

Основные преимущества применения медных труб:
Конечно же долговечность. Медные трубы не подвержены коррозии в естественных средах, технические характеристики неизменны на протяжении десятилетий. Поверхность внутренних стенок остается гладкой, что препятствует возникновению отложений, а наружных, как правило, не требует дополнительной защиты. Медный трубопровод эксплуатируется без ремонта и замены практически столько же, сколько и сам дом. Прочность и термостойкость
Медь абсолютно непроницаема для других веществ, в том числе и кислородома, что очень важно для избежания коррозии элементов системы отопления. Высокая теплопроводность
Коэффициент теплоотдачи меди обеспечивает быстрый обогрев помещения и эффективность использования теплоносителя на максимально высоком уровне. Благодаря этому теплоотдача максимальна, повышается КПД системы отопления, соответственно, снижается расход энергии. Незначительный коэффициент температурного линейного удлинения (расширения) – составляет 0,1% от длины при нагреве от 20°С до 90 °С, то есть всего 5 мм для трубы длиной 5 метров. Не страшна «разморозка» системы. Благодаря прочности и пластичности меди труба из нее выдерживает несколько замораживаний теплоносителя (до 3-х для труб из твердых марок меди и до 6-ти – для мягких) без разрушительных последствий для трубопровода. Хлор, практически всегда содержащийся в воде систем отопления и водоснабжения, способствует образованию на внутренней поверхности трубы слоя патины – тончайшего прочного защитного слоя, обеспечивающего значительное продление срока службы медного трубопровода.
Основные недостатки применения медных труб:
Несовместимость с другими материалами. При наличии в системе алюминиевых элементов начинается активные электрохимические реакции. При прямом соединении с изделиями из других металлов разрушение происходит достаточно быстро. Для улучшения ситуации можно использовать латунные переходники и фитинги. Но в одной системе алюминий и медь лучше не совмещать — возможна реакция, при которой выделяется большое количество газов и при отсутствии газовыпускных клапанов систему может попросту разорвать. В кислой среде медь начинает разрушаться. Потому в системе отопления нужно использовать теплоноситель с нейтральным PH или со слабо-щелочным. При наличии в теплоносителе твердых частиц быстро происходит стирание, так как это мягкий и пластичный материал. Потому необходим механический фильтр, для удаления абразивных частиц из среды. Требуется изоляция от блуждающих токов. Медь – отличный проводник электрического тока, потому требуется контур заземления и наличие диэлектрических прокладок в системе. Сложность монтажных работ. Требуется специальное оборудование и квалифицированный персонал. Медные трубы боятся контакта с бетоном (окисляются). Скорость разрушения зависит от состава стены, но в любом случае лучше уложить трубу в ПВХ оболочку.
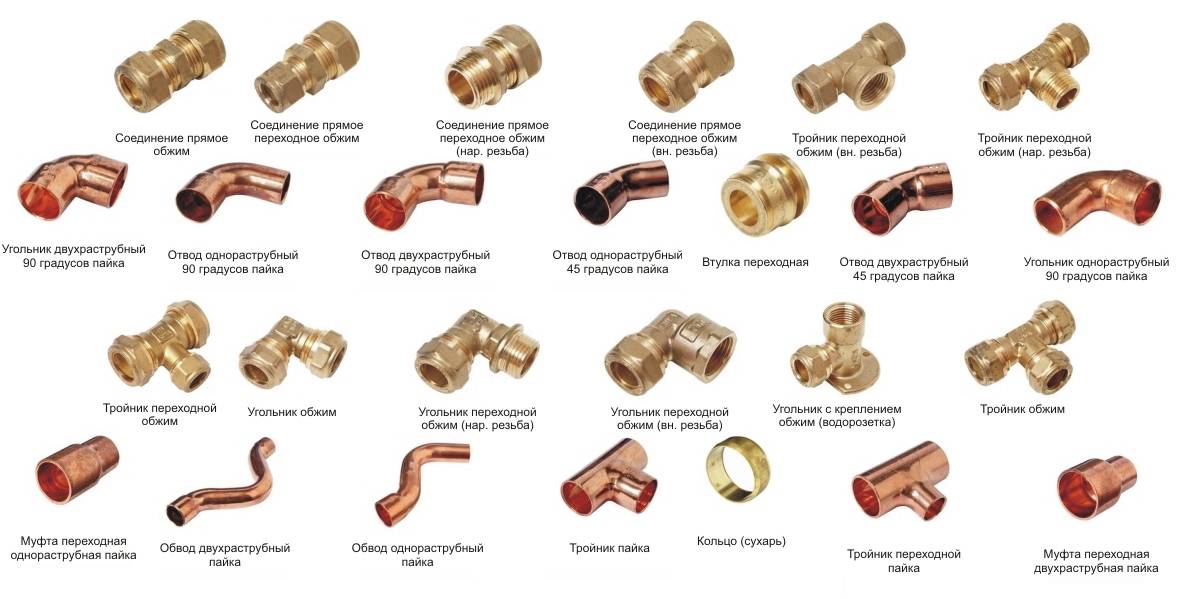
Соединения медных труб отопления производят различными способами: Неразъемные. Пайкой, после соединения стыкуемых деталей методом в раструб или с помощью фитингов, а также посредством пресс-фитингов с использованием специального инструмента.; Разъемные. С помощью обжимных фитингов и с резьбой (резьба только на одном конце фитинга). Вместо медных могут использоваться бронзовые или латунные фитинги. Для установки обжимных фитингов не требуется никакого специального оборудования: труба вставляется в соответствующий паз до упора, а затем при помощи гайки закручивается, прижимая материал трубы к корпусу фитинга. Для плотного прилегания могут понадобиться два ключа – подтянуть до полной герметизации. Это все требуемое оборудование. Но специфика обжимных соединений такова, что требуется постоянный контроль герметичности: периодически они начинают «капать». Потому такие соединения нельзя замуровывать в стены. Установка прессовых фитингов при помощи специальных пресс-машин. Они сами стоят недешево, и их аренда тоже. Зато соединение получается герметичным и надежным, но неразъемным.
1 Основные особенности инженерных сетей из меди
Российские и зарубежные компании в настоящее время выпускают фитинги и трубы из меди высокого качества. Такие изделия отвечают требованиям европейских стандартов (ISO 9002, BS2, DIN), они отличаются повышенной устойчивостью к давлению рабочих сред, протекающих по трубопроводам, к высоким и низким температурам, к воздействиям внешнего характера при транспортировании и хранении.
Инженерные сети из меди не боятся солнечных лучей (это отличает их в лучшую сторону от популярных нынче полимерных конструкций), на них не появляется с течением времени ржавчина, которая всегда образуется на металлических и стальных трубопроводах. Срок их службы составляет не менее ста лет, согласитесь, очень трудно найти более качественный и практически “вечный” материал для обустройства бытовых и промышленных коммуникаций.
Медные трубы применяются для строительства следующих систем:
- кондиционирования воздуха;
- отопления;
- подачи воды (как холодной, так и горячей);
- распределения газа.
Частные лица, как правило, используют трубы из меди тогда, когда устанавливают в своих жилищах надежные и долговечные сети водоснабжения. Понятно, что соединительные элементы для таких трубных изделий чаще всего выпускаются также из меди. Медные фитинги считаются намного более экономичными, нежели металлические, так как для их изготовления требуется меньше материала.
Суть в том, что при производстве, например, чугунных деталей их стенки проектируют изначально толстыми – инженеры оставляют “запас” на потери металла в результате коррозии. А вот соединительные элементы из меди можно изготавливать намного тоньше, ведь их ржавчина не трогает и через десятилетия эксплуатации.
Востребованность медных трубопроводов обуславливается и другими причинами:
- антисептическими свойствами меди (на воду в системах ее подачи не воздействуют болезнетворные микробы и организмы, что, естественно, улучшает качество питьевой воды);
- простотой установки труб и соединения их между собой.
Кроме того, если вода в трубах замерзает, магистраль всего лишь деформируется, а не рвется, как это отмечается при замерзании стальных и других изделий. Разрушение конструкций из меди фиксируется только в том случае, когда на них воздействует нагрузка свыше 200 атмосфер (подобного давления в бытовых системах просто-напросто не может быть).
Соединение деталей цанговым методом
Широко использующееся при монтаже пластиковых трубопроводов цанговое соединение труб осуществляется с помощью специальных приспособлений. Это так называемые цанговые или зажимные фитинги. Устройство представляет собой комбинацию фитинга, соединительного элемента трубопровода, и цанги, пружинистой разрезной втулки. Цанга создает дополнительное внутреннее давление на трубу, прижимая ее к фитинговому патрону, что делает соединение герметичным и надежным.
При выполнении цангового соединения следует очень осторожно затягивать фитинг, чтобы не перетянуть его. Иначе труба может лопнуть. Монтаж соединения достаточно прост и не требует специального оборудования и навыков
Главное – правильно подобрать зажимной фитинг. Он должен соответствовать типу и диаметру трубы. В некоторых случаях приобретается специальный фитинг, на одном конце которого находится цанга, а на втором – резьба или гайка нужного диаметра. В целом подбор зажимного устройства не составляет особого труда, поскольку большинство аксессуаров и сантехнических приборов имеют стандартные размеры
Монтаж соединения достаточно прост и не требует специального оборудования и навыков. Главное – правильно подобрать зажимной фитинг. Он должен соответствовать типу и диаметру трубы. В некоторых случаях приобретается специальный фитинг, на одном конце которого находится цанга, а на втором – резьба или гайка нужного диаметра. В целом подбор зажимного устройства не составляет особого труда, поскольку большинство аксессуаров и сантехнических приборов имеют стандартные размеры.
Установка детали осуществляется следующим образом. Во внутреннюю полость трубы аккуратно вставляется цанга, а затягивающая внешняя фитинговая гайка закручивается разводным ключом. Так получается,что деталь плотно зажимается и герметично фиксируется. Со второй присоединяемой трубой поступают аналогично
В процессе монтажа важно помнить, что цанга производит достаточно сильное давление на деталь и если перетянуть зажимную гайку, труба может лопнуть. Особенно это актуально для пластиковых деталей
Поэтому рекомендуется соизмерять усилия при затягивании гайки и выполнять эту операцию достаточно осторожно
Способы производства коммуникаций
ГОСТ определяет 2 технологические операции по получению медной трубы:
- прокат;
- прессование (предполагается последующая сварка стыков).
Для производства круглых труб подходят оба метода. Изделия с квадратным сечением изготавливаются преимущественно прессованием. Прокатные трубы предполагают использование метода холодного деформирования. Без предварительного нагревания пластичный металл – медь – можно прокатать между двумя вальцами. На прокатный стан просто надевается заготовка – гильза. Она и выкатывается до необходимого диаметра.








На этапе финальной обработки коммуникации делятся на неотожженные трубы и подвергнутые отжигу изделия. Первый тип прочнее, чем термически обработанные аналоги, поскольку при прокате произошло уплотнение материала путем деформации кристаллической решетки.
Прессованные изделия производятся из меди в листах на специальных станках. Из каждого листа вырубается мерная заготовка, которая подается на формовочные прессовые вальцы. После придания необходимой формы заваривается стыковочный шов.
На последнем этапе сварная труба пропускается сквозь калибровочные вальцы, которые выравнивают профиль изделия, а также исправляют продольную деформацию.

Медные трубы поставляются в бухтах или прямых отрезках — это зависит от их диаметра
Чем отличается отожженная медная труба от неотожженной
Отличия обусловлены дополнительным отжигом полученного металлопроката.
Путем применения вытяжки, прокатки или прессования получают неотожженные (твердые) трубы. Показатель прочности у них составляет 340-450 Мпа на разрыв, а предел деформации — 6%.
Для изготовления мягкого отвода готовую продукцию подвергают дополнительному обжигу — нагреву до 600-700 градусов. Благодаря термической обработке отожженные медные отводы приобретают большую пластичность и гибкость (предел растяжения доходит до 40% от первоначальной длины).
Их выпускают в бухтах по 25 или 50 метров длиной.

В этой технологии и заключается разница между неотожженными (твердыми) и отожженными видами.
Отожженные отводы благодаря пластичности приобретают такие преимущества, как возможность:
- Ускоренного монтажа трубопроводов сложной конфигурации.
- Деформироваться, а затем принимать первоначальную форму под механическим воздействием. Достаточно отметить, что отожженные изделия выдерживают до 5 циклов заморозки без каких-либо повреждений.
Технология производства отожженных и неотожженных труб
Процесс выглядит так:
- Производство меди начинается с добычи сырья. Добываемые руды перерабатываются на обогатительных фабриках.
- Из обогащенной руды производят медные концентраты, из которых выплавляют в слитках черновую медь чистотой в 98-99%.
- Из этих слитков либо горячим прессованием, либо горячей прокаткой производят трубные заготовки. Далее они проходят этапы холодной катанки, затем холодного волочения, где им задаются необходимые типоразмеры.
- Завершающими операциями являются отжиг, чистовое волочение. Мягкие или отожженные трубы подвергают дополнительно отжигу — нагреву до 700 градусов. После остывания изделия приобретают требуемые характеристики.
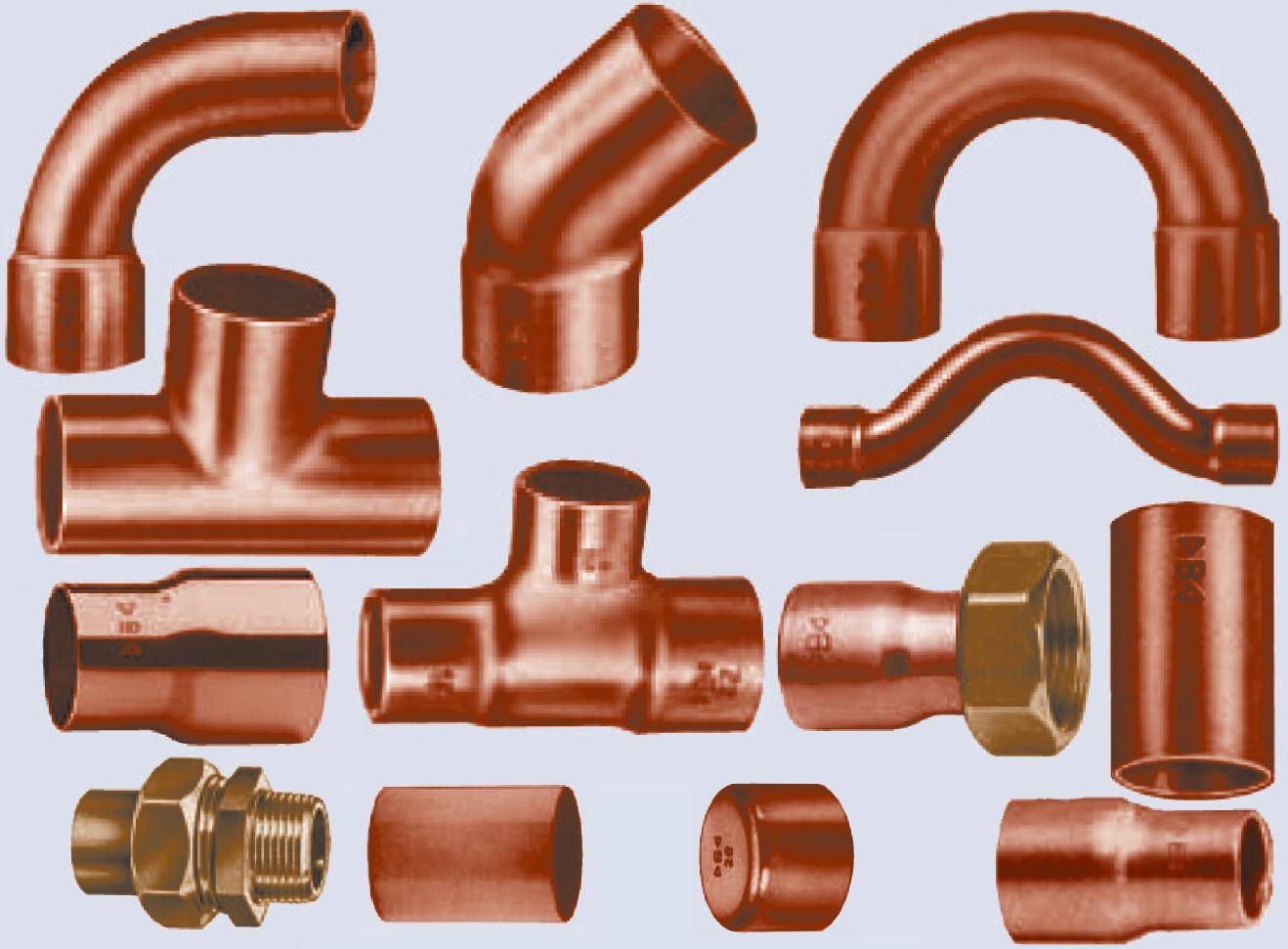
Способы соединения медных труб
Сварка
Встречается довольно редко. Сварочной горелкой соединяются между собой медные трубы для отопления большого диаметра (начиная с диаметра 108 мм);
Соединение медных труб при помощи вытяжных фитингов.
Внутри трубы делается отверстие, вставляются кулачки и при помощи специального инструмента вытягивается раструб. Довольно трудоемкий и дорогой способ соединения труб, нужен специальный станок и монтажники не уважают такой вариант крепления.
Вальцовка
Способ соединения медных труб хороший, но его не используют в системах отопления. Очень редко можно встретить развальцованную деталь, и то заводского изготовления.
Компрессионный фитинг
Встречается довольно часто. Состоит из трех деталей: гайки, уплотнительного кольца и самого фитинга в виде уголка. Принцип соединения: на медную трубу одевается гайка, уплотнительное кольцо и сам фитинг. Затем гайка закручивается и прижимает трубу к фитингу. С другой стороны делается то же самое.
Недостатком данного метода соединения медной трубы является то, что нет рекомендации с какой силой затягивать гайку на фитинге. Каждый делает это как может и в итоге могут возникнуть утечки воды.
Еще одним минусом является условная неразборность фитинга, т.к. уплотнительное кольцо при одевании на трубу врезается в нее и остается навсегда. Поэтому, чтобы отремонтировать участок трубы (снять фитинг) приходится обрезать этот участок трубы и вставлять новый.
Если вам предложат компрессионый фитинг, лучше отказаться и попросить что-то другое.
Прессовый фитинг
Встречается редко, т.к. мастеру для его установки нужен набор специальных клещей (порядка двенадцати) и дорогостоящий пресс. Принцип соединения: фитинг накидывается на трубу и зажимается клещами нужного типа. В итоге получается идеально прочное неразборное соединение.
Разница обработки этими фитингами мягкой и жесткой трубы.
Внутрь мягкой медной трубы обязательно вставляется опорная втулка при монтаже компрессионого фитинга. Втулка позволяет сохранить геометрию трубы при сжимании опорного кольца.
Пайка медных труб
Способ позволяет получить качественное соединение медной трубы при помощи недорогого оборудования. Обычно это пропановая горелка для небольших диаметров трубы. Для труб диаметром более 54 мм подойдет ацетилено-воздушная горелка.
Существует два вида пайки — жесткая и мягкая (высоко- и низкотемпературная). Жесткая пайка выполняется при более высокой температуре, нежели мягкая. Бытует мнение, что жесткая пайка прочнее, чем мягкая. Это не соответствует действительности.
Жесткая пайка менее технологична, чем мягкая. Для того, чтобы спаять при помощи жесткой пайки, требуется просто одеть фитинг на трубу, разогреть место соединения до темно-малинового цвета, и после этого присадить припой.










Мягкая пайка включает в себя:
- Зачистка места соединения до металлического блеска,
- Зачистка внутренней поверхности фитинга,
- Нанесение флюса,
- Соединение деталей,
- Удаление излишков флюса,
- Собственно пайка.
Главное отличие мягкой от жесткой пайки в том, что после мягкой пайки медная труба имеет более аккуратный вид, нежели после жесткой. При жесткой пайке трубу сильно разогревается, чернеет по толщине, покрывается хлопьями — зачистить ее невозможно, она не будет выглядеть блестящей медной трубой, она будет черной. После жесткой пайки котельная выглядит безобразно, поэтому если предлагают жесткую пайку — лучше отказаться. Надо применять только мягкую пайку.
Жесткая пайка медной трубы подойдет для тех случаев, когда по трубопроводу будет транспортироваться не жидкость, а газ. Например, для систем кондиционирования, систем транспортирования любых газов разрешена только жесткая пайка, потому что остатки флюса, наносимые на трубу и внутреннюю поверхность фитинга, попадают во внутрь трубопровода и его необходимо вымыть.
Мягкая пайка подходит для гидравлических систем, т.к. она выглядит более эстетично.
Достоинства и минусы этих деталей
Соединять трубопроводы фитингами под обжим очень легко. При таком способе не понадобиться использовать высокую температуру, или брать в работу специальное оборудование.
Так укладывают трубы даже в местах трудного доступа. Такая работа нуждается в следующих инструментах:
- Гаечный ключ;
- Калибратор;
- Резак.
Если сравнить время и затраты труда на эту работу, то они небольшие. А проложенный трубопровод выходит герметичным и, служащим длительное время.
Но, как бы ни была хороша такая система, она все-таки имеет недостатки. Фитинг под обжим необходимо постоянно проверять и подтягивать. По этой причине, их не рекомендуют укладывать под бетон.
А еще эти детали рассчитывают на работу системы с невысоким давлением. Если сравнивать их надежность с пайкой, то у данных фитингов она меньше.
Соединение, смонтированное с обжимными фитингами, становится конструкцией, которую используют многократно.
Холод-Магазин
В фреоновых холодильных установках на основе парокомпрессионного цикла наиболее широко применяются медные трубопроводы, это связано с такими свойствами медных трубопроводов: химическая устойчивость к хладагентам в безкислородной и безводной среде, низкая шероховатость внутренней поверхности, пластичность, хорошая устойчивость к цикличным нагрузкам, малая величина температурного расширения, значительный срок эксплуатации. Кроме того, холодильные трубопроводы значительно легче поддаются механической обработке и могут быть соединены как при помощи пайки или сварки, так и с применением разборных соединений.
В холодильной технике и системах кондиционирования применяют цельную холоднодефрмированную или прессованную медную трубу круглого сечения. В России производство такой трубы регламентируется ГОСТ 617-2006, наиболее известные стандарты других стран EN 12735-1 (Европейский стандарт), ASTM B280 и ASTM B69-99 (Американские стандарты). Если ГОСТ 617-2006 — определяет производство медной трубы общего назначения, то стандарты EN-12735 и ASTM B280 специально разработаны для медных трубопроводов холодильных систем и систем кондиционирования. ASTM B69 – разработан для медных труб, светлого отжига, применяемых в холодильных системах и других отраслях, где требуется труба с чистой внутренней поверхностью. Заводы производители медной трубы для холодильных систем чаще всего производят трубу согласно ТУ завода, а затем труба проходит сертификацию под тот или иной стандарт который действует в государстве, где эта труба применяется. Приведенными стандартами определяется: марка меди для труб, способ изготовления, геометрические размеры медных труб, способ фасовки, методы испытаний, маркировку труб, способы хранения, а так же содержат ссылки на другие нормативные документы.
Медная труба для холодильной техники и систем кондиционирования производится в твердом состоянии — R290 (неотожженная), полутвердом состоянии — R250 и мягком состоянии — R220 (отожженная). Труба в твердом и полутвердом состоянии выпускается в виде прямых плетей с длинами 3, 5 и 6 метров. Мягкая труба выпускается в виде отрезков свернутых в бухты по 15, 25, 45, 50 м. Медная труба может быть выполнена с метрическими или дюймовыми размерами наружного диаметра. Стандартный ряд метрических размеров: 6 — 8 — 10 — 12 — 15 — 16 — 18 — 22 — 28 — 35 — 42 — 54 — 64 — 76 — 89 — 108 мм. Стандартный ряд дюймовых размеров: 1/4 — 5/16 — 3/8 — 1/2 — 5/8 — 3/4 — 7/8 — 1 1/8 — 1 3/8 — 1 5/8 — 2 1/8 — 2 5/8 — 3 1/8 — 3 5/8 — 4 1/8 дюйма.
Выбор медной трубы для холодильных систем можно свести к следующим действиям:
- выбираем, мягкая это будет труба или твердая;
- после гидравлического расчета и расчета на прочность, известны диаметр трубы и толщина стенки;
- определяют с учетом коэффициента запаса толщину стенки для трубы;
- далее из номенклатуры стандартной трубы выбрать подходящую;
- заказывается труба.
В большинстве случаев медная труба, выполненная по EN 12735-1 и ASTM B280 — соответствует всем стандартным решениям в области холодоснабжения и систем кондиционирования и чаще всего превышает требуемые прочностные характеристики. Но, холодильные системы нередко подвержены пульсациям, вибрациям, и гидравлическим ударам, поэтому запас прочности не будет лишним. Кроме того работа с мягкой трубой произведенной по этим стандартам – как правило получает только положительные отзывы. Использовать трубу с толщиной стенки меньше чем у вышеприведенных стандартов можно, иногда, даже нужно, но при этом нужно помнить, что с понижением толщины стенки трубопровода снижается и надежность системы, особо критично это для систем со значительной заправкой хладагентом. И, как правило, аварийные остановы из-за некачественной трубы обходятся в разы дороже, чем экономия на толщине стенки.
При покупке медной трубы, желательно, обратить внимание на наличие маркировки по всей длине, наличие заглушек с обоих концов, отсутствие внешних повреждений, внутренняя поверхность должна быть чистой, гладкой и сухой. Труба должна быть выполнена из меди с содержанием меди и серебра не менее 99,9%, содержание фосфора не более 0,4%
Толщину стенки можно проверить, воспользовавшись таблицей теоретического веса медной трубы. Теоретический вес миллиметровой медной трубы
Теоретический вес дюймовой медной трубы
Область применения
Сфера применения медной арматуры крайне широка. Прежде всего, это привычные всем системы холодного и горячего водоснабжения и водоотведения, газопроводы, сантехника и отопление, в том числе конвекторного типа и системы «тёплый пол». Кроме того трубы из меди активно используются в системах кондиционирования, теплообменниках газовых водонагревателей, охлаждающих контурах холодильников, топливных установках различного назначения (в автомобиле- , самолётов- и кораблестроении).
Эстетическая привлекательность медного трубопровода позволяет не прятать коммуникации внутри стен или за панелями. В свете этого медные трубки часто применяются в качестве кожуха для прокладки электропроводки, выполняя одновременно и роль изолятора и элемента декора.
Как соединить трубы капиллярной пайкой?
Пайка занимает больше времени, однако выполненные соединения отличаются прочностью и герметичностью. Лучший вариант для решения бытовых задач – использование мягкого припоя. Рабочая температура при этом не превышает 250 °С.
Применение твердого припоя увеличивает прочность, но для работ потребуется дорогое оборудование и особые условия, так как процесс пайки проходит при температуре более 700 °С.
С помощью пайки создаются неразъемные соединения, которые выполняются либо раструбным способом, либо с помощью фитингов. При раструбной технологии один конец трубы необходимо расширить так, чтобы при состыковке элементов между их стенками образовался зазор шириной 0,2-0,3 мм.










Он заполняется припоем, после чего создается герметичное соединение. Но более пристально рассмотрим пайку с фитингом, наиболее популярную у монтажников.
Материалы и инструменты для работы
Необходимо подготовить медные трубы и фитинги, но не первый попавшийся вид, а специально предназначенный под пайку.
Соединители и переходники для пайки отличаются гладкой поверхностью и отсутствием дополнительных канавок, гаек, колец и т.д. Они могут иметь прямую, угловую, крестовую форму – в зависимости от назначения
Инструменты для выполнения работ:
- газовая горелка – достаточно пропановой;
- расширитель для труб (калибратор);
- труборез, так как ножницы по металлу деформируют форму трубы;
- фаскосниматель;
- приспособления для чистки и полировки (мелкая наждачка, ершики, тряпочки).
При выборе припоя лучше остановиться на варианте с оловянной основой. Кроме олова в состав припоя может входить висмут или серебро. Этот вид хорош тем, что его температура плавления гораздо ниже, чем у изделий из меди.
Подробнее о припоях для пайки медных труб можно прочесть в этом материале.
В процессе пайки припой примет жидкое состояние и сможет герметично заполнить соединительный зазор, тогда как медные элементы не отреагируют на высокую температуру.
Кроме припоя необходим флюс. Это своеобразная смазка для частей элементов, которые необходимо состыковать. Флюс аккуратно наносят кисточкой на поверхность труб и фитингов
Для удобства проведения монтажных работ можно использовать специальные фитинги для низкотемпературной пайки. Они отличаются тем, что на концах имеют узкую канавку, заполненную припоем.
Низкотемпературная (мягкая) пайка характерна для бытовых работ, а на производстве применяют высокотемпературную (жесткую). Жесткий вид также используется и при соединении трубок систем кондиционирования и холодильных установок.
Описание процесса пайки
Медь – податливый материал, работать с ним несложно, но при отсутствии опыта лучше сначала потренироваться на ненужных отрезках труб.
Галерея изображенийФото из С помощью трубореза, специального инструмента, производим нарезку элементов. Операции лучше производить непосредственно во время монтажа, чтобы при необходимости подогнать длинуФаскосниматель вставляем в трубу и вращаем, пока не удалим кромку, которая возникла в процессе нарезки. Это необходимо, чтобы внутренняя часть трубы не заузиласьСначала тем же фаскоснимателем, но другой его стороной, а затем и мелкой шкуркой обрабатываем наружную сторону трубы так, чтобы не осталось царапин и медь заблестелаЧтобы увеличить эффективность пайки, необходимо тщательно зачистить и вторую деталь – уголок, переходник. Подходящий инструмент – шуруповерт с насадкой из обычного ершикаДля нанесения флюса подходит обыкновенная клеевая канцелярская кисточка. Берем раствор небольшим порциями и распределяем тонким слоем по поверхности трубыПодготовленный очищенный уголок надеваем на конец трубы, покрытый флюсом. Чтобы соединение было более плотным, трубу ввинчиваем легкими движениями в уголокПеред началом пайки необходимо убрать лишний флюс или пасту. Для этого пригодится обыкновенная тряпка. Когда поверхность полностью очищена, для удобства работы деталь закрепляем в тискахВ одну руку берем припой, в другую горелку и начинаем аккуратно производить пайку. Нагрев трубу, помещаем припой в одну точку, благодаря капиллярному принципу он сам растечется по всей площадиШаг 1 – нарезание медной трубы на отрезки заданного размераШаг 2 – удаление кромки фаскоснимателемШаг 3 – подготовка наружной стенки под пайкуШаг 4 – обработка внутренней поверхности уголкаШаг 5 – нанесение флюса или пасты на конец трубыШаг 6 – закручивание конца трубы внутрь уголкаШаг 7 – чистка места соединения ветошьюШаг 8 – процесс пайки с мягким припоем





