

Почему медные трубы так популярны
Сама по себе медь – это мягкий металл, легко поддающийся ковке. По электропроводности занимает второе место после серебра, поэтому активно применяется в электротехнической промышленности. Для сантехнической продукции этот металл в чистом виде не годится из-за высокой пластичности. Для изготовления трубопроводных изделий и соединительной арматуры используются медные сплавы, состав которых регламентирован государственными стандартами. Трубную продукцию изготавливают холодным способом (называются холоднотянутыми или холоднокатаными) либо методом горячего прессования. Касательно ценовой политики, изделия из медесодержащих сплавов обходятся дороже своих собратьев из стали, пластика или металлопластика. Но расходы с лихвой покрываются полезными свойствами и отличными эксплуатационными параметрами. Это:
- долгий срок службы в самых сложных условиях использования – более 50 лет; известны случаи эксплуатации до 100 лет;
- абсолютная устойчивость к коррозии и к хлорированной воде;
- способность работать в широком температурном диапазоне без изменения своих технических характеристик;
- сравнительно небольшой вес, благодаря чему легко транспортируются, монтируются и обрабатываются;
- на внутренних поверхностях не образуются солевые и другие отложения, так как изделия внутри имеют повышенную гладкость;
- наличие антибактериальных свойств, поэтому медные трубы рекомендованы для транспортировки питьевой воды.
Высокая теплоотдача труб позволяет активно использовать их для изготовления теплообменников и охладительных систем. Они незаменимы в конструкциях кондиционеров и холодильных установок. Однако медь не рекомендуется соединять с другими металлами, во избежание возможной реакции. Изделия можно повредить ярко выраженными агрессивными жидкостями и твердыми примесями.
Горелки для пайки газом из баллончика
6 место – металлическая горелка под баллончик
Очень простая и узкая горелка, которая одевается на газовый баллончик. Ргулитор и узкое сопло позволяет подбираться к нужным деталям в узких местах. Пьезоподжига нет, но выглядит все качественно – кругом металл и большой регулятор подачи газа. Баллон с бутаном позволяет получать от этой горелки температуру около 1300 градусов по Цельсию.
Достоинства:
много металла, узкое сопло.
Недостатки:
нет пьезоподжига.
7 место – типовая горелка, которая надевается на баллончик
Позиционируется, как горелка для туристов и кулинарии: барбекю, тортов, суши и т.д. Конечно же может применяться для пайки, резки и сварки металлов. Пьезоподжиг и регулятор пламени присутствует. Работает горелка классически с бутаном. Корпус сделан из пластика, кожух сопла из нержавейки.
Стоимость такой .
Достоинства:
хорошо подходит для кулинарии, имеет пьезоподжиг.
Недостатки:
корпус сделан из пластика, так что нужно быть осторожным, чтобы не сломать.
8 место – горелка на баллончик с широким соплом
Латунная горелка не имеет пьезоподжиг, но умеет хорошо обжаривать барбекю и массивные металлические детали. Оранжевый Регулятор позволяет легко изменять длину пламени. Бутан из баллона разогревает пламя до 1300 градусов.
Достоинства:
хорошо подходит для кулинарии и массивных деталей.
Недостатки:
нет пьезоподжига.
Что понадобится в процессе?
Чтобы выполнить качественные соединения, вам потребуются специальные материалы и инструменты. В первую очередь вам понадобится флюс для обработки поверхности предварительно очищенных деталей. Он удаляет оксиды с подложки, улучшает текучесть расплавленного сварного шва и снижает поверхностное натяжение.
Кроме того, для работы с медью вам понадобится припой. Для высокотемпературной пайки выбирается бессвинцовый материал. На упаковке должна быть этикетка «без свинца» или «без свинца».
Для низкотемпературной пайки выбирается припой с низкой температурой плавления, который может содержать олово, медь, висмут, серебро. Пайка низкотемпературного типа доступна в виде проволоки диаметром 3 мм.
 Флюс выбирается исходя из типа сварного шва. В продаже можно найти широкий ассортимент таких составов в удобной упаковке со специальной кисточкой
Флюс выбирается исходя из типа сварного шва. В продаже можно найти широкий ассортимент таких составов в удобной упаковке со специальной кисточкой
Для работы вам понадобятся инструменты. Прежде всего, труборез. С его помощью можно будет вырезать детали нужного размера
Важно выбрать качественный инструмент, чтобы мягкий материал, которым является медь, не мнется
Также вам понадобится фаска для удаления заусенцев. Иначе будет невозможно вставить одну деталь в другую. Для очистки внутренней поверхности труб также используется щетка или щетка.
 Еще один необходимый инструмент – расширитель трубы. С его помощью можно будет увеличить диаметр одной из соединяемых деталей, что и придется сделать, так как трубы имеют одинаковое сечение
Еще один необходимый инструмент – расширитель трубы. С его помощью можно будет увеличить диаметр одной из соединяемых деталей, что и придется сделать, так как трубы имеют одинаковое сечение
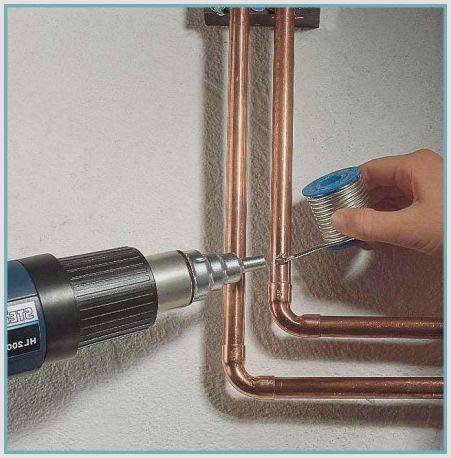
Для нагрева медных элементов используются несколько инструментов. Чаще всего для низкотемпературной пайки выбирают газовую горелку с прямым пламенем.
Газовое оборудование в этом случае работает от баллона со смесью пропана и бутана или чистым бутаном. Такой шпатлевки хватает на 3-4 сотни стыков.
Устройство работает качественно, при нагреве горелкой трубка нагревается за секунды. Высокотемпературная пайка производится пропан-кислородными или ацетиленовоздушными смесями.
Также пайку можно производить с помощью специального электрического паяльника, предназначенного для работы с медными деталями. Аппарат может работать как с твердыми, так и с мягкими сварными швами. Паяльник подключается к сети и используется там, где невозможно работать с открытым пламенем. Аппарат снабжен цангами и съемными электродами.
Помимо этих инструментов вам потребуются маркер или карандаш, рулетка, молоток и строительный уровень для установки трубопровода.
Пайка меди: почему стоит этому научиться
Медные трубопроводы на практике используются редко. Причина тому – довольно высокая стоимость материалов. Однако трубопроводы из меди по праву считаются лучшими.
Этот металл превосходит все остальные материалы по термостойкости, гибкости и долговечности. Отопительные медные трубопроводы после сборки можно заливать в бетон, прятать в стены и т.д. В процессе эксплуатации с ними ничего не случится.
 Трубопроводы из меди считаются лучшими, так как срок их службы сопоставим со сроком эксплуатации здания, в котором они установлены
Трубопроводы из меди считаются лучшими, так как срок их службы сопоставим со сроком эксплуатации здания, в котором они установлены
Это стоит учесть, выбирая материал для обустройства отопления или водопровода. В расчете на длительную эксплуатацию более высокие затраты вполне окупаемы. Помимо отличных эксплуатационных характеристик, которыми обладает медь, она достаточно проста в монтаже. «Страшные сказки» про трудности в пайке чаще всего преувеличены.







Медь достаточно просто паять. Ее поверхность не нуждается в применении агрессивных средств при очистке. Множество легкоплавких металлов имеет с нею высокую адгезию, что упрощает выбор припоя.
Дорогостоящие флюсы меди не нужны, поскольку при плавлении металла не происходит бурных реакций с кислородом. В процессе пайки труба не деформируется, ее форма и размеры остаются неизменными. Получившийся шов при необходимости можно распаять.
Как соединить медные трубы | Все о трубах
Монтаж медных трубопроводов предполагает умение правильно делать соединения труб и арматуры. Об этом мы и расскажем в этой короткой статье.
Медные трубы можно соединять с муфтой без развальцовки торцевой части трубы. Преимуществом такого соединения является то, что его можно в любое время разобрать и собрать по второму разу. Там же где нет возможности работать с газовой горелкой или же невозможно полностью слить воду из старой трубы, используется соединение с развальцовкой. Делается такое соединение следующим образом. Первым делом обрабатывается торец трубы с тем, чтобы его поверхность была идеально ровной. После этого на трубу одевается муфта, а внутрь трубы направляется конус развальцовки. После этого следует стянуть зажим развальцовки и медленно вращать её винт. Это нужно делать до тех пор, пока угол расширения трубы не достигнет сорока пяти градусов. После этого винт нужно выкрутить, зажим ослабить и снять с трубы развальцовочное устройство. Теперь муфту можно сдвигать в сторону торца трубы до упора и закручивать гайку.
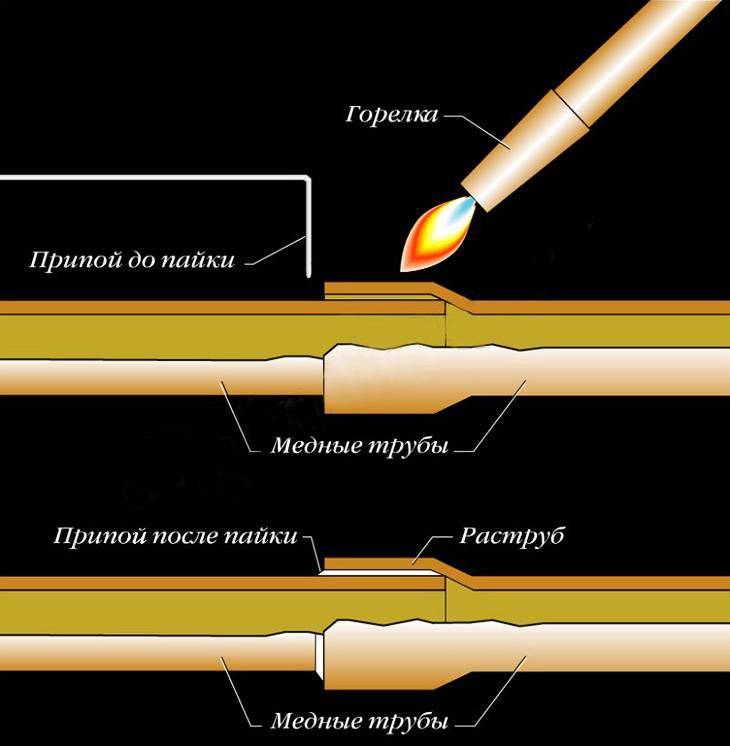
Однако чаще медные трубы соединят между собой с помощью фитингов. В отличии от пластиковых труб, фитинги в медных трубах не обжимаются, а впаиваются. Такая пайка может быть как высокотемпературной, так и низкотемпературной. В первом случае используется твёрдый стержневой припой с высокой температурой плавления. Прогрев труб и фитингов при этом должен производится ацетиленовыми или же пропановыми горелками, так как температура их пламени очень высокая. При низкотемпературной пайке используется мягкий припой, выполненный в виде проволоки. Прогрев можно делать обычной паяльной лампой. На практике высокотемпературную пайку применяют при раструбных соединениях, а низкотемпературную при фитинговых.Технология пайки несложная. Сначала спаиваемая поверхность трубы и фитинга очищается от окиси и покрывается флюсом. Затем на трубу одевается фитинг и место будущего соединения прогревается до тех пор, пока расплавленный припой не заполнит зазор между трубой и фитингом. Следует иметь в виду, что припой должен плавится не в пламени горелки, а от температуры разогретого металла. После остывание соединение приобретает высокую прочность. После этого остаётся лишь снять с поверхности остатки флюса.
Также в медных трубопроводах используются и резьбовые соединения
Обращаться с ними нужно предельно осторожно, так как сорвать медную резьбу можно даже не прилагая для этого чрезмерных усилий. В резьбовых соединениях для медных труб всегда используется обжимное кольцо, которое предназначено для равномерного распределения нагрузки по всей площади соединения
Работа эта делается в такой последовательности. Сначала обрабатывается торец трубы, затем на трубу одевается накидная гайка, а на самый край обжимное кольцо. Затем фитинг вставляется в трубу до упора и осторожно закручивается накидная гайка.
xn--80abcm9bmekkw.xn--p1ai
Что необходимо для пайки труб из меди
Пайка медных труб, своими руками выполнить которую совсем несложно, не требует дорогостоящего оборудования и каких-то особых материалов. Для того чтобы правильно ее осуществить, вам понадобятся следующие приспособления.
Горелка, за счет которой станет выполняться нагрев припоя и участка труб, где будет выполняться их соединение. В такую горелку подается, как правило, газ пропан, давление которого регулируется при помощи сварочного редуктора. Специальное приспособление для резки медных труб. Так как изделия из этого металла являются очень мягкими, резать их следует достаточно нежно, чтобы не помять стенки. На современном рынке предлагаются труборезы различных моделей, отличающиеся и своей функциональностью, и техническими возможностями
Конструкция отдельных моделей таких приспособлений, что важно, позволяет использовать их даже для работы в труднодоступных местах. Труборасширитель — это устройство, позволяющее расширить диаметр медной трубы, что необходимо для того, чтобы более качественно выполнить пайку
В различных системах, монтируемых из медных труб, используются элементы одного сечения, и для того, чтобы качественно соединить их, необходимо незначительно увеличить диаметр одного из соединяемых элементов
Именно такую задачу и решает такое приспособление как труборасширитель.
Набор для развальцовки медных труб
Приспособление для снятия фасок с торцов медных труб. После обрезки на торцах деталей остаются заусеницы, которые могут помешать получить качественное и надежное соединение. Чтобы удалить их и придать торцам труб требуемую конфигурацию, перед пайкой как раз и используется фаскосниматель. На современном рынке предлагаются приспособления для снятия фасок двух основных типов: помещенные в круглый корпус и изготовленные в виде карандаша. Более удобными в эксплуатации, но и более дорогими являются круглые устройства, которыми можно обрабатывать мягкие медные трубы диаметром не более 36 мм. Чтобы правильно подготовить медные трубы к пайке, необходимо удалить с их поверхности все загрязнения и окислы. Для этих целей используются ершики и щетки, щетина которых изготовлена из стальной проволоки. Обычно выполняется пайка медных труб твердым припоем, который может быть высоко- и низкотемпературным. Высокотемпературный припой — это медная проволока, содержащая в своем составе около 6% фосфора. Плавится такая проволока при температуре 700 градусов, в то время как для низкотемпературного его вида (проволока из олова) достаточно и 350 градусов. Технология пайки медных труб предполагает использование специальных флюсов и паст, которые выполняют защитную функцию. Такие флюсы не только защищают формируемый шов от образования в нем воздушных пузырьков, но и значительно улучшают сцепление припоя с материалом труб.
Кроме флюса, припоя и других основных элементов, для выполнения пайки труб из меди понадобятся и дополнительные инструменты, найти которые можно в каждой мастерской или гараже. Чтобы паять или варить изделия из меди, дополнительно приготовьте:
- обычный маркер;
- рулетку;
- строительный уровень;
- небольшую кисточку с жесткой щетиной;
- молоток.
Перед началом работ важно также решить, как паять медные трубы. Основных вариантов может быть два: пайка меди твердым припоем (используется реже) и применение припоя мягкого типа. При решении этого вопроса важно исходить из того, что существуют требования по использованию того или иного типа припоя
Так, припои твердого типа используются для пайки элементов холодильных агрегатов и кондиционеров. Во всех остальных случаях (системы водоснабжения, отопления и др.) можно использовать оловянную проволоку. Но какая бы технология не была выбрана, следует помнить, что флюс необходим в любом случае
При решении этого вопроса важно исходить из того, что существуют требования по использованию того или иного типа припоя. Так, припои твердого типа используются для пайки элементов холодильных агрегатов и кондиционеров
Во всех остальных случаях (системы водоснабжения, отопления и др.) можно использовать оловянную проволоку. Но какая бы технология не была выбрана, следует помнить, что флюс необходим в любом случае.
Ершики для зачистки внутренней поверхности медной трубы перед пайкой
Материалы и оборудование, применяемые для соединения труб
Чтобы надежно соединить медные трубы необходимо соблюсти ряд определенных условий.
Оптимальная температура спаивания медных труб должна быть выше 425 градусов, но нельзя при этом превышать температуру плавления меди.
Еще один нюанс — при соединении труб их края нужно расположить как можно ближе друг к другу
Соблюдение этого условия крайне важно для правильного распределения припоя и получения прочного сварного шва.
Вышесказанное относится к случаям, когда пайка выполняется с применением твердого припоя. Если же используются мягкие виды припоев, температура выше 425 градусов при сварке недопустима.
Вид используемого припоя, оказывает значительное влияние на итоговый результат сварки. Поэтому перед началом сварных работ следует разобраться в их основных различиях и тонкостях применения.
Работая с медными трубами, наиболее часто пользуются следующими видами припоев:
- Стандартный. Он подходит для пайки меди, латуни, белой жести, а также может быть применен для лужения. Однако для трубопроводов, предназначенных под питьевую воду, этот вид припоя не годится.
- Мягкий. Такой припой чаще всего применяют для пайки в местах соединения труб и фитингов.
- Твердый (Rothenberger РОЛОТ). Наиболее оптимальный вид припоя для сварки медных труб капиллярно-щелевым способом. Используется в процессе монтажа труб в трубопроводы различных систем отопления и водоснабжения.
Медные трубопроводы, соединенные с помощью Rothenberger РОЛОТ, применяются не только в отрасли водоснабжения, но и в газоснабжении. Кроме того, такие трубы могут выступать в роли комплектующих к холодильным установкам, системам кондиционирования и маслопроводам.
Рассматриваемый припой относится к медно-фосфорным, а также содержит в составе серебро и имеет высокую сопротивляемость деформациям. Благодаря этому он широко применяется для сварки труб, которые эксплуатируются в условиях повышенных температур и значительных физических нагрузок.
Припой Rothenberger РОЛОТ
- Во время сварки медных труб медно-фосфорные разновидности припоев являются самофлюсующимися. А при пайке латуни и бронзы следует дополнительно использовать флюс, чтобы предотвратить образование окиси на металле.
- Припои медно-фосфорные, из-за наличия компонентов фосфора в их составе, отличаются некоторой хрупкостью. Поэтому нецелесообразным будет их использование для соединения алюминиевой бронзы и труб с содержанием никеля более 10%.
- Припои, содержащие серебро, аналогичны медно-фосфорным по своим характеристикам, но благодаря пониженному содержанию фосфора, они могут быть использованы для пайки цветных металлов.
Технология пайки медных изделий
После подготовки инструментов и материалов производится пайка труб, состоящая из этапов:
- разделка заготовок на отрезки;
- обезжиривание и удаление окислов;
- стыковка элементов;
- нанесение на линию стыка припоя.
Отрезаем деталь необходимой длины
Сварка медных трубок начинается с разметки трубопровода, который затем нарезается на элементы нужной длины. При разметке необходимо учитывать запас длины, необходимый для соединения трубок после расширения торца. Ручной режущий инструмент позволяет зажать трубу, а затем вокруг внешней поверхности заготовки прокатывается твердосплавный ролик. По мере прорезания тела трубы ролик поджимается регулировочным болтом, что позволяет получить ровный срез.
Допускается обрезка заготовок при помощи ножовки по металлу и специального шаблона, обеспечивающего перпендикулярность среза. При резке не допускается сжатие трубы, поскольку овальность внешней поверхности ухудшает герметичность стыка (из-за изменения зазора, который не заполнится припоем). Образовавшийся облой удаляется наждачной бумагой и металлическим ершиком. Затем одна из кромок обрабатывается расширителем, что позволит создать герметичный стык с повышенной прочностью.
Наносим флюс на поверхность трубы
Сварка медных труб своими руками требует удаления окислов с поверхности соединяемых деталей. Заготовки протираются обезжиривающим составом (например, ацетоном), а затем на соединяемые кромки наносится реагент. Не рекомендуется использовать повышенную дозу флюса, активное вещество равномерно наносится тонким слоем на зону соединения. Для нанесения реагента используется малярная кисть, не оставляющая на поверхности волокон.
Соединяем детали перед пайкой
После нанесения флюса трубки соединяются, рекомендуется стыковать элементы непосредственно после смазывания поверхности (для снижения риска оседания пыли). Детали при соединении поворачиваются друг относительно друга, что позволяет распределить флюс и обеспечивает плотную посадку. Выдавленный из стыка реагент удаляется сухой тканевой салфеткой, сохранять флюс на элементах из цветных металлов запрещено, поскольку начинается разрушение материала.






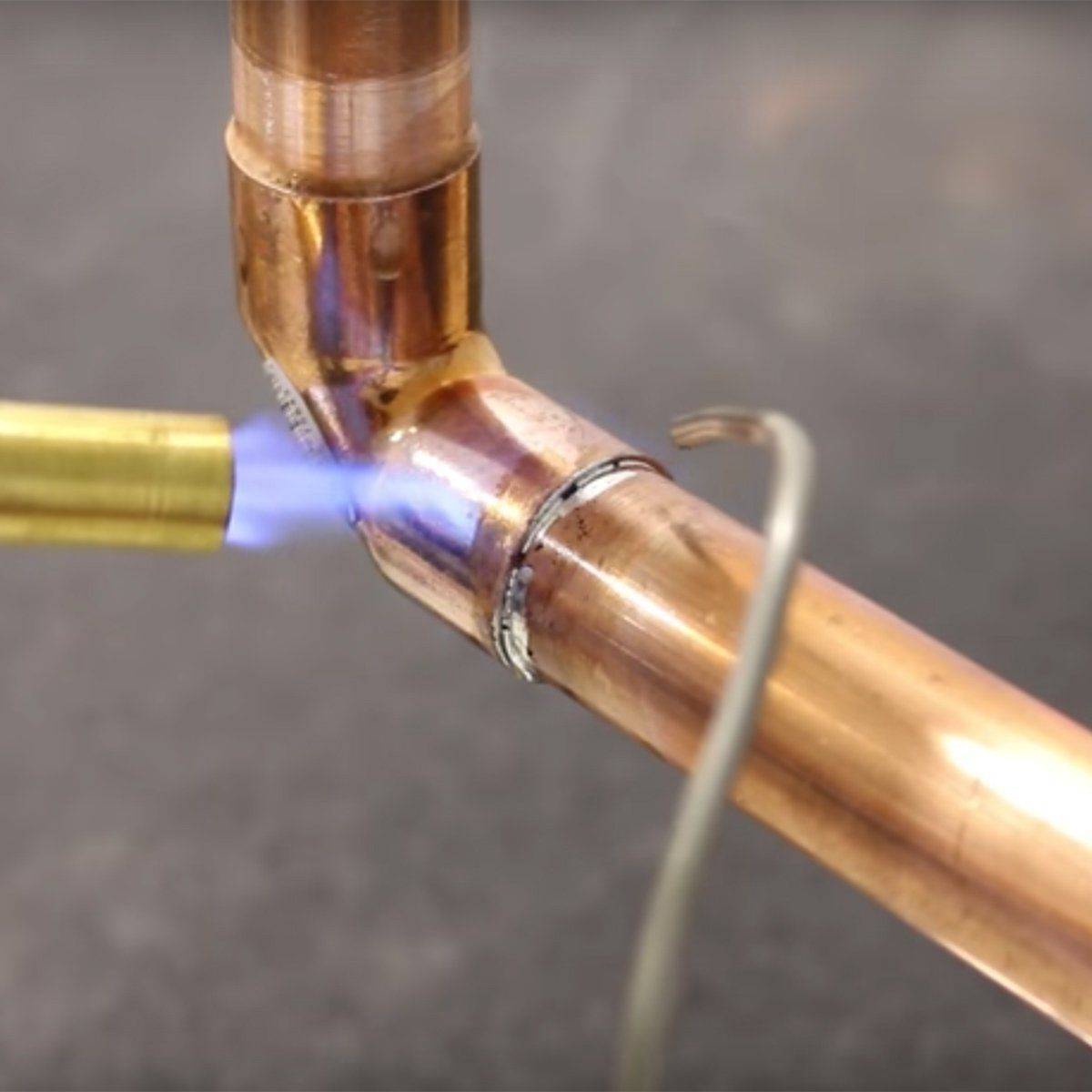


Образование соединения при низкотемпературной пайке
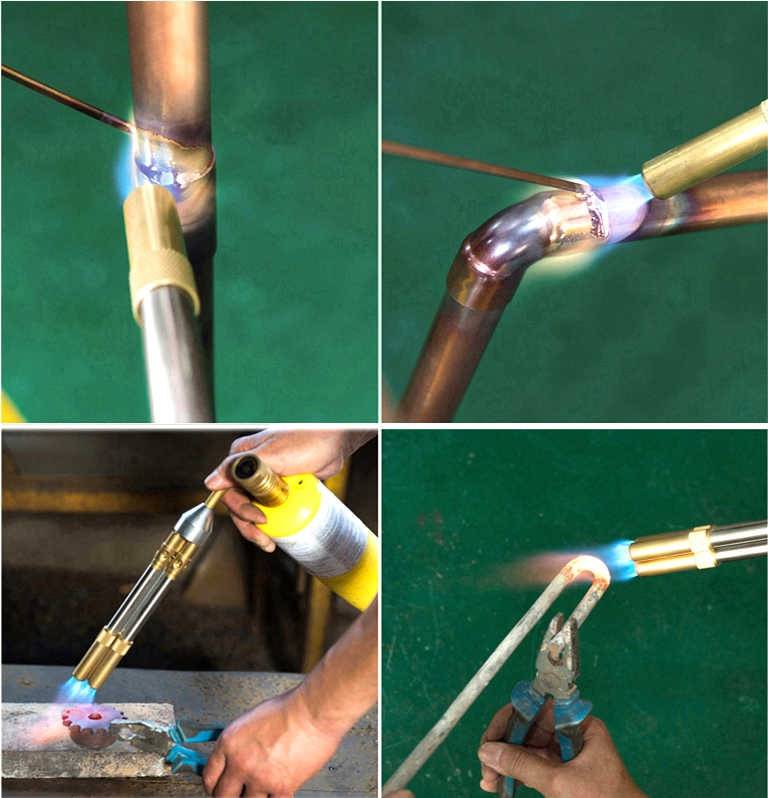
При низкотемпературной технологии используется флюс, рассчитанный на пониженный нагрев конструкции при соединении. Пайка медных трубок газовой горелкой предусматривает подачу факела на зону соединения, горелка перемещается по стыку, обеспечивая равномерный прогрев деталей. Затем в руку берется пруток припоя, который подается в зазор между трубами. Расплавленный металл начинает растекаться по поверхностям, горелка убирается в сторону, припой заполняет стык за счет температуры нагретой трубы.
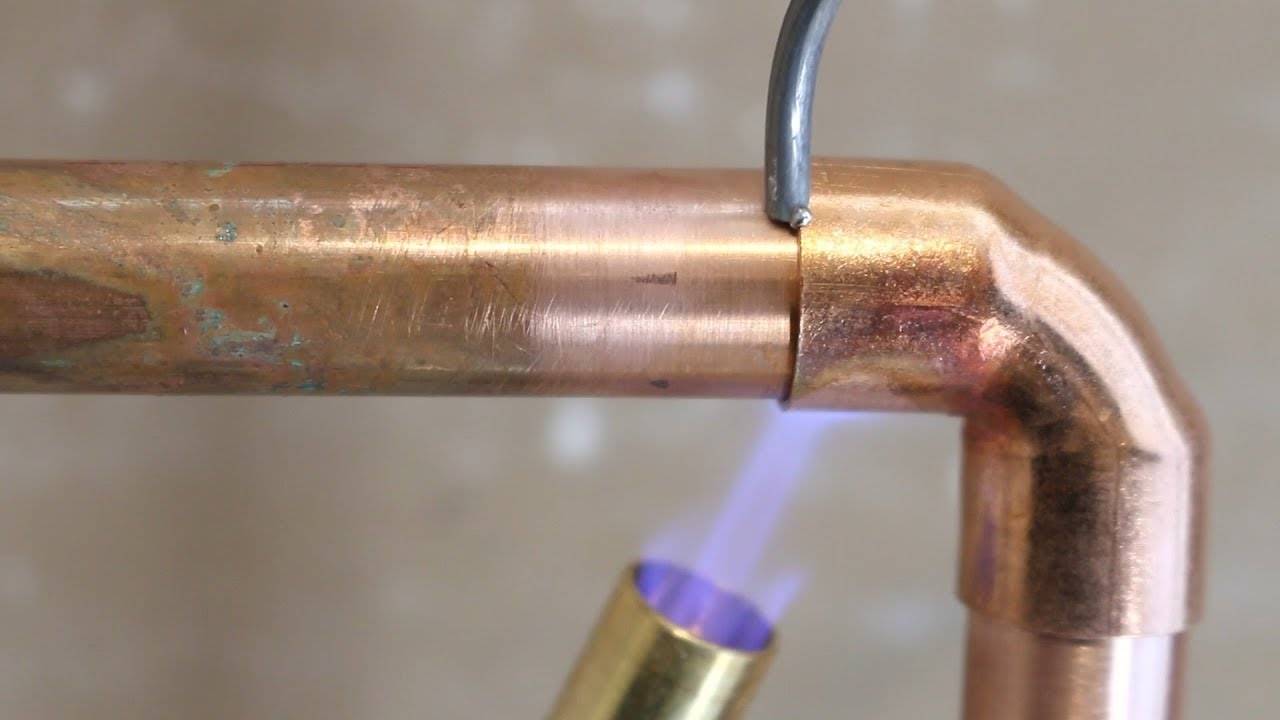
Образование шва при пайке высокотемпературного типа
При использовании тугоплавких припоев трубы прогреваются горелкой до повышенной температуры. Горелка перемещается вдоль зоны стыка до момента нагрева трубы до вишнево-красного оттенка (соответствует температуре 750°С). Затем в место соединения подается припой, предварительно прогретый пламенем горелки.
Припой плавится от контакта с нагретыми трубами, равномерно заполняя монтажный зазор. Подавать излишний припой не требуется, поскольку материал останется на внешней части трубопровода. После окончания процедуры необходимо выждать 2-3 минуты, после снижения температуры стыка и кристаллизации припоя удаляются остатки флюса. Дополнительная механическая обработка соединения не требуется.
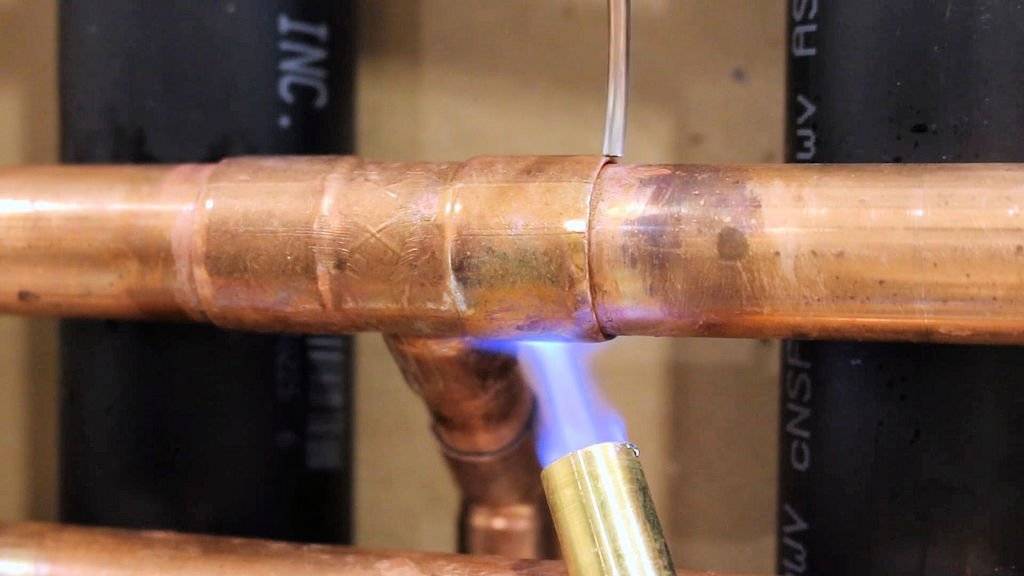
Процесс пайки медных труб

Время пайки медных труб поможет сократить маркировка на самом фитинге с рекомендациями припоя необходимого размера.
Перед началом пайки внешнюю часть конца трубы и внутреннюю фитинга обрабатывают с помощью наждачной бумаги до состояния чистого металла. Далее на очищенный конец трубы тонким слоем наносят паяльную пасту или флюс. Эти материалы в расплавленном состоянии растворяют оксидные пленки на соединяемых элементах, защищая их поверхности от дальнейшего окисления, которое вызывают высокие температуры.
Однако учитывая тот факт, что флюс разрушает поверхность металла, при пайке своими руками его необходимо наносить перед самым началом работ и только на тот участок, который будет входить в фитинг. После затвердевания флюс представляет собой пленку, не требующую удаления.
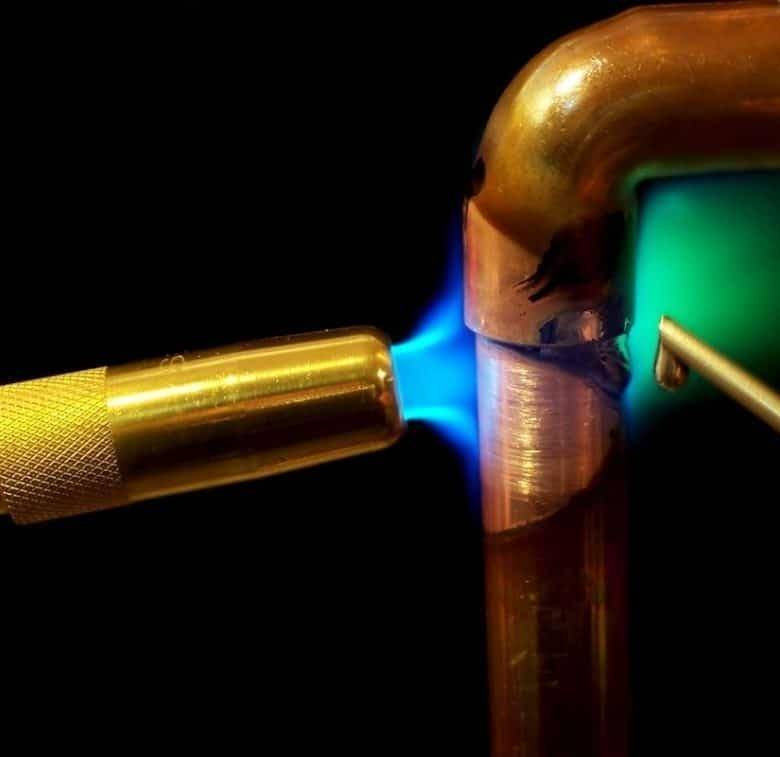
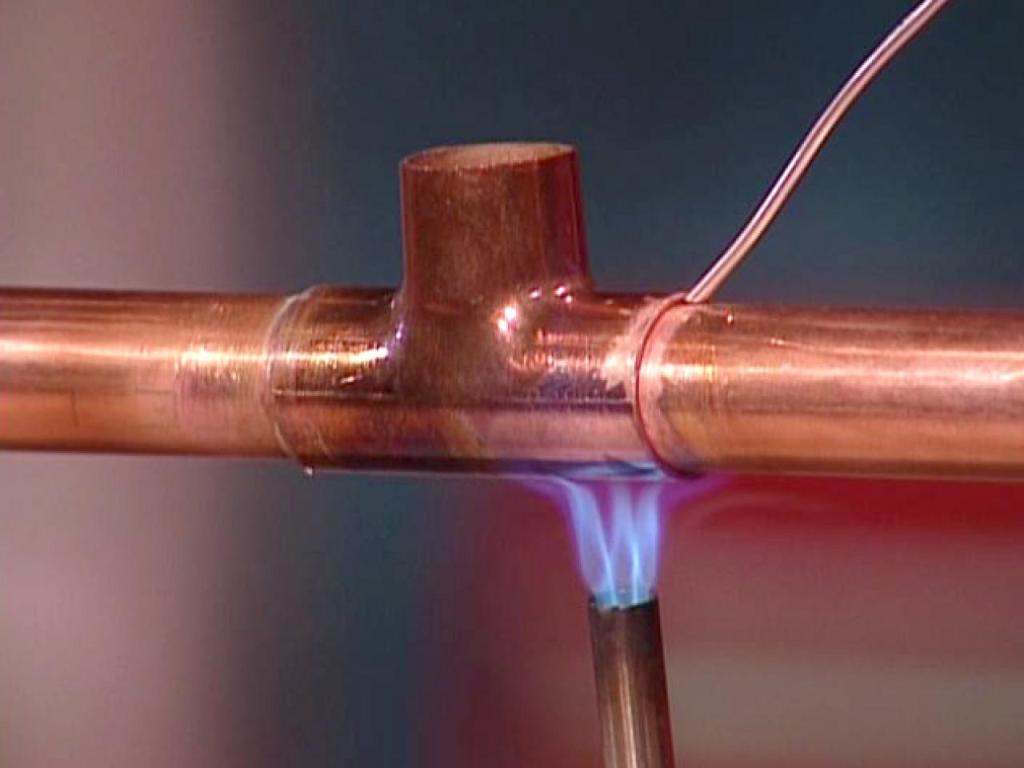
Далее трубу вставляют в раструб капиллярного фитинга до упора. Места соединения труб с фитингами равномерно греют пламенем газовой горелки или термофеном. С этой целью желательно использовать лампу, оснащенную двумя горелками или соплами с распылителями.
Если применямый флюс содержит олово, то при нагреве его до нужной температуры появятся серебристые капли. В других случаях убедиться в достижении нужной температуры можно касанием припоя к нагретой поверхности – припой должен растекаться. Сразу же расплавленный припой необходимо ввести в соединение. Причем совершенно не имеет значения, с какой стороны он будет введен. Благодаря капиллярному эффекту припой равномерно заполнит все соединение. Остатки флюса с фитинга снимают при помощи ветоши.
Сократить время пайки поможет использование разновидности фитингов, у которых внутри производителем нанесен валик припоя нужного размера. Фитинг надевают на трубу, покрытую флюсом, прогревают горелкой или термофеном до получения жидкого состояния припоя. После остывания конструкция трубопровода водоснабжения и отопления готова к эксплуатации.
Виды медных труб и их использование
Наиболее часто встречаются в продаже два типа медных труб – не отожжённые и отожжённые. При формовке на производстве происходит потеря эластичности, которая необходима в некоторых производствах, домашних конструкциях. Эластичность возвращается материалам путем обжига при температурах до 700 °. Трубы из меди отожженного типа более дорогие, но эластичнее и позволяют выдерживать высокие перепады температур. Однако существует определенный недостаток – потеря прочности изделия, которая теряется в процессе нагрева до температур, близких к плавлению.

Не отожженные медные трубы

Отожженные трубы из меди
Неотожженные трубы не гнутся, но намного прочнее. При соединении медных стыков используются фитинги, процесс соединения происходит методом пайки. Различная толщина стенок позволяет выбрать изделие по параметрам прочности и теплоотдачи. Отожжённые материалы реализуются бутами от 25 до 50 метров соответственно, как правило, такие медные трубы поставляются меньшим диаметром. Негнущиеся материалы продаются прогонами различной длины.
Особенности технологий
Флюсы для пайки меди необходимы не всегда. При проведении процесса с нагреванием до больших температурных значений соединить медные фрагменты можно без добавления флюсовой массы.
Большое значение для получения качественного соединения при реализации пайки без флюса имеет состав припоя.
Лучший вариант — сплавы на основе олова, серебра, позволяющие паять медь при высокой температуре, получать хороший результат.
При низкотемпературной пайке приходится применять припой и флюс. Умеренного нагревания не хватает для полноценной подготовки поверхности деталей к соединению.
Медь – металл непритязательный, позволяющий работать со многими составами:
- растворами;
- мелкоизмельченными порошками;
- гелеобразными массами.
Компоненты флюсов имеют разное предназначение. Борная или соляная кислота, хлорид цинка активно реагируют с оксидами, удаляя их. Канифоль, восковые составы, смолы обеспечивают хорошую адгезию, распределение припоя по всему рабочему участку.
В среде мастеров популярен флюс в виде пасты для пайки меди. Его можно легко нанести только в то место, которое будет подвергаться пайке. Он не растекается по всей детали, легко удаляется по окончании работы.
Основные ошибки, допускаемые при пайке
Процесс пайки труб из меди достаточно прост, но требует определенного опыта. Новички часто допускают ошибки в работе.
Рассмотрим основные из них:
- Наличие дефектов на поверхности соединяемых деталей. Такие изъяны могут появиться в процессе разрезания трубы. Если пайка проведена поверх дефекта, шов будет непрочным.
- Загрязнения на участке соединения элементов. Детали после нарезки и чистки обязательно нужно обезжирить.
- Недостаточная ширина монтажного зазора. По правилам, для деталей сечением от 6 до 108 мм размеры зазора должны составлять от 7 до 50 мм.
- Недостаточный разогрев деталей. В этом случае припой не сможет должным образом сплавиться с основанием. Такой шов легко разрушится даже при небольшой нагрузке.
- Флюс покрывает не всю поверхность трубы. Окиси остаются на поверхности детали, что негативно влияет на качество шва.
- Перегрев участка соединения. Приводит к сгоранию флюса и образованию окиси и окалины. В результате качество соединения резко ухудшается.
- Проверка неостывшего соединения. Прежде чем проверять качество шва, нужно убедиться в том, что труба остыла. Иначе соединение неизбежно деформируется и утратит прочность.
- Игнорирование правил безопасности. Пайка проводится при высоких температурах и с использованием агрессивных химически веществ. Защитная одежда, маска и перчатки обязательны.
Возможно, начинающему мастеру сложно будет самостоятельно определить степень разогрева деталей, тогда стоит пригласить профессионала и сделать первые соединения под его руководством.
С методами сооружения отопительных контуров из медных труб ознакомит следующая статья, с которой мы рекомендуем ознакомиться.
Как паять медную проволоку

В домашних условиях часто приходится паять медную бижутерию. При кажущейся простоте процесса, он на самом деле не прост. Во-первых, надфилем надо обработать медную проволоку так, чтобы соединение двух ее частей проходило по большей плоскости. Обязательно надо соединяемые части закрепить относительно друг друга, чтобы в процессе пайки не происходило смешение.
В место стыка добавляется жидкий флюс, после чего проводится нагрев места соединения горелкой. Далее в зону нагрева подается припой. Лучше, если это будут небольшие кусочки, которые устанавливаются встык пинцетом. Можно их уложить до начала нагрева медной проволоки.
Пайка пищевой и непищевой меди – стандартизированный процесс, основанный на двух документах – это ГОСТ 1922249-73 и ГОСТ 16038-80. То есть, нормами и правилами оговорено конкретно, как проводить работу, чем и в каких условиях.
3 Как паять медные трубы?
Схема выполнения работ по монтажу трубопровода из медных изделий очень проста:
Используя труборез, отрезаем трубу (ее следует располагать перпендикулярно к приспособлению для резки с целью получения максимально ровного края) необходимой нам длины.
Щеткой со стальными щетинками удаляем заусеницы с трубы, а ершиком выполняем зачистку ее поверхностей
Обратите внимание – категорически запрещается выполнять указанные работы с помощью наждачной мелкозернистой шкурки, так как небольшие ее частички останутся на медной поверхности и снизят уровень адгезии.
Расширяем до требуемого сечения второй кусок трубного изделия таким образом, чтобы оба отрезка свободно входили друг в друга (при этом должен остаться и небольшой зазор).
Очищаем (все теми же приспособлениями) от грязи и заусенцев край расширенного изделия.
На трубу меньшего сечения наносим флюс и распределяем его кисточкой по поверхности. Нельзя наносить чересчур много флюса (либо неравномерно распределять его), так как по нему при нагреве припой может попасть внутрь трубопровода и сформировать там застывшие капли, которые во время эксплуатации системы будут вызывать шумы при перемещении воды.
После этого можно соединять трубы (вставлять их одна в одну). При этом во избежание приставания припоя к трубе нужно убрать влажной тряпкой излишки флюса. Следующие этап процедуры – прогрев полученного соединения. Операцию нагрева стыка прекращают в том момент, когда флюс становится серебристым.








Далее к стыку подносят припой, который плавится от разогретого материала трубы (всем известна высокая теплопроводность меди) без тепла от горелки. Припой за счет капиллярного явления проникает между соединяемыми элементами. Пайку заканчивают при появлении капелек припоя на поверхности трубного изделия.
После этого место соединения труб должно остыть. Во время остывания нельзя оказывать механическое воздействие на систему, а также пытаться ускорить процесс подачей холодного воздуха. Остывший стык на последней стадии пайки вытирают тряпкой, смоченной в воде. Это обеспечит аккуратный внешний вид трубопровода, на котором не будет остатков припоя и флюса.
Виды и особенности газовых горелок
Газовая горелка по праву считается самым удобным приспособлением для сварки любых медных изделий. Аппарат имеет малый вес и габариты, он удобен в работе и экономичен. Возможность регулировки мощности пламени позволяет выставить параметры для проведения конкретных видов работ.
Стандартная конструкция газовой горелки включает следующие элементы:
- Узел для закрепления емкости с топливом.
- Приборная головка.
- Форсунка.
- Редуктор.
- Регулятор интенсивности пламени.

Кроме того, производители включают в конструкцию дополнительные элементы: переходники, наконечники, отражатель пламени и т.п.
Классификация устройств производится по нескольким параметрам. Так, по техническим возможностям устройства бывают:
- Бытовые. Недорогие аппараты с минимальным набором функций. Температура огня регулируется в диапазоне 1000-1500°С.
- Профессиональные. Более дорогие горелки, рассчитанные на серьезные объемы работ. Пламя имеет температуру 1500-2000°С.
В зависимости от используемой газовой смеси, горелки разделяют на несколько видов:
- Пропановые. Бывают специализированными или универсальными. Считаются наиболее распространенными. Газ дает ровный интенсивный факел пламени.
- На МАРР-газе. Отличаются мягким, но энергичным пламенем, щадящим образом воздействующем на материал трубы, препятствуя его повреждению.
- Ацетиленовые. Чаще используются при работе на магистральных объектах. Питаются от одноразовых баллонов, либо являются стационарными. Газ дает высокую температуру пламени, что положительно сказывается на экономичности, но часто приводит к перегреву деталей и увеличивает вероятность их повреждения.
Газовые горелки с одноразовыми баллонами просты в использовании, не зависят от источников электроэнергии, компактны и безопасны. Единственный недостаток – необходимость частой смены баллонов.
Стационарные установки отличаются мощным факелом пламени, позволяющим производить пайку быстро и качественно. В быту используются крайне редко.
Инструменты и материалы для монтажа медных труб своими руками
горелка для пайки медных труб – ключевое оборудование для пайки. Существует многообразие видов горелок, выбор желательно остановить на газовой горелке с пьезоподжигом и насадкой для регулировки пламени.
- Припой для пайки медных труб – обычно это олово в виде прутков или катушек проволоки.
- Флюс для пайки медных труб – это паста, которой покрывают поверхность труб и фитинга для того, чтобы она растворила оксидные пленки на поверхности соединяемых деталей, защитила медь от окисления в результате нагревания и обеспечила увлажнение поверхностей в момент растворения припоя.
- Труборез для медных труб – инструмент для резки медных труб труборасширитель для медной трубы – инструмент для увеличения диаметра медных труб при вмонтировании деталей одна в другую.
- Фаскосниматель – инструмент для снятия фаски, избавления материала от возможных заусенцев.
- Фитинги – соединительные детали различных конфигураций.
- Ершик и щетка стальные для чистки внутренней и внешней сторон фитингов и труб.

Оборудование для пайки медных труб не отличается дороговизной и исключительностью. Зато потребует некоторых усилий для того, чтобы получить уверенные навыки по его использованию: желательно потренироваться на обрезках труб для того, чтобы разобраться с тонкостями технологии и методов. Пошаговая инструкция соединения мягким припоем медных труб
Это важно: край трубы и сама труба должны быть идеально прямыми и ровными – от этого зависит качество соединения деталей, поэтому для разрезания труб желательно пользоваться труборезом. Шаг 1
С помощью труборасширителя увеличить диаметр фитинга, с помощью фаскоснимателя – зачистить края трубы. Шаг 2. Щеткой отполировать внешнюю часть трубы, ершиком – внутреннюю часть фитинга. Шаг 3. Специальной кисточкой нанести на трубу и фитинг пасту для пайки медных труб – флюс – и сразу же соединить детали, не допуская попадания любого вида загрязнений или инородных предметов. Шаг 4. Газовой горелкой для пайки водопроводных медных труб аккуратно нагревать соединение, действуя по всей поверхности. Показатель хорошего нагрева – изменение цвета флюса для пайки
Шаг 1. С помощью труборасширителя увеличить диаметр фитинга, с помощью фаскоснимателя – зачистить края трубы. Шаг 2. Щеткой отполировать внешнюю часть трубы, ершиком – внутреннюю часть фитинга. Шаг 3. Специальной кисточкой нанести на трубу и фитинг пасту для пайки медных труб – флюс – и сразу же соединить детали, не допуская попадания любого вида загрязнений или инородных предметов. Шаг 4. Газовой горелкой для пайки водопроводных медных труб аккуратно нагревать соединение, действуя по всей поверхности. Показатель хорошего нагрева – изменение цвета флюса для пайки.
Шаг 5. Прекратив нагревание соединяемых поверхностей, наносить припой для пайки медных труб по всему периметру соединения. Огнем горелки нельзя задевать проволоку припоя: олово должно плавиться на медной поверхности от её высокой температуры без прямого воздействия огня. Шаг 6. Дождаться естественного и полного охлаждения детали – без дополнительных средств для быстрого охлаждения. Шаг 7. Обязательно удалить остатки флюс-пасты с поверхности влажной тряпкой. Её воздействие необходимо только во время пайки: она разрушает защитный слой медных деталей.
Шов на месте сцепления деталей должен быть ровным и плотным. Проверить получившийся результат возможно будет только при включении достаточного напора воды в водопроводе, однако, если пайка прошла удачно, надежность шва нисколько не снижается от времени, возможных перепадов давления или температуры воды.






