

Способы соединения труб из меди
Монтаж медных коммуникаций можно осуществлять при помощи пайки или с использованием специальных обжимных фитингов. Привычные сварочные работы не используют, поскольку материал мягкий, легко деформируется. Собрать всю коммуникацию на обжимных фитингах можно, но долговечность её будет под большим вопросом.
Пайку медных труб проводят двумя способами:
- при низкой температуре – 250-300 градусов;
- при высокой температуре – более 450 градусов.
Разная температура пайки предполагает использование разного припоя. Высокотемпературная пайка справляется с расплавлением твёрдых припоев, содержащих медь или серебро. Обязательна эта технология к использованию при починке или монтаже холодильного оборудования, в промышленных трубопроводах. К монтажу бытовых коммуникаций жёстких требований по использованию методов соединения меди нет.
Низкотемпературная пайка позволяет использовать только мягкие сплавы в качестве припоя. Это не влияет на качество и долговечность соединения, если коммуникации эксплуатируют при температуре теплоносителя не выше 130 градусов и без давления.
Сварка своими руками
Для того чтобы сваривать изделия в виде никелевых труб, можно пользоваться аргоном, а вот монтаж систем из медных трубок проводится посредством представленных ниже инструментов.
А именно:
- Труборез, подобрать который можно отталкиваясь от габаритов системы, а также от того, где он будет использоваться. К примеру, при работе в труднодоступных местах стоит выбирать малогабаритное приспособление. Стоимость напрямую зависит от диаметра, и чем он будет больше, тем, соответственно, выше она поднимется.
- Фаскосниматель, посредством которого проводится снятие края с заготовки. Это необходимо, чтобы обрезаемый кончик не покрылся заусенцами и заломами. Это устройство бывает двух видов: в виде карандаша или округлого корпуса. Последний считается максимально удобным для эксплуатации, однако использовать его можно только для трубы с маленьким диаметром.
- Турборасширитель, за счет которого можно осуществить расширение кончика, чтобы монтаж проводился без применения фитингов. Для выбора расширителя нужно учесть то, каким максимальным диаметром будет обладать применяемая заготовка.

После качественной сварки шов практически не видно Главное условие использования заключается в том, из какого материала сделаны трубы, и он должен быть мягким. В противном случае перед расширением нужно их прогреть.
Какие виды выпускают
Фитинги можно классифицировать по материалу, из которого они изготовлены, по способу монтажа, а также по форме и назначению. Они применяют при пайке, сварке и разъемных соединениях.
В зависимости от материала фитинги бывают металлические (из металлов и сплавов) или пластиковые (из полиэтилена низкого давления или полипропилена).
По способу монтажа они делятся на три группы:
- резьбовые;
- обжимные;
- под пайку или сварку.
Обжимные фитинги, в свою очередь, могут обжиматься либо при помощи специального инструмента, либо затягиванием кольца гайки. И кольцо и накидная гайка являются частью конструкции и всегда поставляются в комплекте.
По назначению разделение следующее:
- соединительные – муфты, сгоны, штуцеры, переходники с одного диаметра на другой или с одного способа соединения на другой;
- изменяющие направление трубопроводов – отводы, колена. Иногда одновременно с изменением направления изменяется и диаметр или способ монтажа;
- разветвляющие – тройники, крестовины, позволяющие разделить трубопроводы на несколько направлений.
При производстве металлических изделий под сварку часто используют сталь, но в последнее время наибольшее распространение получают медные фитинги под пайку, а также резьбовые компоненты.
Резьбовые детали для металлических трубопроводов изготавливают из медных сплавов – латуни или бронзы. Они прочнее медных.
Соединения осуществляются путем накручивания одной резьбы на другую с использованием уплотнения изо льна, сантехнической нити, фум-ленты. Размеры резьбовых элементов обычно указываются в дюймах и долях дюйма.
Пластиковые
Для устройства полиэтиленовых трубопроводов используют фитинги ПНД (из полиэтилена низкого давления). Они бывают резьбовыми, обжимными под гайку или под пайку.
В конструкции обжимных фитингов из полиэтилена предусмотрены, кроме обжимных колец, резиновые уплотнительные кольца. Эти кольца при монтаже соединения устанавливают в зазор между наружной поверхностью трубы и внутренней поверхностью фитинга.
Полиэтиленовые компоненты под пайку изготавливают с таким расчетом, чтобы трубка плотно, но без усилия, вставлялась в фитинг после разогрева специальным паяльником.
Детали из полипропилена используют для монтажа трубопроводов из такого же материала. Такие стыки осуществляются только пайкой при помощи .
Иногда используют фитинги из полипропилена, в которые впаяна металлическая резьба. Такие изделия необходимы там, где нет возможности создать неразборное соединение в силу технологических требований или из-за плохого доступа к месту монтажа. Их также применяют для установки сантехнических приборов, например смесителей.
Часто в промышленности и в быту используются трубы и шланги из поливинилхлорида. Они натягиваются на штуцеры и фиксируются обжимными хомутами.
Иногда ПВХ трубы обладают термоусадочным эффектом и для надежного контакта достаточно просто подогреть конец трубки, одетый на штуцер. После остывания шланги плотно обжимают фитинг.
Металлопластиковые
До сих пор все рассмотренные виды соединительных элементов были из того же материала, из которого были изготовлены трубы. Для пайки это очевидно, ведь материал труб и фитингов должен обладать одинаковой температурой плавления.
Резьбовые и обжимные фитинги для пластиковых труб также изготавливаются из пластика. Но существует еще один вид труб – металлопластиковые.
Их стенки состоят из двух слоев полиэтилена, между которыми запаяна металлическая (чаще алюминиевая) прослойка. Эта прослойка армирует трубы, а полиэтилен защищает ее от коррозии.
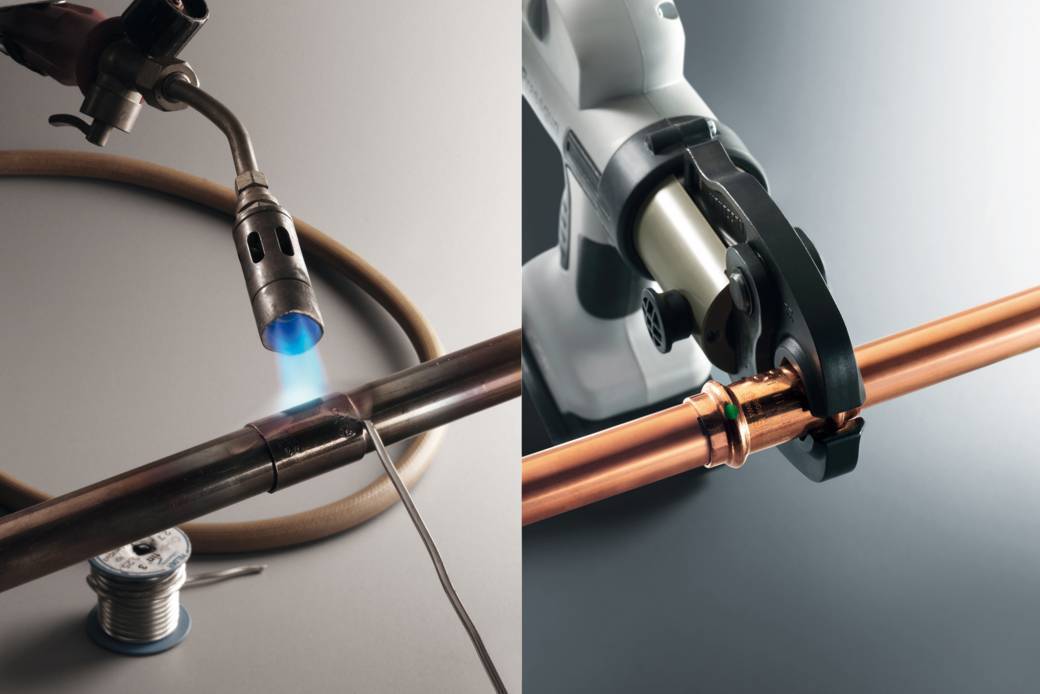
Такие трубы соединяются металлическими обжимными фитингами. Соединение может быть разборным – в случае применения фитингов с гайками, и неразборным – в случае использования пресс-фитингов, обжимаемых специальными клещами.
Из меди и бронзы
Наиболее распространенные соединения медных труб бывают обжимными или под пайку. Их делают из меди или бронзы. Пользуются спросом медные тройники, колена, различные виды муфт под пайку, без которых невозможно собрать трубопровод.
Обжимные медные фитинги включают в конструкцию неразрезное обжимное кольцо и накидную гайку.
В случае разборки стыка с целью замены участка трубопровода кольцо использовать повторно невозможно, так как оно остается плотно обжатым на сменяемой трубе. В торговой сети кольца для медных обжимных фитингов различных размеров реализуются отдельно.
Медные трубы для отопления
Мнения потребителей разделились на два лагеря. К первому примкнули те, кто не приемлет медные трубопроводы в доме. По их мнению, медная разводка хороша только в промышленных условиях, которая работает уже долгие годы. Во втором лагере находятся те, кто отдает предпочтение медным водоводам.
Особенно любят медь сантехники. Они предпочитают ее взамен гибкой подводки, которая имеет ограниченный срок службы, не превышающий семи лет. Устанавливая на долгий срок душевую кабину, ее лучше подключить к водопроводу медными подводами, чтобы исключить демонтаж при разрушении металло-резиновых подводов.







Возможно, Вам пригодится статья об алмазных карандашах для правки шлифовальных кругов.
Классификация
Для прокладки системы отопления используются трубы разных диаметров и типоразмеров. Для классификации продукции пользуются некоторыми параметрами:
- Диаметр проката. Шаг изменения размера равен 2 мм. Например, 16, 18, 20 и так далее.
- Толщина стенки изделия: тонкостенные — 0,2−0,7 мм, толстостенные — 0,8−10 мм.
- Способ производства: холоднокатаные, тянутые, тянутые сварные.
- Состояние материала: отожженные, не отожженные.
- Марка материала: М1, М2, М3.
- Отгрузка потребителю: длинномер — 2−5 м, бухта — 5−10 м.
 Диаметры медных труб для систем отопления подбираются исходя из правила: следующее разветвление имеет диаметр трубы меньше на один шаг. Так, например, выход магистрали от нагревательного котла имеет диаметр 24 мм. При разделении потока на два помещения, на входе она будет иметь диаметр 22 мм, а отвод к радиатору отопления будет равен 20 мм .
Диаметры медных труб для систем отопления подбираются исходя из правила: следующее разветвление имеет диаметр трубы меньше на один шаг. Так, например, выход магистрали от нагревательного котла имеет диаметр 24 мм. При разделении потока на два помещения, на входе она будет иметь диаметр 22 мм, а отвод к радиатору отопления будет равен 20 мм .
Для сборки системы отопления используют трубы с толщиной стенки не более 1,5 мм. Они обладают достаточной прочностью и пластичностью. Пластичность и прочность зависят от состояния материала. Если медная подводка не отожженная, то она способна выдерживать давление в 450 МПа, но ее относительное удлинение не превышает 6%. В отожженном состоянии относительное удлинение достигает 60%, а прочность снижается. Внутреннее давление не должно превышать 22 МПа.
Большой ассортимент гофрированныз труб, труб ПВХ, труб ПНД 110 мм на сайте ingplast.ru
Маркировка
Для обозначения диаметра труб используется наружный размер и толщина стенки. Значения указываются через дробь либо через «х». Например, 24×1 (24/1) мм. Проектирование разводки отопления ведется по условному проходу, то есть по внутреннему диаметру трубы. В данном случае он будет составлять 22 мм (24−1−1−22).
Изготовление медной трубной продукции регламентирует ГОСТ 617–90 . согласно ему холоднокатаным трубам присваивается индекс «Д», а тянутым из сварной заготовки — «С».
https://youtube.com/watch?v=U2XvjUSkwJs
Что лучше трубы из меди или полипропиленовые?
Для объективного сравнения рассмотрим базовые показатели обоих видов материалов, характерные для всех водопроводных труб:
- Эксплуатационные свойства. Медь в отличие от полимерных материалов не подвержена разрушающему воздействию хлорированной водопроводной воды. Хлор — это сильный окислитель, который разъедает пластик, а на внутренних поверхностях медных труб образует тонкий защитный слой — патину, значительно увеличивающую срок их службы.Губительным для пластика является ультрафиолетовое излучение и минусовые температуры, медь же устойчива к воздействию солнечных лучей, при понижении температуры её стенки расширяются без потери целостности.
- Надёжность системы. Места соединения элементов пластикового трубопровода менее надёжны, чем медного.
- Срок эксплуатации. Медные и полипропиленовые трубопроводы могут эксплуатироваться не менее 50 лет.
- Цена. Стоимость изделий из меди велика, это обусловлено высокой стоимостью первичной меди и трудоёмкостью производственного процесса. Конечно, полипропиленовые трубы стоят в несколько раз дешевле. Но, при сборке водопроводных систем требуются полипропиленовые фитинги, стоимость которых на много больше медной фасонины. Кроме того, для пластиковых трубопроводов требуются дополнительные элементы, увеличивающие их надежность.
Самофиксирующийся тип
Фитинги, способные самофиксироваться, представляют собой механизмы. Устройство состоит из внутреннего кольца, одно кольцо оснащено зубцами. Придавливая устройство при помощи ключа съемника, они цепляются за соседнее кольцо.
Метод стыка имеет надежное и прочное крепление. Фитинг можно применять много раз, потому что его легко демонтировать и снова установить.
Устройства изготавливают из меди для стыковки труб разного диаметра и материала. Метод самый удобный для использования в больших магистралях из различных труб.
Особенности монтажа на медный трубопровод фитинга под обжим.
Внимание! Данный фитинг не требует применения специального оборудования, их легко установить самостоятельно. В европейской маркировке различают обжимы двух типов, обозначая их буквами А либо В
В европейской маркировке различают обжимы двух типов, обозначая их буквами А либо В.
Фитинги А можно использовать для трубопровода, проведенного над землей, они изготовлены из меди полу твердого типа, либо при помощи нержавеющей стали.
Фитинги В можно применять в системах, проложенных над землей и под землей, их изготавливают при помощи мягкой либо полутвердой меди с толстыми стенками.
Внимание! Для надежного соединения элементов, надо придерживаться инструкции
Виды изделий
При устройстве водопроводной системы из труб ПНД 32 мм понадобятся соединительные элементы различного назначения и конфигурации. Любой трубопровод никогда не состоит из одного прямого участка.
В нем есть повороты, разветвления, отводы, заглушенные концы.
Фитинги латунные для труб ПНД 32 мм (а также для линий другого диаметра), используются следующих видов:
- отводы – эти элементы предназначены для изменения направления прохождения трубопровода на угол от 45 до 120º;
- тройники – позволяют создать отдельную ветку на основной магистрали под углом в 90 градусов;
- крестовина – соединяет четыре отрезка по двум взаимно перпендикулярным направлениям;
- муфта – соединяет два отрезка трубы одинакового диаметра, которые проложены по одной прямой;
- переходная муфта – позволяет надежно соединить две участка с разными диаметрами, лежащими на одной прямой;

Латунные фитинги разных видов (тройники, отводы, прямые)
- заглушки (колпаки, пробки) – позволяют герметически закупорить свободный конец трубы;
- штуцер – соединительный элемент для подключения к основному трубопроводу (источнику воды) или емкости, в которой она находится;
- ниппель – специализированная трубка с наружной резьбой на обоих концах, которая позволяет сделать соединение с трубой или штуцером.
Система, состоящая из труб ПНД 32 мм, может быть смонтирована при помощи полиэтиленовых фитингов. И многие строители так и делают, аргументируя такие действие низкой себестоимостью материалов. Но для ПНД труб 32 мм, предпочтительнее использовать соединители, которые сделаны из латуни.
Одной из причин, почему стоит заплатить несколько дороже, являются прочностные характеристики материалов и возможность многократного использования.
Латунные фитинги могут обеспечить герметическое соединение ПНД трубы, диаметром 32 мм и толщиной стенок 2,4 мм, с гарантированным отсутствием протечек.
Это обусловлено тем, что обжимное кольцо (оно также сделано из латуни) имеет на внутренней поверхности подобие резьбы, которая при закручивании гайки вдавливается в структуру полиэтилена. Таким образом, когда при внешнем физическом воздействии происходит растяжение (деформация) трубы, соединение не будет нарушено.
Этапы монтажа
Прежде чем приступить к процессу сборки трубопровода необходимо сделать следующее:
- Нарезать трубы ПНД 32 отрезками в соответствии с требуемой длиной по отдельным участкам.
- Заготовить латунные фитинги необходимого типа (конфигурации) для соединения отдельных отрезков.
- Проверить соответствие общему плану, разложив отдельные элементы трубопровода в необходимой последовательности, на месте его прохождения.
Убедившись, что все на своих местах, можно приступать к сборке. Принцип соединения труб латунным фитингом одинаков для всех его конфигураций:
Пошаговый монтаж латунных фитингов на ПНД трубу
- необходимо зачистить концы труб, после того как они были разрезаны труборезом или ножовкой для металла;
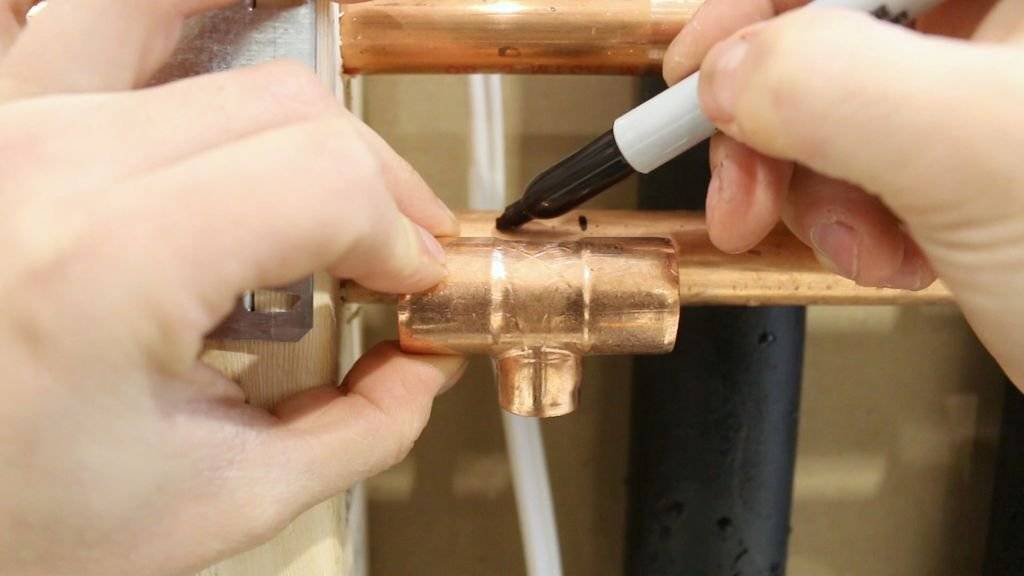
- нанести метку, которая показывает, что труба вошла в фитинг до упора;
- смазать конец трубы для более легкого вхождения в фитинг;
- отвинтить накидную гайку фитинга на 3-4 оборота;
- вставить трубу (в соответствии с меткой);
- затянуть гайку.
Последовательность применения деталей при монтаже латунного фитинга
Для того чтобы быть уверенным в будущей герметичности соединения при монтаже каждого отдельного элемента трубопровода специалисты рекомендуют отвинчивать накидную гайку полностью. Это связано с тем что, проведя практически полную разборку соединяющего узла, можно будет убедиться в двух важных обстоятельствах:
- все внутренние детали фитинга на своих местах и находятся в рабочем состоянии (особого внимания требует резиновое кольцо);
- при последующей окончательной сборке, есть возможность визуально проконтролировать правильность положения всех колец (обжимного, внутреннего, резинового).
Самофиксирующийся тип
Фитинги, способные самофиксироваться, представляют собой механизмы. Устройство состоит из внутреннего кольца, одно кольцо оснащено зубцами. Придавливая устройство при помощи ключа съемника, они цепляются за соседнее кольцо.









Метод стыка имеет надежное и прочное крепление. Фитинг можно применять много раз, потому что его легко демонтировать и снова установить.
Устройства изготавливают из меди для стыковки труб разного диаметра и материала. Метод самый удобный для использования в больших магистралях из различных труб.
Особенности монтажа на медный трубопровод фитинга под обжим.
Внимание! Данный фитинг не требует применения специального оборудования, их легко установить самостоятельно. В европейской маркировке различают обжимы двух типов, обозначая их буквами А либо В
В европейской маркировке различают обжимы двух типов, обозначая их буквами А либо В.
Фитинги А можно использовать для трубопровода, проведенного над землей, они изготовлены из меди полу твердого типа, либо при помощи нержавеющей стали.
Фитинги В можно применять в системах, проложенных над землей и под землей, их изготавливают при помощи мягкой либо полутвердой меди с толстыми стенками.
Технология пайки медных изделий
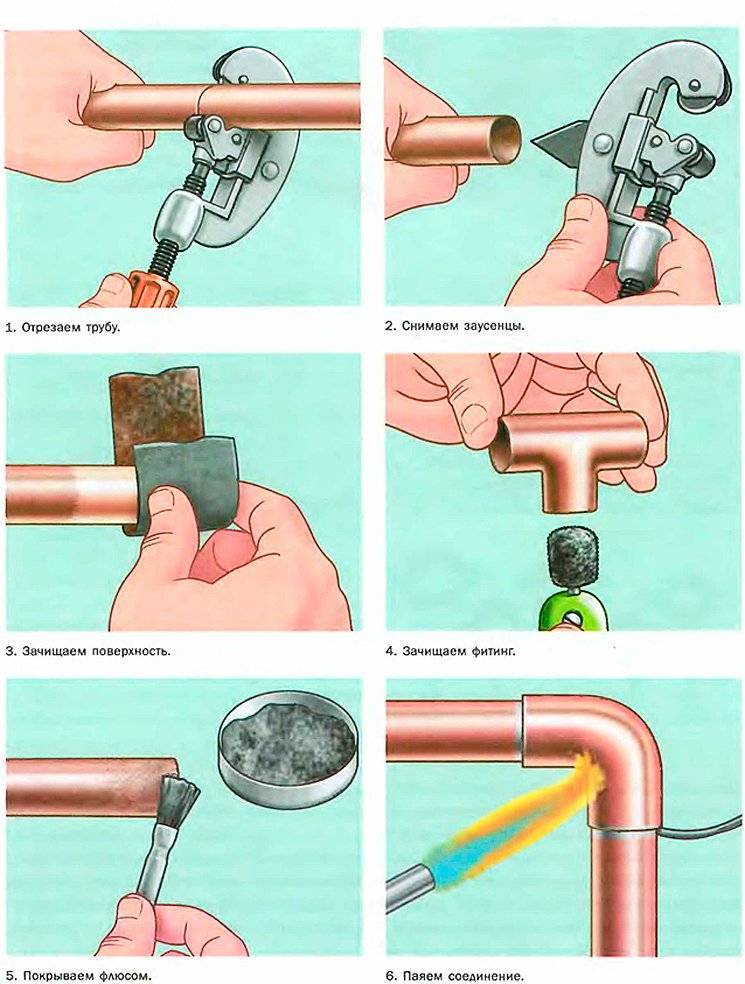
После подготовки инструментов и материалов производится пайка труб, состоящая из этапов:
- разделка заготовок на отрезки;
- обезжиривание и удаление окислов;
- стыковка элементов;
- нанесение на линию стыка припоя.
Отрезаем деталь необходимой длины
Сварка медных трубок начинается с разметки трубопровода, который затем нарезается на элементы нужной длины. При разметке необходимо учитывать запас длины, необходимый для соединения трубок после расширения торца. Ручной режущий инструмент позволяет зажать трубу, а затем вокруг внешней поверхности заготовки прокатывается твердосплавный ролик. По мере прорезания тела трубы ролик поджимается регулировочным болтом, что позволяет получить ровный срез.
Допускается обрезка заготовок при помощи ножовки по металлу и специального шаблона, обеспечивающего перпендикулярность среза. При резке не допускается сжатие трубы, поскольку овальность внешней поверхности ухудшает герметичность стыка (из-за изменения зазора, который не заполнится припоем). Образовавшийся облой удаляется наждачной бумагой и металлическим ершиком. Затем одна из кромок обрабатывается расширителем, что позволит создать герметичный стык с повышенной прочностью.
Наносим флюс на поверхность трубы
Сварка медных труб своими руками требует удаления окислов с поверхности соединяемых деталей. Заготовки протираются обезжиривающим составом (например, ацетоном), а затем на соединяемые кромки наносится реагент. Не рекомендуется использовать повышенную дозу флюса, активное вещество равномерно наносится тонким слоем на зону соединения. Для нанесения реагента используется малярная кисть, не оставляющая на поверхности волокон.
Соединяем детали перед пайкой
После нанесения флюса трубки соединяются, рекомендуется стыковать элементы непосредственно после смазывания поверхности (для снижения риска оседания пыли). Детали при соединении поворачиваются друг относительно друга, что позволяет распределить флюс и обеспечивает плотную посадку. Выдавленный из стыка реагент удаляется сухой тканевой салфеткой, сохранять флюс на элементах из цветных металлов запрещено, поскольку начинается разрушение материала.
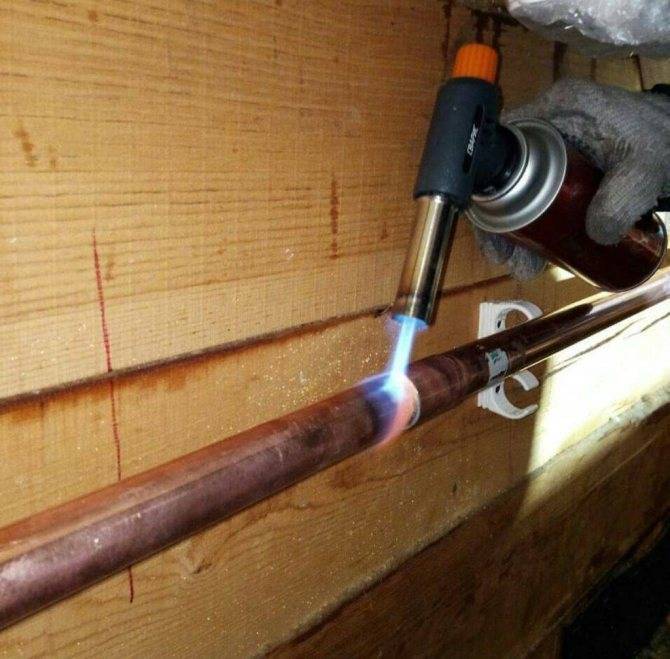
Образование соединения при низкотемпературной пайке
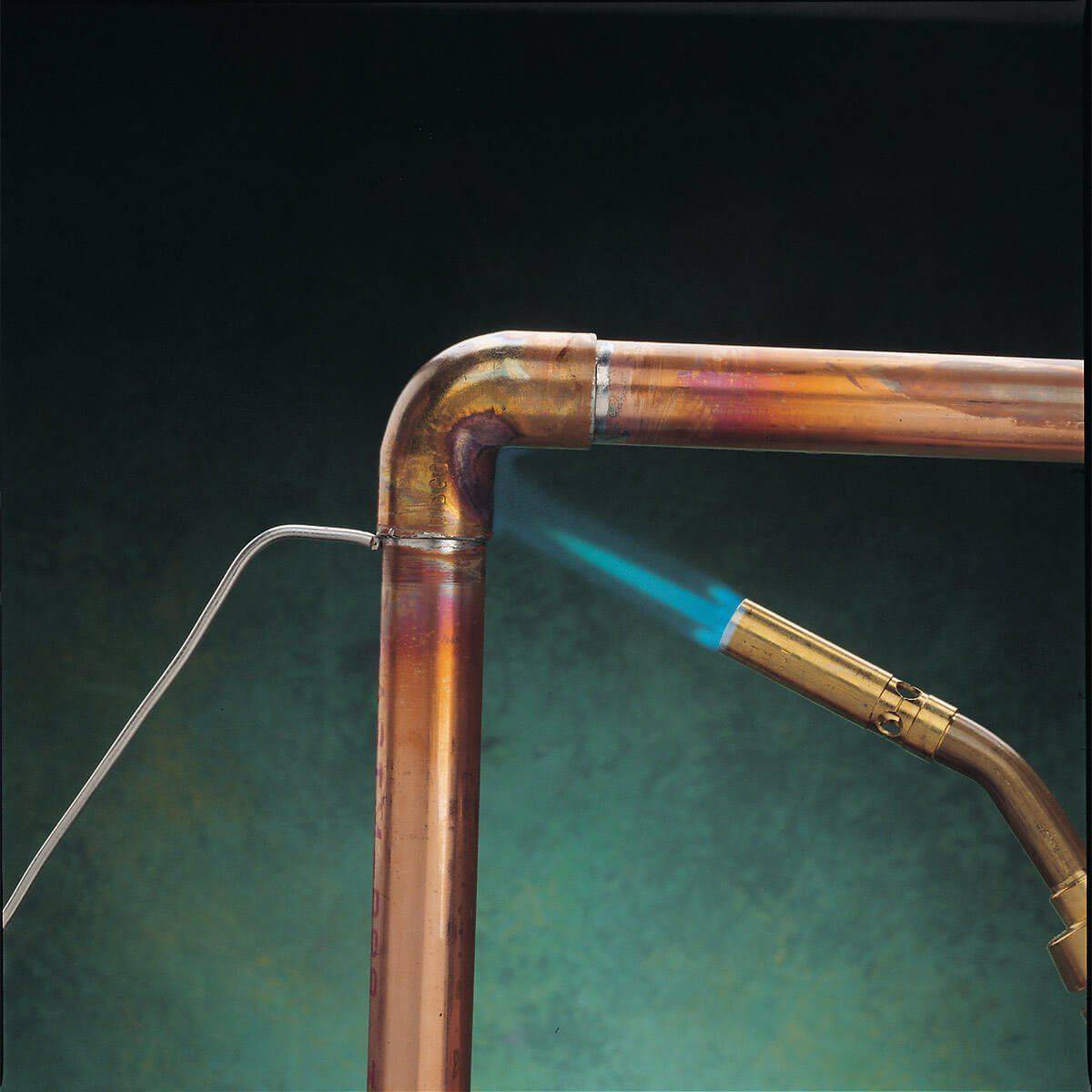
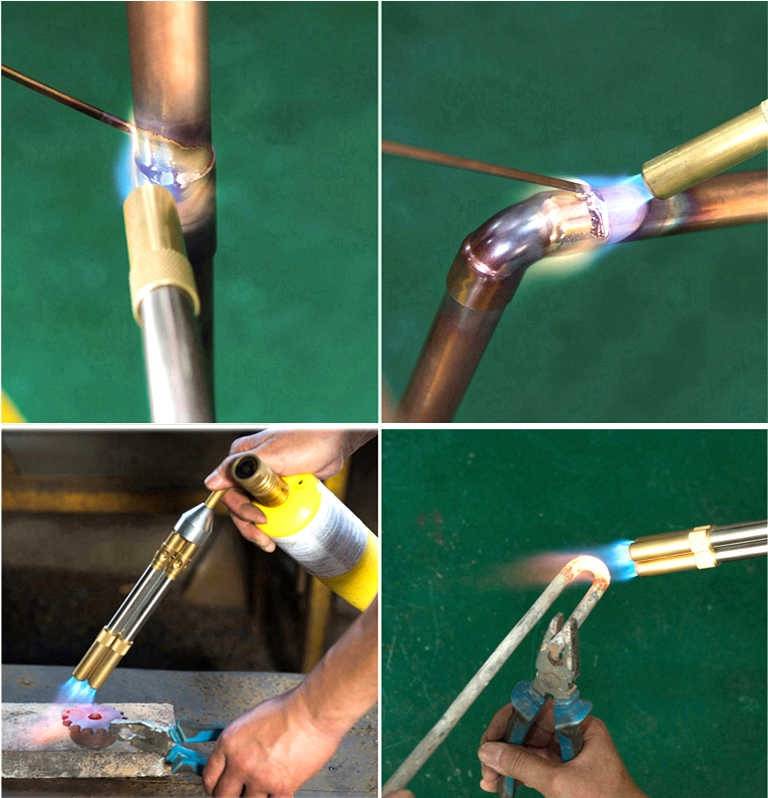
При низкотемпературной технологии используется флюс, рассчитанный на пониженный нагрев конструкции при соединении. Пайка медных трубок газовой горелкой предусматривает подачу факела на зону соединения, горелка перемещается по стыку, обеспечивая равномерный прогрев деталей. Затем в руку берется пруток припоя, который подается в зазор между трубами. Расплавленный металл начинает растекаться по поверхностям, горелка убирается в сторону, припой заполняет стык за счет температуры нагретой трубы.
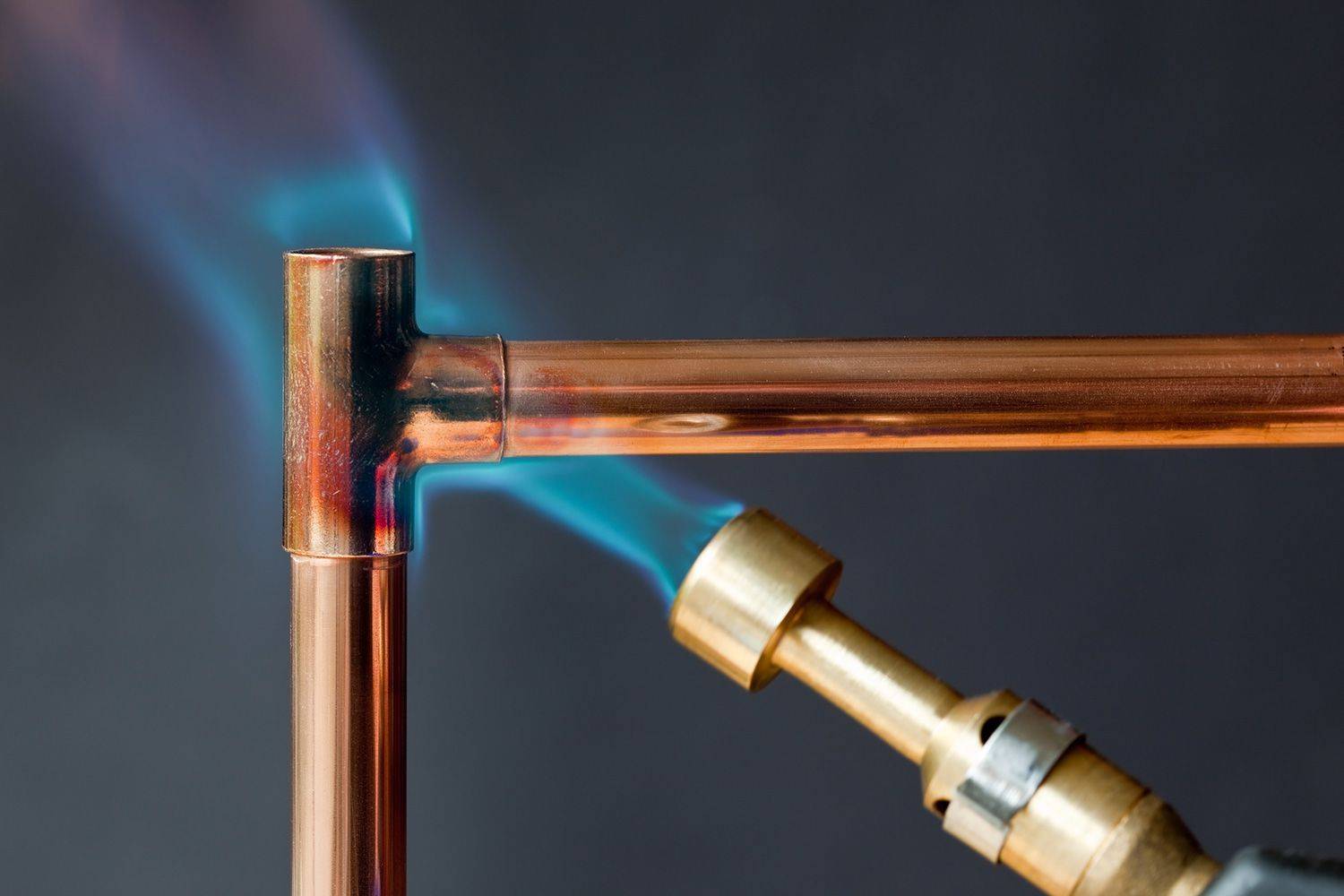
Образование шва при пайке высокотемпературного типа
При использовании тугоплавких припоев трубы прогреваются горелкой до повышенной температуры. Горелка перемещается вдоль зоны стыка до момента нагрева трубы до вишнево-красного оттенка (соответствует температуре 750°С). Затем в место соединения подается припой, предварительно прогретый пламенем горелки.
Припой плавится от контакта с нагретыми трубами, равномерно заполняя монтажный зазор. Подавать излишний припой не требуется, поскольку материал останется на внешней части трубопровода. После окончания процедуры необходимо выждать 2-3 минуты, после снижения температуры стыка и кристаллизации припоя удаляются остатки флюса. Дополнительная механическая обработка соединения не требуется.
Сборка медного трубопровода методом пайки
Наибольшей герметичности можно достичь, если соединять трубы методом пайки. При выполнении работы необходимо четко соблюдать рекомендуемые правила безопасности.
Инструменты
Для сборки трубопровода методом пайки потребуется следующий набор материалов и инструментов:
- медные трубы, количество и диаметр которых определяется по схеме;
- труборез (в отсутствии устройства можно воспользоваться обычной ножовкой по металлу);
- трубогиб;
- металлическая щетка для подготовки трубы для пайки;
- наждачная бумага (используется в дополнение к щетке);
- труборасширитель – специальное устройство для увеличения диаметра одной из соединяемых труб;
- газовая горелка;
- фаскосниматель (устройство для удаления заусенцев после обрезки труб);
- флюс-состав, который позволяет произвести дополнительную чистку труб и способствует более равномерному распределению припоя;

Разновидности флюса для пайки
припой – металлический сплав, которым заполняется пространство между трубами в процессе пайки.

Разновидности припоя для разных видов пайки
Флюс и припой подбираются в зависимости от вида пайки (низкотемпературной или высокотемпературной), причем флюс и припой должны максимально соответствовать друг другу.
Процесс пайки
Как соединять медные трубы методом пайки? Для получения прочного соединения рекомендуется придерживаться следующей схемы:
- нарезаются трубы. Длина каждого участка трубопровода должна соответствовать схеме, в которой указана медная разводка труб по жилому помещению;

Резка труб труборезом
- с концов труб снимается фаска. Затем участки для пайки зачищаются до достижения максимально ровной поверхности и очищаются от окислов и иных загрязнений при помощи металлической щетки;

Подготовка поверхности трубы к пайке
- для достижения максимальной герметичности паевого соединения конец одной трубы необходимо расширить на 2 мм – 3 мм;

Увеличение диаметра трубы
- место будущей пайки обрабатывается флюсом. Поскольку химический состав может негативно повлиять на кожу рук, то работа производится в защитных перчатках. Флюс в виде пасты удобнее всего наносить при помощи небольшой кисточки;
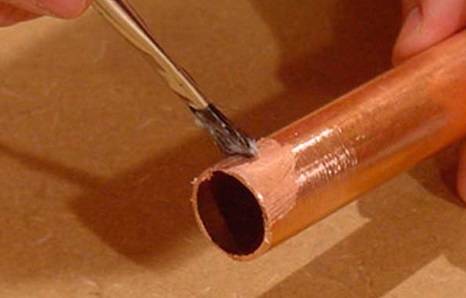
Нанесение флюса на участок трубы
- разогревается до нужной рабочей температуры горелка;
- флюс немного расплавляется;
- соединяются трубы;
- излишнее количество флюса удаляется при помощи сухой мягкой тряпки;
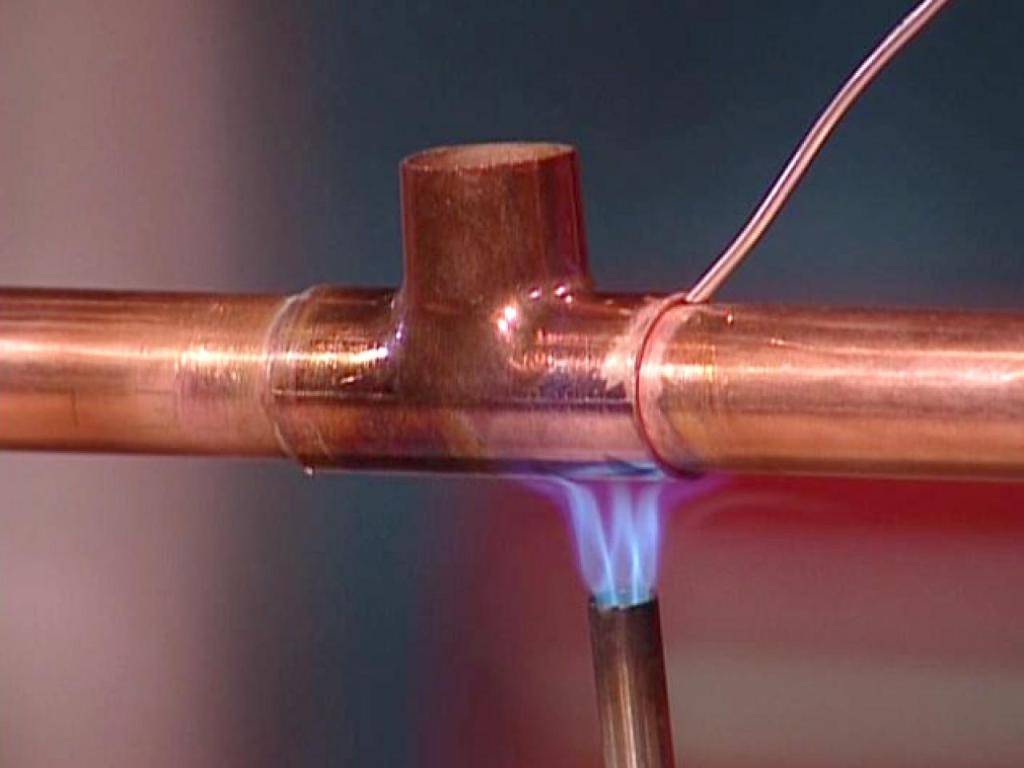
- производится пайка. На разогретый участок плавно наносится припой, который при нагреве расплавляется и заполняет все свободное пространство;

Заполнение припоем в процессе пайки
- на 3 – 5 минут (до полного остывания) соединение оставляется в неподвижном состоянии;
- следующий участок трубопровода присоединяется аналогичным образом.
Пайка труб производится при высокой температуре. Кроме этого нередко в ходе выполнения работы выделяются вредные вещества. Поэтому сборку трубопровода методом пайки необходимо производить в хорошо проветриваемом помещении и вдали от легковоспламеняющихся веществ или предметов.





Возможные способы монтажа медных труб подробно рассмотрены на видео.
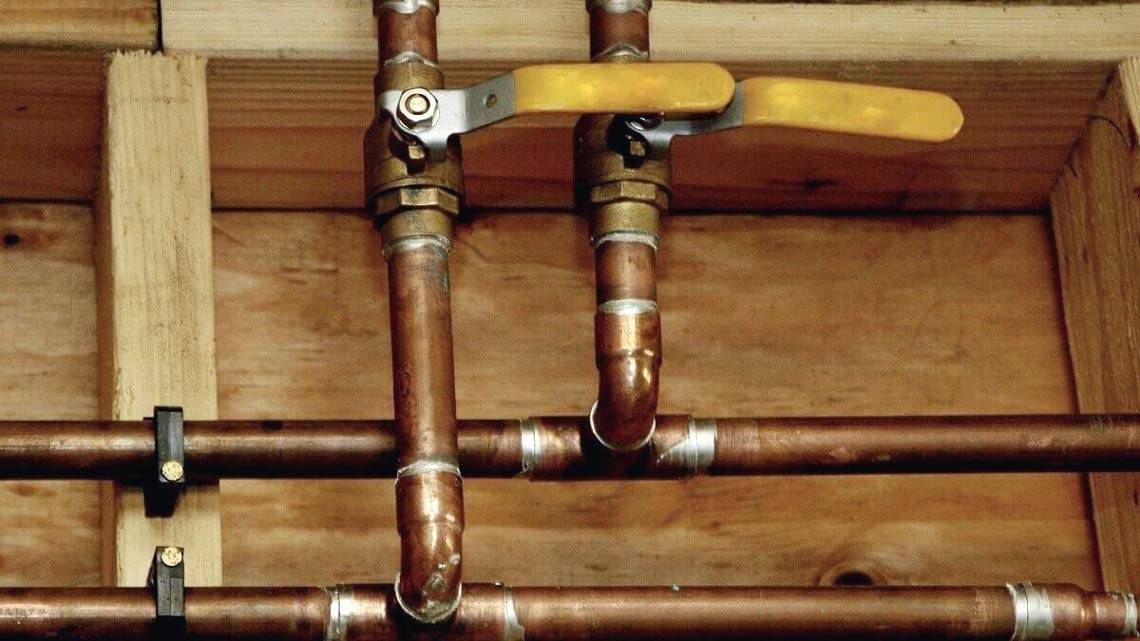
После предварительной сборки производится прокладка медных труб согласно ранее разработанной схеме. Для крепления трубопровода можно использовать хомут, кронштейн или иные приспособления. Кроме этого прокладывать трубы можно в стенах.





