспечивает и более высокую скорость работы, и меньшие усилия со стороны оператора. Принципиальных отличий от ручного клуппа в работе не имеется. Перед началом работ также будет необходимо как следует обработать металлическую трубу – очистить и обезжирить. Затем нужно будет зафиксировать трубу – это делается, как правило, при помощи комплектной струбцины, которая поставляется вместе с устройством. Затем достаточно нажать на кнопку запуска двигателя. При этом не потребуется использование отдельных тисков, что упрощает работу с электроклуппом. Ведь он и сам по себе может прикрепляться непосредственно к трубе.





![Как нарезать резьбу метчиком на трубе [таблица, видео, советы]](https://kupifonarik.ru/wp-content/uploads/f/a/1/fa1fafd790f55bb20f6472d30c795261.jpeg)


Электроклупп применяется для нарезки резьбы на стальных трубах диаметром до 2”
Какому из этих способов отдать предпочтение – этот выбор, как всегда, остается за самим пользователем. Надо сказать, что идеальную нарезку не сможет гарантировать ни одно, даже самое современное устройство. В любом случае, ответственность за конечный результат будет во многом лежать на самом мастере.
Где и когда необходим инструмент
Клупп – приспособление для нарезки метрической, упорной, трубной резьбы на изделиях из металла или других твёрдых материалов. Это металлический цилиндр со сложной геометрией корпуса и съёмными резцами гребёнчатой формы внутри, которые делают прорези в металле. В отличие от разборного клуппа, привычная плашка (в быту лерка ) – инструмент монолитный, поэтому её используют всё реже.
Клупп относится к профессиональному резьбонарезному оборудованию, но в быту применяется так же часто, как и на производстве. Популярность прибора обусловлена его низкой ценой, простотой конструкции и удобством использования в самых неудобных местах.
Резьбонарезной набор для труб и правила его пользования
Существенно упростить задачу по нарезанию резьбы можно приобретя специальный набор для труб. Он идеально подходит для применения в домашних условиях. Примером можно назвать клупп – немного измененная плашка, которая применяется вместе с трещоткой и направляющей. В набор могут включаться различные приспособления:
- Монолитные представлены корпусом цилиндрической формы с внутренним отверстием. Для работы также в комплект включают специальный плашкодержатель.
- Раздвижные состоят из резцов, расстояние между которыми можно регулировать при необходимости. Применяется для нарезания резьбовой поверхности в несколько проходов, за счет чего повышается качество.
Лерка выбирается в зависимости от диаметра трубы и направления резьбы. Процесс нарезания характеризуется следующими особенностями:
- Специальный инструмент, называемый клуппом, устанавливается в трещотку.
- На режущую часть также наносится масло, которое упрощает ход рабочей части.
- На край обрабатываемой трубы устанавливается направляющая.
- Трещотка вращается вокруг оси, за счет чего происходит образование резьбы.
- Во время механической обработки масло время от времени добавляется.

Резьбонарезной набор для труб
Стоит учитывать тот момент, что приспособление после длительной эксплуатации может затупится. Именно поэтому нужно следить за состоянием режущей кромки.





