

Какие металлы прочнее всего между собой паяются
В отличие от сварки, в пайке основным показателем качества готового изделия является не марка стали или металла, а выбор припоя, а также технологии формирования самого шва пайки. Так что тут вопрос скорее про то, на какой металл какой припой липнет лучше всего. Конечно, чем ближе по составу и плотности припой и металл, тем лучше будет адгезия. В итоге все сводится к выбору правильного припоя для каждого случая в отдельности.
А еще нужно следить, чтобы при соединении двух металлов не образовывалось электропары. Иначе соединение будет ржаветь и разрушаться от малейшей влаги. Так что тут будет уместна таблица совместимости при соединении цветных металлов между собой.
Буква «А» в таблице совместимости означает «ограниченно допустимый в атмосферных условиях».
Приведу еще несколько простых советов:
- Выбирайте более тугоплавкие припои.
- Тщательно зачищайте стыки скрепляемых деталей. Обрабатывайте наждачной бумагой не только сам шов, но и 0,5 — 2 см около стыка по поверхности металла.
- Залуживайте и запаивайте внахлест. Таким образом, вы увеличиваете общую площадь скрепления двух или нескольких деталей.
Техника безопасности при пайке стали в домашних условиях
Часто пренебрежение элементарными правилами работы с электрическими или горючими приборами приводит к потере здоровья или порче имущества.
Настоятельно рекомендую соблюдать технику безопасности при пайке:
- Держите паяльник на металлической площадке или специальном держаке, который отводит нагретое жало инструмента от плоскости стола.
- Выключайте паяльник от сети сразу после окончания работ.
- Проверяйте качество подключения газового баллона к самой горелке. Не допускайте утечек газа.
- Работайте в хорошо проветриваемом помещении.
- Не оставляйте горелку во включенном состоянии, если вы уже закончили работу.
- Уберите любые легковоспламеняющиеся вещества из рабочей зоны.
- Не хватайтесь голыми руками около нагретого шва. Вы можете получить ожог.
- Не трогайте пальцами припой, чтобы проверить прочность шва.
Соблюдая данные меры можно избежать травм, а также сохранить имущество в целостности. Паяйте с удовольствием и знанием дела!
Источник
Технические характеристики припоя ПОС-61
Обозначение припоя , как мы выяснили, довольно спорное, но против ГОСТа не попрешь. ПОС-61 применяют для пайки и лужения электронных компонентов и печатных плат точных приборов с высокогерметичными швами, для которых не допускается перегрев.

Состав припоя ПОС-61
Химический состав припоя ПОС-61 следующий:
- Олово 59 — 61 %;
- Сурьма — не более 0,1 %;
- Медь — не более 0,05 %;
- Висмут — не более 0,02 %;
- Мышьяк — не более 0,02 %;
- Железо — не более 0,02 %;
- Никель — не более 0,02 %;
- Сера — не более 0,02 %;
- Цинк — не более 0,002 %;
- Алюминий — не более 0,002 %;
- Свинец — все остальное — около 38,7 — 40,7 %.
Температура пайки припоя ПОС-61 составляет 220 градусов Цельсия. Солидус равен 183 градуса. Я даже снял видеоролик о плавлении этого припоя в замедленной съемке на свой Olympus Tough TG-860 с частотой 240 кадров в секунду.
Припой ПОС 61 ГОСТ 21931-76 имеет следующие технические характеристики:
- Плотность определяет вес и равна 8,5 г/куб. см.;
- Удельное электрическое сопротивление равно 0,139 Ом х кв.мм./м;
- Теплопроводность равна 0,12 ккал/см х с х град;
- Временное сопротивление разрыву составляет 4,3 кгс/кв.мм.;
- Относительное удлинение равно 46 %.
Достоинства припоя марки ПОС-61:
- наилучшее соотношение температуры плавления и прочности;
- хорошая адгезия к поверхности металлов;
- универсальный припой для пайки и большинства радиомонтажных работ;
- доступность и распространенность;
- низкая стоимость;
- часто выпускается в виде проволоки, например припой ПОС 61 Т2А.
Недостатки припоя типа ПОС-61:
- универсальность снижает характеристики в частных случаях, например при пайке цинка;
- температура плавления подходит не для всех устройств;
- пары припоя (свинца в нем) вредны для здоровья.
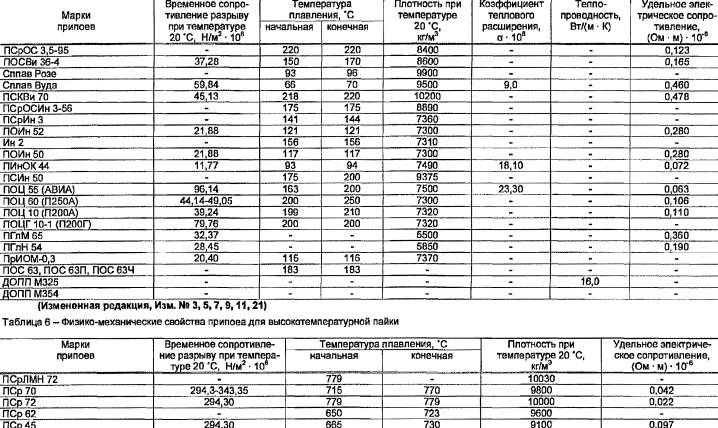
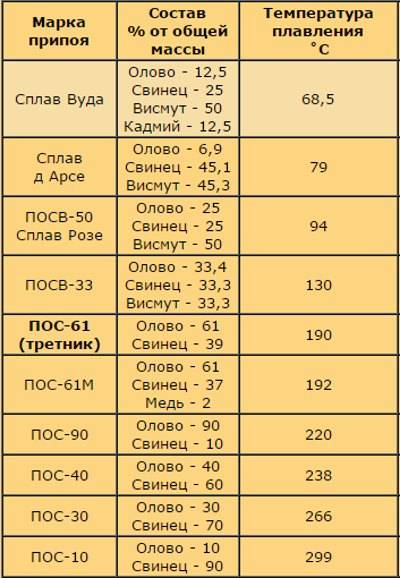
Низкотемпературные припои
Легкоплавкие припои имеют температуру перехода к жидкому состоянию до 450 °C. Применяются радиотехническими соединениями, при спайке проводов, других работах. Основные составляющие таких изделий пайки имеют сплавы олова, свинца, кадмия или висмута. В процессе обезжиривания, лужения технических плат имеют место сплавы Вуда или Розе. Такие вещества переходят в жидкое состояние уже на отметке 70 °C.
Низкотемпературный припой
Металлы имеют различную температуру плавления, важно ознакомиться с составом припоя перед покупкой
- Олово представляет собой легкоплавкий металл, который растворяется серной или соляной кислотой. Плавится металл на отметке 232 °C, воздействие стандартных комнатных температур не влияет на него, однако при отметке -50 °С разрушается составная кристаллическая решетка.
- Свинец является популярным ввиду своей легкоплавкости, хорошо поддается обработке. Окисляется только поверхность, на которую происходит воздействие окружающего воздуха.
- Кадмий используется в антикоррозийных целях при пайке изделием из олова и свинца. Сам материал токсичен, плавится при отметке 321 °С.
- Висмут добавляется в состав ввиду растворимости серной кислотой, азотной средой.
Наиболее удобная форма выпуска для пайки радиодеталей – проволока диаметром 2-2,5 см. Составом современных изделий является канифоль, которая выступает ролью флюса.
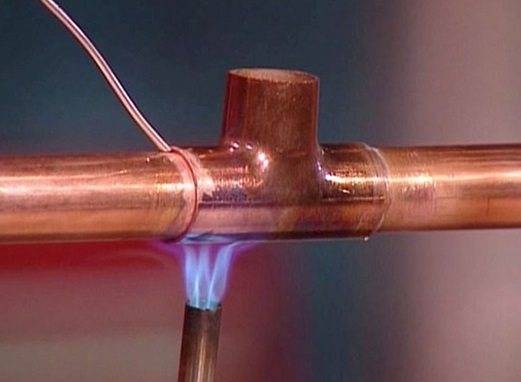
Пайка медных труб с применением медно-фосфорного припоя
Используя твердый припой, для качественного соединения труб, следует подобрать оптимальный вид пламени. Если пламя горелки сильно уменьшается, то это свидетельствует о слишком большом содержании газообразного топлива в газовой смеси. Быстрее нагревает и очищает поверхность металла незначительно уменьшающееся пламя. Если факел пламени горелки ярко синего цвета и средней величины, то это свидетельствует о том, что газовая смесь содержит равное количество кислорода и газообразного топлива. Благодаря такой пайке металл будет нагреваться равномерно.
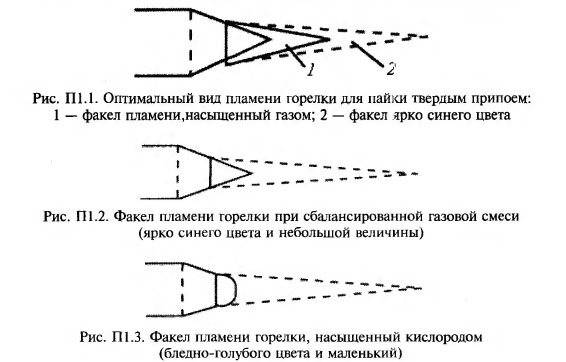
Если факел пламени горелки небольшой и бледно-голубого цвета, то это значит, что в газовой смеси находится много кислорода. Во время такой пайки поверхность металла будет окисляться, свидетельством чего станет появление темного налета на металле.
Гарантом надежности паяного соединения является подготовка медной поверхности. Она должна быть очищена от грязи, масла, краски и прочих веществ, которые могут препятствовать нанесению припоя на металлические поверхности.
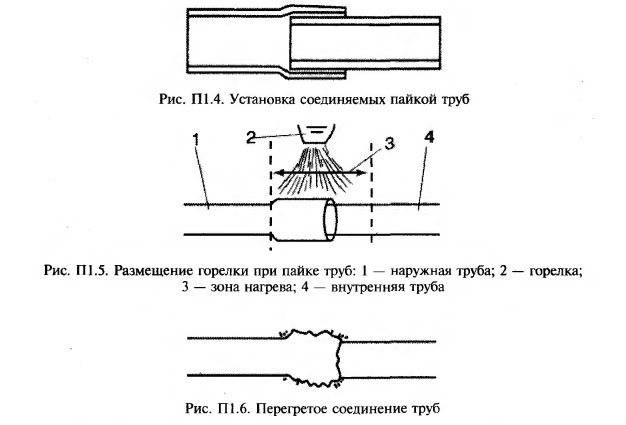
Соединяя методом пайки две медные трубы необходимо обеспечить выполнение следующих условий:
- труба меньше диаметра должна входить в трубу большего диаметра не меньше, чем на длину своего диаметра;
- зазор между стенками наружной и внутренней трубы должен находиться в пределах 0,025-0,125;
- прогрев выполняют равномерно по всей длине и окружности соединения;
- использование горелки нужного размера с уменьшающимся пламенем. При перегреве основной металл начинает сильнее взаимодействовать с припоем, в результате, такое соединение будет иметь значительно меньший срок службы.
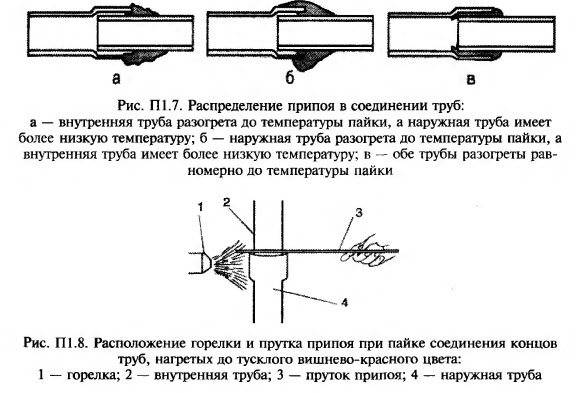
Припой не будет равномерно распределяться между соединяемыми трубами, когда внутренняя труба больше нагрета, чем наружная и в обратном порядке. Необходимо полностью равномерно разогревать всю поверхность свариваемых труб, только в этом случае припой будет равномерно проникать в зазор соединений.

Если пруток твердого припоя расплавится от контакта с прогретыми трубами, то это означает, что они достаточно прогреты. Чтобы улучшить процесс пайки пруток твердого припоя предварительно прогревают пламенем горелки.
Известно, что припой проникает в соединение труб под действием капиллярных сил и чтобы облегчить процесс его растекания необходимо предварительно позаботиться о чистоте поверхности свариваемых соединений и соблюдать необходимый зазор. Также следует не забывать, что припой всегда движется к источнику теплоты.
Селективный
Нельзя сказать, что селективный вид пайки принципиально отличается от капиллярного. Точно также в нем применяют припой и нагрев. Но расплавляют припой только в выборочных местах (локальных точках), на которые планируется прикрепить элементы.
Селективную пайку применяют в основном для изготовления плат и выводов штыревых компонентов. Она схожа с волновым методом, применяемым для пайки smd-чипов.
Установка селективной пайки – оборудование, относящееся к категории полуавтоматов. Оно не дешевое, но экономит расходные материалы почти в десять раз, по сравнению с волной, поэтому распространяется все шире и шире.
Особенности состава пищевых припоев
Безопасным сплавом считается олово, поэтому основная доля всех припоев изготавливается на его основе. В состав входит ограниченное количество элементов, поэтому пищевых разновидностей немного. Элементы для «чистых» припоев:
- Медь, содержание которой находится в пределах 10%, что не повышает токсичность.
- Цинк также часто используется в качестве основного или добавочного элемента.
- Висмут. Он безвреден, его содержание в небольшом количестве относится к добавочному, и такие припои больше применяются для медицинских целей.
Нельзя использовать сурьму в больших количествах, категорически запрещен кадмий, который имеет высокий уровень токсичности.

Припой пищевой
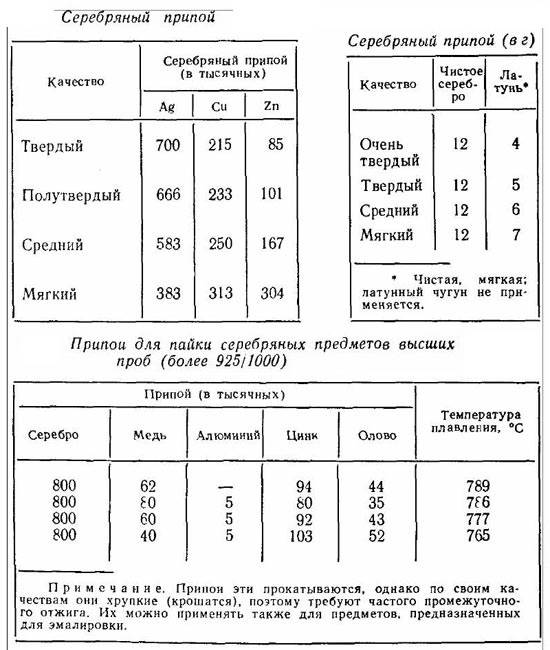
Применение «чистых» припоев также определяется толщиной соединяемых деталей и допустимой температурой плавления для конструкций и изделий. Например, припой для пищевой меди по химическим свойствам может быть медно-серебряный, оловянно-цинковый и оловянно-медный, но температура плавления серебряных (670-800 °С) и использование горелки не подойдут для тонких конструкций, а также для металлов с температурой плавления, приближенной к температуре плавления припоя. Именно поэтому наиболее распространены оловянные сплавы, которые способны соединять различные металлы и «работают» при нагреве до 250 °С.
Разновидности
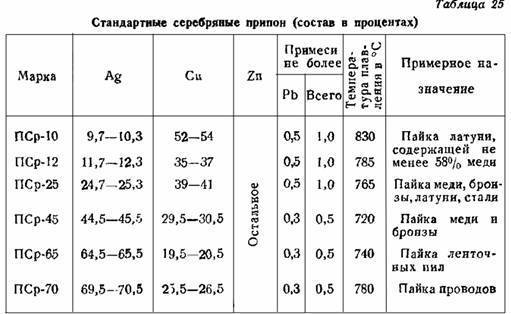
Пищевые припои для пайки используются в нескольких типах.
Серебряные. Здесь могут быть взяты модификации с добавлением никеля, меди, висмута, марганца. Температура их плавления составляет 670-800 градусов, что требует использования горелки для разогрева. Соединять конструкции нужно без применения нагрузок или давления на нее.
Хромоникелевые. Обеспечивают высокую прочность соединения, но для повышения прочности могут дополнительно быть легированы кальцием, натрием, никелем.
Медно-фосфорные. Низкоплавкие (до 450 °С), нужны для работы с медными изделиями. Образуют прочное соединение, для взаимодействия с которым требуется горелка соответствующей мощности.
Оловянные. Наиболее распространены «мягкие» разновидности с температурой плавления 250 °С. В их состав могут входить следующие элементы: медь, цинк, висмут. Их используют для неответственных деталей, а также соединяемых элементов тонкого сечения. Для некоторых изделий может потребоваться особый пищевой припой: для пайки самовара, например, применяют чистое олово или варианты с его содержанием 90%. Это одна из самых экологически чистых марок низкоплавкого припоя.

Процесс пайки пищевой нержавейки и меди
Области применения
Назначение зависит от используемых металлов для самих изделий, их конфигурации и толщины. Основные пищевые металлы — это:
Нержавейка
Метод ее соединения зависит от толщины листа: если она менее 3 мм и при отсутствии требований по прочности шва, можно использовать оловянные сплавы. Но лучшим считается серебряный припой для пайки нержавейки пищевой, особенно если в него входит небольшое количество никеля. Он имеет схожий цвет и коррозионную стойкость. Во втором случае нужно учитывать условия работы с нержавейкой, а также ее физико-химический состав, не каждый из которых может без последствий подвергаться столь высокому нагреву, который нужен для расплавления твердых припоев. Сложными являются сплавы с содержанием никеля более 25%, которые начинают при длительном нагреве до +500-700 °С выделять карбиды (снижается стойкость к коррозии).
При печном спаивании применяют серебряно-марганцевые или хромоникелевые разновидности. Пайка проводится с использованием буры.
Медь с латунью, нержавейкой
Комбинирование металлов усложняет пайку. Разница температур плавления и свойства металлов усложняют выбор припоя, флюса и, соответственно, технологии. Применение паяльника в большинстве случаев нерентабельно из-за использования твердых припоев и/или больших площадей соприкосновения. В качестве универсальной технологии подойдет пайка горелкой, поскольку это ускорит процесс, предотвращая окисление флюса. Для неответственных деталей вполне уместны латунные припои, для ответственных — стоит остановиться на более дорогом и качественном медно-фосфорном варианте.
Заключение
Для производственных масштабов разработаны нормы расхода припоя для пайки по ГОСТ, без которого невозможно рациональное применение дорогостоящих материалов. Оценка результативности проводилась на основании табличных данных свойств материала, базирующихся на измерении и сравнительных расчетах. Нормированию также подлежат и дополнительные элементы: флюсы, защитные, окислительные среды, расходные элементы для пайки.
Капиллярный
Капиллярный вид пайки – самый распространенный. Многие, применяя его, даже не подозревают о таком названии. Суть технологии заключается в следующем.
Припой расплавляют, он нагревается и заполняет собой пространство между двумя подготовленными деталями. Смачивание поверхности деталей и удержание припоя происходит во многом благодаря эффекту капиллярности.
Капиллярный вид пайки распространен в быту и на различных производствах. Для его проведения потребуется паяльник или горелка. По сути, любой вид пайки можно считать в определенной мере капиллярным, поскольку в каждом присутствует капиллярное смачивание поверхностей заготовок жидким припоем.
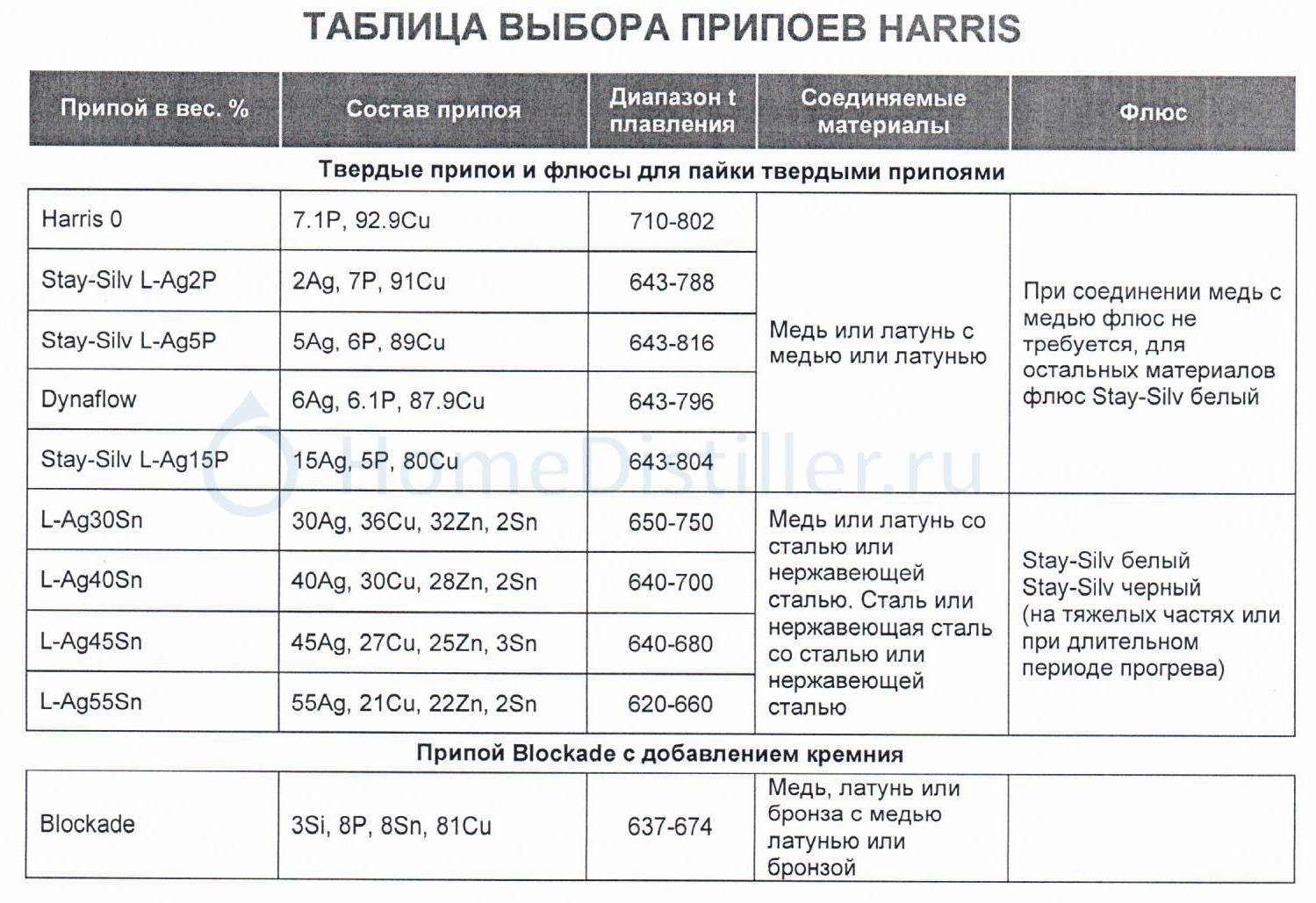
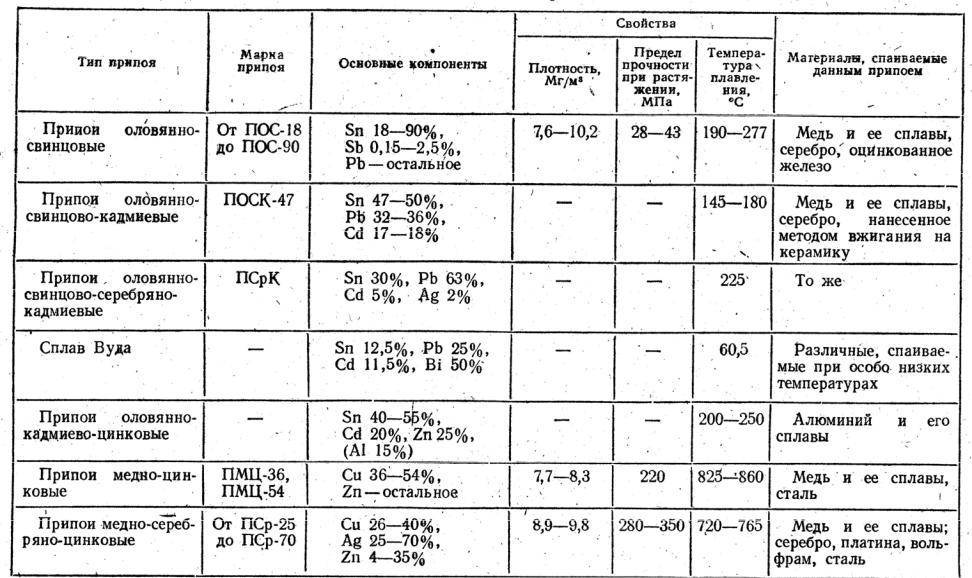
Медно-цинковый припой для пайки меди.
Для высокотемпературной пайки меди и сплавов на ее основе используется медно-цинковый припой, который обладает следующими основными характеристиками:
- высокой теплопроводностью;
- отличной электропроводностью;
- пластичностью;
- устойчивостью к коррозии;
- прочностью.
Все эти свойства припой может проявлять по-разному – все зависит от конкретного количества входящего в его состав цинка. Например, чем больше цинка, тем при более низкой температуре начинается плавление состава.




Основные марки этого типа припоя – ПМЦ-36, ПМЦ-42, ПМЦ-48 и ПМЦ-54. Буквы в маркировке изделия указывают на его состав (припой медно-цинковый), а цифры – на содержание в нем меди.
По своему внешнему виду этот тип припоев представляет собой зерна и делится на разные классы по размеру частиц:
- класс А – зерна размером 0,2–3 мм;
- класс Б – зерна размером 3–5 мм.
Сфера применения таких припоев зависит от их марки. Для разного состава металла выбирается свое вещество:
- ПМЦ-36 подходит для пайки латуни, в состав которой входит от 60 до 68 процентов чистой меди;
- ПМЦ-48 используется для соединения деталей, содержащих более 68% чистой меди;
- ПМЦ-54 применяется для работы с деталями из бронзы, также его можно использовать и при пайке стальных заготовок.
Стоит отметить, что у припоев, в состав которых входит исключительно медь и цинк, имеется и существенный недостаток — шов, полученный с их помощью, не отличается высокой надежностью. Особенно ярко это проявляется, когда соединение подвергается ударным нагрузкам, натягивается при изгибе изделия или попадает под воздействие вибрации. Причиной этого является испарение цинка во время затвердевания паяльного шва. Для того чтобы избежать разрушения шва в медно-цинковые припои добавляют легирующие присадки, повышающие прочность и эксплуатационные возможности соединения. Как правило, такими присадками становятся олово и кремний. Включение в состав олова позволяет еще больше снизить температуру плавления припоя при одновременном увеличении его жидкотекучести. А кремний не позволяет цинку испариться в процессе пайки, а также защищает его от окисления. Кроме того, в состав припоя может входить и свинец.
Обратите внимание! О наличии в составе свинца «говорит» более светлый оттенок припоя. При выборе такого вещества следует помнить о токсичности свинца
Поэтому его запрещено использовать при пайке некоторых трубопроводов – например, водопровода для питьевой воды.
Технические характеристики припоя ПОС-63
Припой ПОС 63 описан в ГОСТе и в отраслевом стандарте OCT 4Г 0.033.200. Под припоем ПОС-63 понимают такой сплав, который состоит на 63 % из олова и на 37 % из свинца. Это некая модернизация припоя ПОС-61, подогнанная под международный стандарт J-STD 006В. Большинство также имеют маркировку Sn63Pb37. Это эвтектические сплавы с температурой плавления 183 градуса Цельсия.

Применяется ПОС-63 для пайки и лужения выводов микросхем и корпусированных радиокомпонентов, печатных плат, проводов и кабелей. В общем, из современных припоев — этот самый распространенный. Технические характеристики припоя ПОС 63 примерное такие же, как у ПОС-61. Но точных значений я пока не нашел.
Достоинства припоя ПОС-63:
- самый распространенный припой ПОС серии;
- сравнительно низкая температура плавления;
- совпадение точек солидуса и ликвидуса;
- низкая стоимость;
- поставляется в виде проволоки с заполнением флюсом.
Недостатки припоя ПОС-63:
- часто подделывают, особенно китайцы;
- содержит свинец, что увеличивает стоимость утилизации электронной техники согласно современных норм безопасности.
Советы по использованию
Правильный выбор припоя дает возможность без особых затрат сил и времени стыковать в единую систему медные трубы. Стыковочный шов, как правило, выходит надежным и ровным, он способен обеспечить герметизацию в трубопроводах любого типа конфигурации. Аккуратно выполненный шов полностью исключает возникновение утечек веществ, которые циркулируют по трубопроводящей системе. Хорошо выполненная спайка с грамотно выбранным припоем может работать долгие годы, не требуя к себе пристального внимания или проведения регулярного специального обслуживания.
При выполнении стыков высокотемпературным припоем часто возникает ситуация, когда требуется применение флюса. Этот компонент необходим для подготовки области проведения паяльных работ для предотвращения окислительных процессов меди, которые разрушают стыковочный шов. В качестве флюса применяют кислоту метаборную, натрия тетраборат, окись бора. Нередко к этим компонентам добавляются калий и компоненты фторидов кальция.
Для пайки меди часто применяют составы с плавиковой и борной кислотами, к ним добавляется калия гидроксид. Наиболее дешевый флюс для пайки меди – обычная бура. Флюс – это порошок мелкой фракции или состав из мелких кусков. Опытные мастера для удобства выполнения работ проволоку припоя обмакивают в порошок флюса. Иногда припой перетирают вмести с флюсом до получения однородного порошка, но так поступают редко, так как процесс трудозатратен.
Чтобы приступить к пайке медных труб, понадобятся следующие инструменты:
- состав припоя для меди;
- флюс;
- газовая горелка или паяльник;
- режущее приспособление для нарезки заготовки трубы на отдельные части нужного размера;
- фаскосниматель и щетка по металлу – они помогут удалить металлические заусеницы, которые могут возникнуть при нарезке трубы.
Перед началом работ нужно нарезать трубу и обработать ее каря так, чтобы на ней не было заусениц, если этого не сделать, сцепка двух деталей встык не получится требуемой прочности. Внутреннюю сторону трубы обрабатывают щеткой по металлу. Такая обработка увеличивает пропускную способность трубопроводной системы. Следующий шаг процесса выполнения стыковочного шва заключается в том, что очищается рабочая поверхность труб в месте стыковки. Очищение выполняют флюсом, который позволяет убрать оксидную пленку и тем самым снизит у материала степень поверхностного натяжения, а также увеличит адгезию.
Некоторые технологии проведения процесса пайки предусматривают предварительный прогрев стыкуемых деталей. С этой целью применяется газовая горелка с направленным выходом пламени. Для выполнения больших объемов работ можно использовать газовый баллон с пропанобутановой смесью.
В процессе пайки медных деталей могут возникнуть различные ситуации, справиться с ними помогут советы опытных мастеров.
В процессе нарезки заготовок из трубы нередко появляются дефекты в виде вмятин на ее стенках, это обстоятельство является причиной плохого качества стыковочного шва. При нарезке нужно избегать деформирования трубы и не проводить пайку поверх ее дефектов. Для лучшей адгезии необходимо обезжиривать поверхности стыкуемых участков труб, так как любые, даже самые малозаметные загрязнения приведут к снижению качества стыковочного шва. Для того чтобы шов получился ровным и крепким, необходимо правильно выбрать зазор, в пределах которого будет выполнена пайка. Если сечение трубы находится в пределах 10-110 мм, то величину зазора выбирают в диапазоне от 7 до 50 мм.
Заготовки перед выполнением стыковочного шва лучше всего как следует прогревать. Если нагрев будет недостаточным, то стыковочный шов может быть разрушен даже при небольших нагрузках.
При нанесении флюса нужно внимательно следить за тем, чтобы он равномерно покрывал всю рабочую поверхность
В местах, куда флюс не попал, стыковочный шов разрушится
Во время работы паяльником или газовой горелкой важно соблюдать технологию. Если область стыковочного шва будет перегрета, то не только флюс, но и припой утратят свои свойства. В следующем видео вас ждет ТОП 4 припоя для пайки медных труб холодильников
В следующем видео вас ждет ТОП 4 припоя для пайки медных труб холодильников.
Тугоплавкие и легкоплавкие
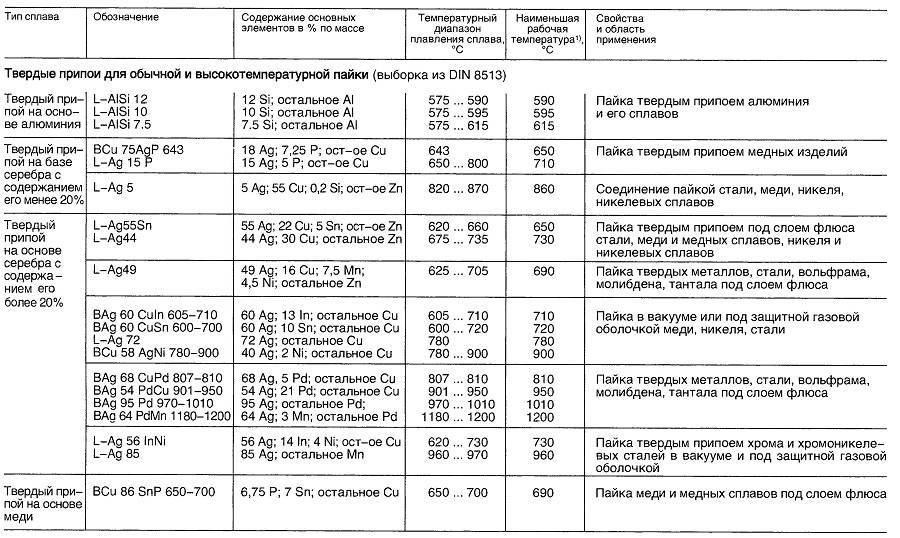
Припои для пайки подразделяются на тугоплавкие и легкоплавкие. Еще их называют твердые и мягкие. Все виды припоев широко используются в машиностроении, электротехнике, электронике. Твердые припои применяют, когда необходимо достичь большой прочности соединения. Наверно, такие соединения можно было бы назвать конструктивными. Температура плавления их достигает 500 ℃ и выше.
Такая температура опасна для большинства компонентов электронных схем, особенно для полупроводниковых приборов и ограничивает их применение, поэтому для пайки используют другие сплавы – легкоплавкие.
Их получают добавлением в олово большего количества свинца. Все легкоплавкие припои имеют температуру плавления около 200 – 240 ℃.






Как использовать припой
Чтобы шов после пайки получился прочным и герметичным, необходимо:
- тщательно подготовить трубы перед выполнением пайки. Для этого концы труб очищаются от окислов и иных видов загрязнений металлической щеткой, а заусенцы, образовавшиеся после нарезки труб, удаляются при помощи специального устройства – фаскоснимателя;

Подготовка медной трубы к пайке
- расширить конец одной трубы на несколько миллиметров, чтобы трубы легко стыковались между собой. Если пайка производится при помощи фитингов (специальных элементов, предназначенных для сборки трубопровода различной конфигурации), то увеличивается диаметр фитинга, а не трубы;
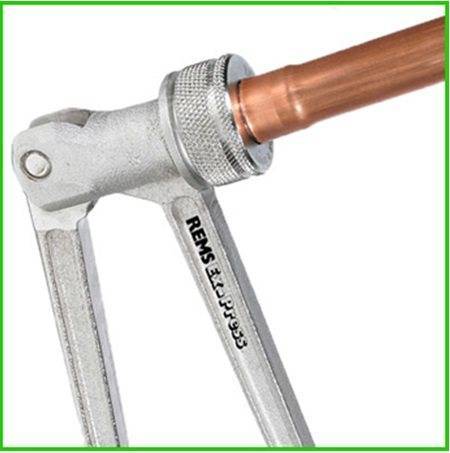
Увеличение диаметра трубы
- обработать места пайки труб флюсом;

Обработка трубы флюсом перед пайкой
- подготовить газовую горелку (оборудование, предназначенное для пайки труб, изготовленных из меди) и немного нагреть спаиваемые участки;
- аккуратно по всему периметру трубы нанести припой, который в процессе разогрева будет постепенно переходить из твердого состояния в жидкое, тем самым заполняя все пустое пространство;
Читать также: Алюминиевые бачки для радиатора
Пайка при помощи припоя
- дать припою полностью остынуть в неподвижном состоянии. Для полного остывания в зависимости от вида припоя требуется в среднем 3 -5 минут.
Процесс пайки труб из меди при помощи припоя представлен на видео.
При выборе припоя и флюса необходимо учитывать все основные характеристики веществ, то есть если для пайки используется высокотемпературный припой, то и флюс так же должен быть предназначен для высокотемпературной пайки. Правильно подобранные и соответствующие друг другу материалы способствуют получению не только герметичного шва, но и максимально долговечного соединения.

Медь является таким материалом, который лучше спаять, в особенности это касается тонких труб, используемых для отопления или проведения газа, а также в других видах деятельности. Именно поэтому стоит сделать правильный выбор в пользу подходящего припоя. Медь прекрасно спаивается, в особенности при использовании материала в чистом виде. Металл сохраняет свою структуру и свойства.





