

Что такое опрессовка проводов гильзами
Опрессовка – это распространенная процедура в электрике, особенность ее заключается в соединении электропроводки специальными гильзами. В качестве соединительного механизма используется соединительная трубка, изготовленная из металла. Для опрессовки проводов их жилы заводят гильзу. Обжимая трубку с внутри находящимися проводами, удается достигнуть надежного соединения. В домашних условиях обжим делают при помощи пассатижей, но предпочтительнее использовать специальный инструмент – пресс-клещи.
В двух или трех местах гильзу сжимают, а опрессованное место изолируют, используя изоляционную ПВХ ленту или термоусадочную трубку. Порой для соединения элементов применяют изолированные соединительные гильзы, в этом случае нет необходимости повторно обрабатывать участок электропроводки.
Соединение проводов гильзами необходимо осуществлять в следующих случаях:
- Нужно соединить провода с большой площадью сечения.
- Отсутствует возможность применения альтернативных способов соединения провода. Например, проведение проводки внутри распределительной коробки, где на большой высоте плохая видимость или не получается разместить клеммную колодку.
- Нужно соединить провода в линиях с высокой нагрузкой.
Гильза обжимная для проводов имеет свои достоинства и недостатки. Первые преобладают:
Обжимной инструмент оснащен удобной рабочей зоной. Такой принцип работы позволяет выполнять поставленные задачи в ограниченном пространстве, например, в распределительных коробках или подрозетнике. Внутри подрозетника обжим контактов проводки позволяет до абсолютного минимума укорачивать провода.
Для сжатия используемой трубки применяют обжимные пресс-клещи. В отличие от аналогов этот инструмент для работы не требует подключения к электроэнергии, относится к группе ручных. Если электроэнергия еще не подключена, опрессовка является единственным надежным способом соединения проводов.
Для проведения пайки или сварки необходимо обладать определенными знаниями и навыками. Справиться с опрессовкой сможет любой человек после первого пробного раза
Важно при этом иметь пресс-клещи и расходный материал, на крайний случай обязательно должны быть пассатижи.
Из недостатков выделяют следующие:
- Необходимость постоянно иметь в наличии и регулярно пополнять запасы гильз разных типоразмеров.
- Соединению свойственны немалые габариты, что порой усложняет реализацию некоторых задач.
Также стоит упомянуть об ощутимых затратах на расходные материалы.
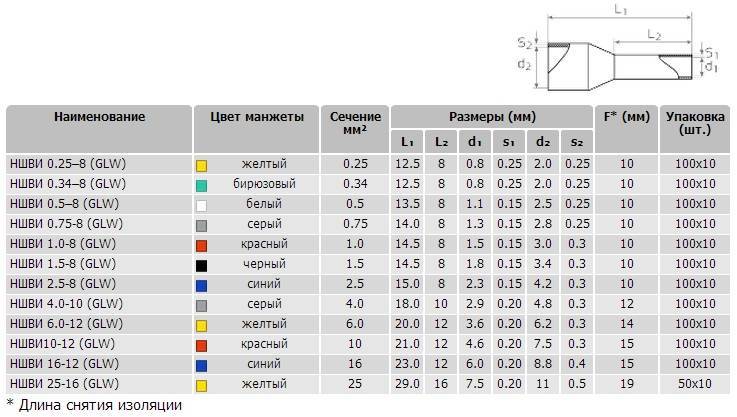
Как опрессовать втулочные наконечники НШВИ?
Перед обжатием выполняется зачистка провода с помощью съемщика изоляции, специального ножа или стриппера. Первый вариант наиболее удобен и позволяет быстро избавиться от верхней изоляции без повреждения жил. Зачистка производится четко по длине гильзы, в которую устанавливается проводник.
Как только подготовительные работы выполнены, на изолированную часть надевается гильза. Предварительно выберите наконечник штыревой втулочный (НШВИ) требуемой длины.
При обжатии применяются специальные клещи, о которых упоминалось выше
В процессе выполнения работы важно знать, как использовать пресс-клещи. Если нарушить технологию, качество фиксации оставляет желать лучшего
Чтобы избежать ошибок, последовательность должна быть такой:
Введение зачищенного края в гильзу;
Установка наконечника в паз инструмента
Важно проследить, чтобы изолированная часть плотно прижималась к корпусу клещей;
Зажатие рукоятки с достаточным усилием, обеспечивающим надежную фиксацию коннектора.
Если сделать все правильно, получается надежное соединение, а сама конструкция является монолитной и крепкой. Принцип обжима с помощью НШВИ-2 аналогичен. Главное — безошибочно подобрать сечение кабеля. Сделать это несложно. Первые цифры показывают сечение, а последующие (указанные через дефис) — показывают длину рабочей части.
Оптимальным инструментом для обжима в соотношении «цена-качество» считается WS-04A, о котором упоминалось ранее. Его особенность заключается в наличии нижних зубцов, обеспечивающих надежную опрессовку изделия. Благодаря пазу, обеспечивается плотное сжатие коннектора и невозможность его снятия.
В процессе монтажа НШВИ учтите один нюанс — используйте сечение на шаг ниже. Что это значит?
К примеру, если для кросс-модуля указано допустимое сечение многожильного провода, равное 16 кв. мм., после обжима 16-миллимитерового аналога с помощью НШВИ, конструкция в разъем не влезет. Здесь стоит использовать кабель на 10 кв. мм.
Не менее удобным считается инструмент ПКВк-10, но он применяется для более мелких сечений. После обжима коннектор имеет прямоугольную, а не трапециевидную (как в прошлом случае) форму.
Плюсы инструмента — надежность и удобство пользования, но даже с ним бывают «проколы» в виде некачественного обжима (этот нюанс стоит контролировать при выполнении работы).
Как выбрать детектор скрытой проводки, сделать своими руками
Соединение скруткой
Самый простой способ для соединения проводов — это скрутка. Раньше это был самый распространенный способ, особенно при проведении проводки в жилом доме. Сейчас, согласно ПУЭ соединение проводов этим способом запрещёно. Скрутку необходимо пропаять, заварить или опрессовать. Однако эти способы соединения проводов начинается со скрутки.
Для того чтобы выполнить качественную скрутку, соединяемые провода необходимо очистить от изоляции на необходимую длину. Она составляет от 5 мм при соединении проводов у наушников до 50 мм, если необходимо соединить провода сечением 2.5 мм². Более толстые провода скруткой обычно не соединяются из-за большой жёсткости.
Провода зачищаются острым ножом, клещами для снятия изоляции (КСИ) или, после нагрева паяльником или зажигалкой, изоляция легко снимается плоскогубцами или бокорезами. Для лучшего контакта оголённые участки зачищают наждачной бумагой. Если скрутку предполагается пропаивать, то провода лучше залудить. Лудятся провода только с помощью канифоли и аналогичных флюсов. Кислотой этого делать нельзя — она разъедает проволоку и та начинает ломаться в месте пайки. Плохо помогает даже мытьё места пайки в содовом растворе. Пары кислоты заходят под изоляцию и разрушают металл.
Зачищенные концы складываются параллельно, в один пучок. Концы выравниваются вместе, крепко держатся рукой за изолированную часть и весь пучок скручивается плоскогубцами. После этого скрутка пропаивается или сваривается.
Если возникает необходимость соединить провода для увеличения общей длины, то их складывают встречно друг другу. Зачищенные участки накладываются крест-накрест друг на друга, скручиваются вместе руками и плотно докручиваются двумя плоскогубцами.
Скручивать можно только проволоку из одного металла (медную с медной, а алюминиевую с алюминиевой) и одного сечения. Скрутка из проводов разного сечения получится неровной и не обеспечит хорошего контакта и механической прочности. Даже если её пропаять или опрессовать, эти виды соединения проводов не обеспечат хорошего контакта.
Классификация по материалу изготовления
Одним из основных параметров, в зависимости от которого гильзы для проводов разделяются на различные типы, является материал их изготовления. Необходимость применения разнородных гильз определяется различиями электрохимических свойств соединяемых проводов, изготовленных из разных металлов. Так, если для соединения проводов, изготовленных из определенного металла, будет выбрана несоответствующая гильза, то место сформированного контакта окислится, что со временем приведет к снижению его надежности в плане электропроводности.









Основными типами гильз для обжима электрических проводов в зависимости от материала, из которого такие трубки изготовлены, являются:
- медные гильзы;
- гильзы соединительные луженые;
- комбинированные;
- изолированные.
Медные
Медная гильза, которая обозначается маркировкой ГМ, нужна для обжима проводов, также изготовленных из меди. С учетом того, что медная гильза не имеет защитного покрытия, применять ее можно только для соединения проводов, эксплуатируемых в неагрессивной среде. Если пренебречь этим требованием, медная гильза достаточно быстро окислится и перестанет выполнять свои функции.
Медные кабельные гильзы должны изготавливаться из медных трубок марок М1 или М2
Луженые
Для соединения электрических проводов, эксплуатируемых в агрессивной среде, применяются гильзы медные луженые под опрессовку, которые обозначаются маркировкой ГМЛ. Гильзы ГМЛ, чтобы защитить основной материал их изготовления – медь – от электрохимической коррозии, покрываются специальным составом.
Это объясняется тем, что часть защитного покрытия такой трубки при ее обжатии разрушается, что приведет к контакту алюминия и меди и, соответственно, к развитию электрохимической коррозии.
Соединительные гильзы типа ГМЛ, изготовленные из электротехнической меди с олово-висмутовым защитным покрытием
Комбинированные
Достаточно часто при монтаже электрических сетей возникает необходимость выполнить соединение проводов, жилы которых изготовлены из разных металлов. Для решения подобных задач специально разработаны и успешно используются гильзы комбинированного типа. Конструктивная особенность таких обжимных трубок, которые обозначаются маркировкой ГАМ, заключается в том, что одна их половина – это гильза алюминиевая соединительная, а вторая изготовлена из меди. В месте стыка двух таких трубок, которые соединяются между собой при помощи сварки, имеется специальный ограничитель. Он необходим для того, чтобы не допустить контакта двух разнородных проводов внутри самой гильзы.
Переходная кабельная гильза алюмо-медная 16/10 кв. мм
Еще одна особенность конструкции комбинированных обжимных трубок заключается в том, что та их часть, которая является гильзой соединительной алюминиевой, имеет больший диаметр, чем трубка, предназначенная для кабеля из меди. Объясняется такая конструктивная особенность тем, что алюминий, если сравнивать его с медью, имеет большее электрическое сопротивление, поэтому провод из него, который будет соединяться в одну электрическую сеть с медным проводником, должен иметь больший диаметр.
Сама опрессовка с помощью комбинированных гильзовых зажимов выполняется по тому же алгоритму, что и процедура с гильзами любого другого типа. Однако при этом необходимо внимательно следить за тем, чтобы разнородные провода вставлялись в трубку из соответствующего металла.
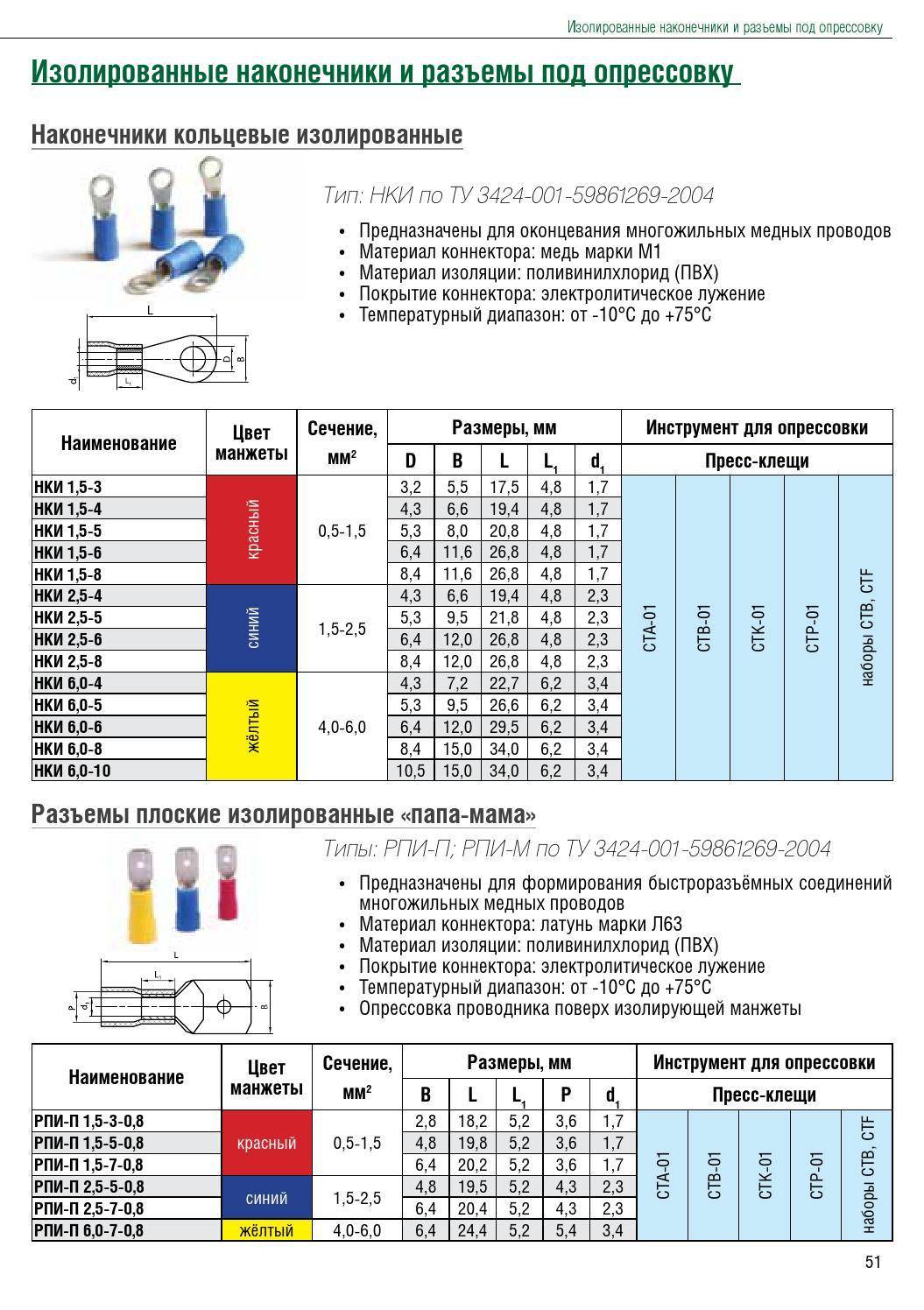
Изолированные
Среди обжимных трубок, используемых для опрессовки электропроводов, выделяют категорию гильз соединительных изолированных. Применение последних избавляет от необходимости выполнять дополнительную изоляцию места сформированного с их помощью контакта. По своему конструктивному исполнению изолированные гильзы представляют собой те же луженые медные трубки, наружная поверхность которых покрыта изоляционным слоем из достаточно прочного и в то же время пластичного ПВХ. За счет механических свойств такого защитного слоя гильзы данного типа могут быть успешно обжаты без нарушения своих изначальных характеристик.
Полностью изолированные соединительные гильзы
Изолированные гильзы для герметичного соединения жил проводов СИП
Как опрессовать втулочные наконечники НШВИ?
Перед обжатием выполняется зачистка провода с помощью съемщика изоляции, специального ножа или стриппера. Первый вариант наиболее удобен и позволяет быстро избавиться от верхней изоляции без повреждения жил. Зачистка производится четко по длине гильзы, в которую устанавливается проводник.
Как только подготовительные работы выполнены, на изолированную часть надевается гильза. Предварительно выберите наконечник штыревой втулочный (НШВИ) требуемой длины.
При обжатии применяются специальные клещи, о которых упоминалось выше
В процессе выполнения работы важно знать, как использовать пресс-клещи. Если нарушить технологию, качество фиксации оставляет желать лучшего. Чтобы избежать ошибок, последовательность должна быть такой:
Чтобы избежать ошибок, последовательность должна быть такой:
Введение зачищенного края в гильзу; Установка наконечника в паз инструмента
Важно проследить, чтобы изолированная часть плотно прижималась к корпусу клещей; Зажатие рукоятки с достаточным усилием, обеспечивающим надежную фиксацию коннектора. Если сделать все правильно, получается надежное соединение, а сама конструкция является монолитной и крепкой
Принцип обжима с помощью НШВИ-2 аналогичен. Главное — безошибочно подобрать сечение кабеля. Сделать это несложно. Первые цифры показывают сечение, а последующие (указанные через дефис) — показывают длину рабочей части
Если сделать все правильно, получается надежное соединение, а сама конструкция является монолитной и крепкой. Принцип обжима с помощью НШВИ-2 аналогичен. Главное — безошибочно подобрать сечение кабеля. Сделать это несложно. Первые цифры показывают сечение, а последующие (указанные через дефис) — показывают длину рабочей части.
Оптимальным инструментом для обжима в соотношении «цена-качество» считается WS-04A, о котором упоминалось ранее. Его особенность заключается в наличии нижних зубцов, обеспечивающих надежную опрессовку изделия. Благодаря пазу, обеспечивается плотное сжатие коннектора и невозможность его снятия.
В процессе монтажа НШВИ учтите один нюанс — используйте сечение на шаг ниже. Что это значит?
К примеру, если для кросс-модуля указано допустимое сечение многожильного провода, равное 16 кв. мм., после обжима 16-миллимитерового аналога с помощью НШВИ, конструкция в разъем не влезет. Здесь стоит использовать кабель на 10 кв. мм.
Не менее удобным считается инструмент ПКВк-10, но он применяется для более мелких сечений. После обжима коннектор имеет прямоугольную, а не трапециевидную (как в прошлом случае) форму.
Плюсы инструмента — надежность и удобство пользования, но даже с ним бывают «проколы» в виде некачественного обжима (этот нюанс стоит контролировать при выполнении работы).









Как обжать наконечники для проводов без инструмента
С точки зрения техники строительства обжим проводов без соответствующего инструмента запрещен, исключение составляет лишь черновой монтаж для проверки выполненных работ. Однако при каких-либо бытовых работах с невысокотоковыми потребителями допускается работа без обжимающего инструмента.
Есть несколько методов оконцевания шнуров без инструмента:
- пайка с использованием тугоплавких высокотемпературных припоев;
- «нестандартный» обжим с использованием кернов, молотков, надрезом наконечника
Пайка наконечника
Для спайки вам, конечно, не потребуется серьезные и дорогостоящие пресс-клещи/кримперы, но в вашем арсенале должны присутствовать следующие «бытовые» ремонтные инструменты:
- Паяльник (от 80 W)/паяльная лампа/газовая горелка.
- Набор для пайки (флюсы/канифоль, припои различных видов).
- Термоусадочная трубка и/или изолента.
- Базовые знания и умения работы с паяльником.
Алгоритм действий следующий:
- при наличии паяльника/паяльной лампы, разогреваем его до рабочей температуры, при его отсутствии включаем конфорку на кухонной плитке;
- пока инструмент нагревается выполняем операции по снятию изоляции с нашего шнура (снимаем с запасом в 0.3–0.5 см), следим за тем, чтобы не повредить жилы;
- надеваем термоизоляционную оплетку на шнур и сдвигаем её на безопасное расстояние, пока она нам не понадобится;
- обезжириваем зачищенный участок;
- обезжириваем наконечник;
- наносим флюс во внутреннюю часть наконечника;
- припой предварительно нарезаем небольшими кусочками, так, чтобы он, примерно, на половину-треть покрыл внутреннюю часть наконечника;
- наносим паяльником флюс на зачищенную часть шнура, лудим её (если паяльник отсутствует, то пропускаем данный шаг);
- аккуратно, удерживая наконечник пассатижами так, чтобы частички припоя не выпадали из него, кладем на кухонную плитку (при отсутствии паяльника) или греем паяльником/лампой/горелкой несколько минут пока припой внутри не станет пластичным и жидким;
- как только припой будет готов быстро и аккуратно берем шнур за изоляцию и устанавливаем его в наконечник, при этом продолжаем разогревать наконечник, удерживая его пассатижами, если между наконечником остается незаполненное место, а припой не выходит наружу, то добавляем припой в эти места, пока он не начнет «вылезать» наружу;
- после чего выключаем паяльник/горелку и даем несколько минут на то, чтобы припой окончательно застыл;
- после застывания наматываем на соединение кабеля и наконечника 2-3 слоя изоленты, сдвигаем термическую оплетку, по краям фиксируя изолентой.
Обжим с использованием керна/молотка
Этот метод имеет множество недостатков, основным из которых является недостаточный прижим, что может быть чревато нагревом такого соединения. Однако он достаточно часто практикуется, в особенности в тех случаях, если соединение не будет работать с высокотоковыми приборами.
Для данного метода понадобится минимум инструментов:
- Молоток.
- Керн (не обязательно, но желательно).
- Небольшой напильник по металлу.
- Тиски (не обязательно, но желательно).
- Токопроводящая паста (крайне желательно).
- Изоляционная лента и/или термоусадка.
Для оконцевания данными инструментами поступаем так:
- снимаем изоляцию со шнура (запас 0.3–0.5 см);
- следим за тем, чтобы жилы не были повреждены;
- распрямляем все жилы провода, слегка скручиваем (пол-оборота, не больше!);
- берем наконечник делаем небольшой надрез напильником (примерно до 1/5 от всей длины наконечника) со стороны провода;
- надеваем термоусадку, отодвигаем на 10–20 сантиметров, так чтобы она не мешала; обезжириваем шнур;
- равномерно наносим токопроводящую пасту;
- зажимаем наконечник в тисках или же кладем так, чтобы его можно было удобно удерживать одной рукой;
- после чего до конца устанавливаем провод в наконечник;
- берем керн и молоток и начинаем делать удары по центральной части наконечника, которая должна быть «обжата» (если керна нет, то можно использовать тонкую часть молотка);
- делаем 4–5 точек фиксации;
- переворачиваем наконечник, повторяем операцию;
- проверяем соединение на прочность;
- надеваем термоусадку на соединение, греем его;
- готово, соединение обжато!
Кабельные наконечники медные ТМ, ТМЛ
Медные кабельные наконечники под опрессовку
Типы: ТМ и ТМЛ соответствуют ГОСТу 7386-80
Медные кабельные наконечники, закрепляемые опрессовкой, используются для оконцевания проводов и кабелей с медными жилами сечением от 2,5 до 240 мм2. Наконечники изготавливаются из цельнотянутой медной трубы марки М2, ГОСТ 617-90.
Наконечники представлены в двух климатических исполнениях:
- без покрытия УХЛ 3 (тип ТМ);
- электролитически луженые Т 2 (тип ТМЛ).
Расшифровка условного обозначения:
Габаритные размеры:
| Наименование | Размеры(мм) | |||||||
| D | B | L | L1 | L2 | F | d | d1 | |
| ТМ/ТМЛ 2,5-5-2,6 | 5,3 | 10,0 | 28,0 | 12,0 | 10,0 | 7,0 | 5,0 | 2,6 |
| ТМ/ТМЛ 2,5-6-2,6 | 6,4 | 12,0 | 30,0 | 14,0 | 10,0 | 7,0 | 5,0 | 2,6 |
| ТМ/ТМЛ 4-5-3 | 5,3 | 10,0 | 32,0 | 16,0 | 12,0 | 7,0 | 5,0 | 3,0 |
| ТМ/ТМЛ 4-6-3 | 6,4 | 12,0 | 32,0 | 16,0 | 12,0 | 8,5 | 5,0 | 3,0 |
| ТМ/ТМЛ 6-5-4 | 5,3 | 10,0 | 32,0 | 16,0 | 12,0 | 7,0 | 6,0 | 4,0 |
| ТМ/ТМЛ 6-6-4 | 6,4 | 12,0 | 32,0 | 16,0 | 12,0 | 8,5 | 6,0 | 4,0 |
| ТМ/ТМЛ 10-5-5 | 5,3 | 11,0 | 40,0 | 20,0 | 14,0 | 7,0 | 8,0 | 5,0 |
| ТМ/ТМЛ 10-6-5 | 6,4 | 14,0 | 40,0 | 20,0 | 14,0 | 8,5 | 8,0 | 5,0 |
| ТМ/ТМЛ 10-8-5 | 8,4 | 16,0 | 40,0 | 20,0 | 14,0 | 11,0 | 8,0 | 5,0 |
| ТМ/ТМЛ 16-6-6 | 6,4 | 14,0 | 40,0 | 20,0 | 14,0 | 8,5 | 9,0 | 6,0 |
| ТМ/ТМЛ 16-8-6 | 8,4 | 16,0 | 40,0 | 20,0 | 14,0 | 11,0 | 9,0 | 6,0 |
| ТМ/ТМЛ 25-6-7 | 6,4 | 15,0 | 45,0 | 20,0 | 20,0 | 8,5 | 10,0 | 7,0 |
| ТМ/ТМЛ 25-8-7 | 8,4 | 16,0 | 45,0 | 20,0 | 20,0 | 11,0 | 10,0 | 7,0 |
| ТМ/ТМЛ 25-8-8 | 8,4 | 16,0 | 50,0 | 22,0 | 20,0 | 11,0 | 11,0 | 0,8 |
| ТМ/ТМЛ 25-10-8 | 10,5 | 20,0 | 50,0 | 22,0 | 20,0 | 11,0 | 11,0 | 8,0 |
| ТМ/ТМЛ 35-8-9 | 8,4 | 18,0 | 60,0 | 22,0 | 24,0 | 11,0 | 12,0 | 9,0 |
| ТМ/ТМЛ 35-10-9 | 10,5 | 20,0 | 60,0 | 22,0 | 24,0 | 11,0 | 12,0 | 9,0 |
| ТМ/ТМЛ 35-12-9 | 13,0 | 22,0 | 60,0 | 25,0 | 24,0 | 13,5 | 12,0 | 9,0 |
| ТМ/ТМЛ 35-8-10 | 8,4 | 20,0 | 63,0 | 25,0 | 24,0 | 11,0 | 13,0 | 10,0 |
| ТМ/ТМЛ 35-10-10 | 10,5 | 20,0 | 63,0 | 25,0 | 24,0 | 12,5 | 13,0 | 10,0 |
| ТМ/ТМЛ 35-12-10 | 13,0 | 22,0 | 63,0 | 25,0 | 24,0 | 13,5 | 13,0 | 10,0 |
| ТМ/ТМЛ 50-8-11 | 8,4 | 20,0 | 63,0 | 25,0 | 24,0 | 11,0 | 14,0 | 11,0 |
| ТМ/ТМЛ 50-10-11 | 10,5 | 22,0 | 63,0 | 25,0 | 24,0 | 12,5 | 14,0 | 11,0 |
| ТМ/ТМЛ 50-12-11 | 13,0 | 24,0 | 63,0 | 25,0 | 24,0 | 13,5 | 14,0 | 11,0 |
| ТМ/ТМЛ 70-10-13 | 10,5 | 24,0 | 65,0 | 27,0 | 26,0 | 12,5 | 16,0 | 13,0 |
| ТМ/ТМЛ 70-12-13 | 13,0 | 24,0 | 65,0 | 27,0 | 26,0 | 13,5 | 16,0 | 13,0 |
| ТМ/ТМЛ 95-10-15 | 10,5 | 28,0 | 75,0 | 27,0 | 32,0 | 12,5 | 19,0 | 15,0 |
| ТМ/ТМЛ 95-12-15 | 13,0 | 28,0 | 75,0 | 27,0 | 32,0 | 13,5 | 19,0 | 15,0 |
| ТМ/ТМЛ 95-10-16 | 10,5 | 30,0 | 75,0 | 27,0 | 32,0 | 12,5 | 20,0 | 16,0 |
| ТМ/ТМЛ 95-12-16 | 13,0 | 30,0 | 75,0 | 27,0 | 32,0 | 13,5 | 20,0 | 16,0 |
| ТМ/ТМЛ 120-12-17 | 13,0 | 34,0 | 81,0 | 34,0 | 32,0 | 13,5 | 22,0 | 17,0 |
| ТМ/ТМЛ 120-16-17 | 17,0 | 34,0 | 81,0 | 34,0 | 32,0 | 16,0 | 22,0 | 17,0 |
| ТМ/ТМЛ 120-12-18 | 13,0 | 35,0 | 85,0 | 34,0 | 34,0 | 13,5 | 24,0 | 18,0 |
| ТМ/ТМЛ 120-16-18 | 17,0 | 35,0 | 85,0 | 34,0 | 34,0 | 16,0 | 24,0 | 18,0 |
| ТМ/ТМЛ 150-12-19 | 13,0 | 36,0 | 90,0 | 34,0 | 34,0 | 13,5 | 25,0 | 19,0 |
| ТМ/ТМЛ 150-16-19 | 17,0 | 36,0 | 90,0 | 34,0 | 34,0 | 16,0 | 25,0 | 19,0 |
| ТМ/ТМЛ 150-12-20 | 13,0 | 38,0 | 90,0 | 34,0 | 34,0 | 13,5 | 26,0 | 20,0 |
| ТМ/ТМЛ 150-16-20 | 17,0 | 38,0 | 90,0 | 34,0 | 34,0 | 16,0 | 26,0 | 20,0 |
| ТМ/ТМЛ 185-16-21 | 17,0 | 40,0 | 95,0 | 41,0 | 38,0 | 16,0 | 27,0 | 21,0 |
| ТМ/ТМЛ 185-20-21 | 21,0 | 40,0 | 95,0 | 41,0 | 38,0 | 18,5 | 27,0 | 21,0 |
| ТМ/ТМЛ 185-16-23 | 17,0 | 45,0 | 105,0 | 41,0 | 38,0 | 16,0 | 30,0 | 23,0 |
| ТМ/ТМЛ 185-20-23 | 21,0 | 45,0 | 105,0 | 41,0 | 38,0 | 20,0 | 30,0 | 23,0 |
| ТМ/ТМЛ 240-16-24 | 17,0 | 48,0 | 105,0 | 41,0 | 38,0 | 16,0 | 32,0 | 24,0 |
| ТМ/ТМЛ 240-20-24 | 21,0 | 48,0 | 105,0 | 41,0 | 38,0 | 20,0 | 32,0 | 24,0 |
Преимущества обжима штифтовым наконечником:
- Увеличивается площадь контакта и тепловые потери в результате сопротивления снижаются.
- Медные жилы провода не покрываются окислами, поскольку получают надежную защиту от внешних воздействий.
- Обжим имеет высокую силу и охватывает все жилы провода, что в разы увеличивает прочность соединения.
- Исключается оплавление изоляции, возгорание, запах перегретого пластика и другие сопутствующие высокому сопротивлению явления.
- Установка с помощью винтового соединения становится простой и быстрой.
Подробно разберем виды элементов, их основные особенности, преимущества и назначение.
Маркировка: чем она полезна?
На каждый наконечник нанесен буквенно-числовой код – это маркировка. Она может дать основные сведения для выбора правильного электромонтажного элемента. Выглядит следующим образом: ТМЛ 70-10-11,5. Каждый символ несет информацию:
- Т – это труба, полуфабрикат для изготовления детали;
- М – материал, в данном случае медь;
- Л – способ обработки, означает, что этот элемент изготовлен из луженой меди;
- 70 (первая цифра кода) – сечение в мм;
- 10 (вторая цифра маркировки) – диаметр крепежного отверстия под болт в мм;
- 11,5 (третья цифра) – внутренний диаметр хвостовика в мм, в который вставляется провод.
Распространенные маркировки и их расшифровка представлены в таблице.
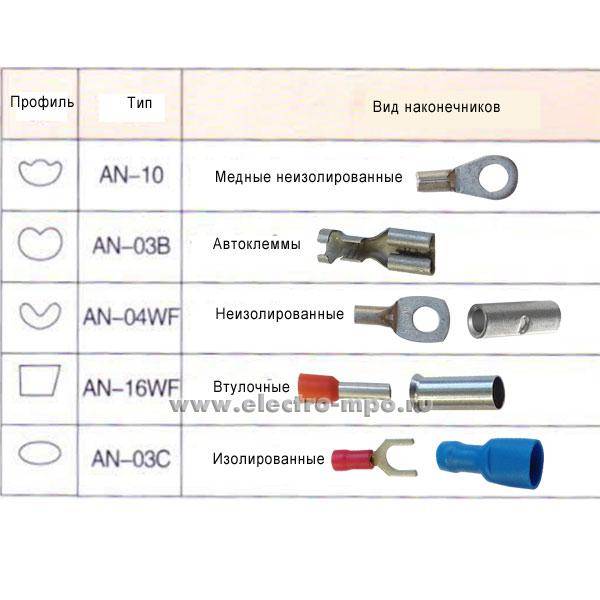
| Буквенный код | Изображение | Расшифровка и описание |
| ТМЛ |  | Из луженой меди, универсален в использовании, защищен от воздействия среды |
| ТА |  | Из алюминия, подходит только для алюминиевых проводов |
| ТАМ |  | Алюмомедный для соединения алюминиевых проводов с медными контактами |
| СИП |  | Изолированный по трубке, алюминиевый с медной клеммой |
| НШВИ |  | Втулочный штыревой, изолированный, наиболее применим в быту |
Производство деталей для электромонтажа регламентируется ГОСТ, но можно встретить изделия, изготовленные по ТУ или по европейским нормам, их маркировка будет иметь другой вид.
Как правильно работать обжимными клещами
Сваривание электропроводки
Самостоятельное овладение опрессовочными клещами первоначально может сопровождаться созданием некачественного соединения гильзы или наконечника с проводом. Нередко бывает, что с виду надёжно выполненный обжим скрывает плохой контакт. Это может происходить по двум причинам.
Если не выдерживается форма клемм
Несовпадение размера наконечника или гильзы с проёмом между губками матриц может вызвать перекос сдавливаемого элемента. Прежде, чем приступить к обжимке, следует примерить наконечник к проёму в клещах
Также важно плотное вхождение оголённого конца провода в отверстия хвостовика или гильзы
Пучок проводков или одиночная жила должна входить в соединительный элемент с лёгкой натяжкой. Если возникают какие-либо сомнения в надёжности крепления, стоит потренироваться на отдельных отрезках кабеля. После обжима усилием рук нужно проверить прочность соединения. При малейшем люфте обжим следует забраковать и возобновить опрессовку с другим концевиком.
Чрезмерный зажим может повредить жилы внутри гильзы. В сопроводительной документации клещей для обжима обычно указывают размеры поперечного сечения наконечников непосредственно для каждого проёма клещей. Следует избегать применения разъёмов из мягких металлических сплавов. Со временем наконечник может потерять прочность, и контакт станет ненадёжным.
Скручивание многожильных проводов перед обжимом
Ошибка может совершиться по привычке скручивания жил, которую производят перед изолированием или пайкой ручных соединений. Так делать категорически нельзя.
Проверить пагубность скрутки можно простым способом. Стоит сжать плоскогубцами скрутку многожильных кабелей, чтобы убедиться в деформации и повреждении целостности проводков.
Если при снятии изоляции с монтажного участка кабеля обнаруживаются скрученные жилы, то их надо распрямить. Только после этого жилы вставляют в проём наконечника или гильзы.
Почему именно опрессовка
Пайка многожильного провода не самая простая операция, ведь необходимо оголить все жилы, убедиться, что они чистые с точки зрения контакта и только после этого приступать к пайке. Любая жила в многожильном проводе имеет изоляцию, и это часто создаёт затруднения в работе по установлению надежного контакта.
Как раз опрессовка наконечников кабеля решает все эти задачи, ведь при помощи механического усилия (сжатия) не только разрушается изоляция отдельных жил, но и создаётся прочное соединение всего кабеля для лучшего контакта.
Здесь как раз возникает момент, как выбрать гильзы для опрессовки проводов правильно, ведь они изготавливаются из разных материалов и имеют очень точно прописанные характеристики токов.
Проблема в том, что размер этих гильз невелик, и маркировка непонятна для тех, кто не является специалистом. Но перед этим давайте определим разницу между гильзой и наконечником для опрессовки кабелей.
Ещё одним моментом, которого нет даже в маркировке, является момент затягивания гильзы или наконечника при обжиме. А они совершенно разные для разных типов наконечников, таких как:
- кольцевые (НКИ).
- вилочные (НВИ).
- штыревые круглые (НШКИ).
- плоские (штекерные) разъёмы (РПИ-П, РПИ-М, РШИ-П, РШИ-М и др.).
- ответвители прокалывающего типа (ОВ).
Здесь необходимо вернуться к инструменту, которым обеспечивается опрессовка проводов, ведь на каждом инструменте указаны размеры при стандартной форме губок, а само усилие точно отмеряется диаметрами. Так что, если не ошиблись с диаметром, чрезмерного усилия приложить не сможете.








И, несмотря на то, что наконечники для проводов под опрессовку разные, при одинаковом диаметре и усилие, и стандарт инструмента будут одни и те же. Жаль, что этот параметр на маркировке не отражается. Видимо потому, что обычно такую работу делают профессионалы, а не домашние электрики.
Но как раз стандарты и позволяют домашним электрикам запасти универсальные обжимные клещи и без особых проблем заниматься опрессовкой наконечников кабеля в своих целях. Освоить эту процедуру довольно просто, а технологически она одинакова для обжима коннектора RG-45 и наконечника для трёхфазного автомата.
При опрессовке многожильного кабеля без специальных смазок не обойтись. Поэтому используйте гильзы и наконечники, которые уже имеют такую смазку внутри. В любом случае это одноразовая операция. Снять деталь, чтобы переставить в другое место не получится.
В итоге вы, освоив установку гильз и наконечников, получите возможность быстро восстановить нужное соединение, без проблем осуществить ремонт, а также соединение, которое, по сути, в ремонте не будет нуждаться много лет.
Средства обеспечения и контроля качества обжимных соединений
Качество обжимных соединений, выполненных с использованием ручного инструмента, обеспечивается самим инструментом. Принцип его работы был описан выше. Автоматическое оборудование, как правило, имеет больше инструментов для своевременного обнаружения брака в текущем производственном задании.
Качество продукции, выпускаемой на линии Crimp Center 64, обеспечивается целым рядом встроенных контрольных модулей:
- монитора усилия опрессовки;
- монитора высоты обжимного соединения;
- измерителя усилия отрыва провода;
- монитора качества зачистки изоляции WireCam;
- монитора качества поверхности токоведущей жилы SmartDetect.
С помощью этих средств удается своевременно обнаружить отклонения параметров продукции от эталонных, снижая тем самым процент брака и непроизводительный расход материалов и комплектующих.
Как производство высоконадежной техники, так и крупносерийное производство жгутов общепромышленного применения немыслимы без периодических испытаний изготавливаемой продукции. Для обжимных соединений в ходе этих испытаний проводят углубленные исследование характеристик на ограниченной выборке изделий.
Основной тип испытаний для обжимных соединений — тестирование на усилие вытягивания. Для этого сегодня на рынке существует множество типов разрывных машин (Pulltesters), которые могут выполнить разрыв обжимного соединения, фиксируя при этом временной профиль приложенного усилия. Компания Schleuniger предлагает линейку из девяти разрывных машин, различающихся по мощности электрического привода и выполняемым функциям.
Самая простая модель PullTester 20 (рис. 10а) характеризуется прилагаемым усилием 0–500 Н с точностью 0,5% от предела шкалы и выполняет только один вид испытаний — натяжение провода «до отрыва».
Усиленная модель PullTester 28 (рис. 10б) выполняет тот же вид испытаний и характеризуется той же точностью измерений, но при этом имеет три измерительных поддиапазона: 0–2000, 0–5000 и 0–10 000 Н. Использование трех поддиапазонов позволяет снизить погрешность измерения усилия отрыва для проводов с малым поперечным сечением.
Модель средней мощности PullTester 26T (рис. 10в) имеет всего два поддиапазона (0–200 и 0–1000 Н), но при этом реализует пять схем проведения испытаний:
- испытания натяжением «до отрыва»;
- испытания «натяжение с усилием — ослабление»;
- испытания «натяжение с усилием — выдержка при заданном усилии»;
- испытания «натяжение с усилием — выдержка — натяжение до отрыва»;
- циклические испытания.
Рис. 10. Разрывные машины, выпускаемые компанией Schleuniger:
а) простая модель PullTester 20;
б) усиленная модель PullTester 28;
в) модель средней мощности PullTester 26T
Второй по значимости тип испытаний — исследование микрошлифов обжимных соединений.
Использование для этих целей системы Schleuniger Saw Inspect System 6 (рис. 11) позволяет выполнить:
- срез обжимного соединения с использованием карбидной дисковой пилы;
- травление среза;
- визуальное исследование микрошлифа;
- измерение его геометрических размеров с использованием микроскопа с фотокамерой, подключенной к персональному компьютеру;
- ведение базы данных всех результатов исследований в памяти персонального компьютера.
Рис. 11. Система исследования микрошлифов Schleuniger Saw Inspect System 6
Измерение переходного сопротивления помогает обнаружить скрытые дефекты, не выявляемые при испытаниях на отрыв провода. Методика выполнения измерений приведена в ОСТ 1 00822-88.
Последняя группа испытаний — это испытания на стойкость к климатическим и механическим воздействиям, предусмотренные отраслевыми стандартами РФ. Для таких испытаний используют стандартные климатические камеры, вибростенды и ударные стенды, обзор которых выходит за рамки настоящей статьи.





