

Способ #1: соединение конической развальцовкой
Развёрнутые по концам трубки — уширенные в сторону торца, рассматриваются приемлемой альтернативой организации соединения, когда использование пайки нежелательно, либо нецелесообразно.
Системам водоснабжения обычно присущи соединение между трубой и раструбом при подключении, например, счётчика расхода воды. Кроме того, медную трубу нередко приходится соединять с латунными фитингами раструбной посадкой концевых частей труб, развальцованных на конус под 45°.
ЛАТУННЫЕ

Подготовленное коническое механическое соединение медной трубы с фитингом под резьбовое закрепление сопрягаемых частей узла. Этот способ широко распространён на монтаже систем кондиционирования
Подобного рода соединение медной трубы с фитингом (арматурой) выполняется при помощи соответствующего инструмента, посредством которого делается коническая развальцовка концевой части медной трубы. Для каждого размера трубы применяется инструмент, соответствующий наружному диаметру медной трубы и углу наклона развальцовки — обычно 45º.
Инструмент включает в набор следующие элементы:
- раздвижные металлические планки с отверстиями разных диаметров;
- ярмо, оснащённое подвижным расширяющимся конусом;
- зажимной винт раздвижных планок.
Медная трубка предварительно отрезается дисковым труборезом для получения ровного торца под прямым углом относительно оси трубы. Затем на тело медной трубы надевается гайка латунного фитинга и производится развальцовка концевой части медной трубы до полного внутреннего диаметра без остаточных внутренних заусенцев.
ВАЛЬЦОВКА

Коническая развальцовка (развёртка) конечной части медной трубы при помощи специального инструментального набора под развальцовку разных диаметров медных труб
Процедура развальцовки проста. Основные моменты:
- точно по широкой кромке раздвижного стержня выставить торец медной трубы;
- ярмо установить по контрольным боковым отверстиям точно над срезом медной трубы;
- стянуть крепёжным винтом половины зажимных металлических планок;
- винт ярма с конусом плавно вкручивать по резьбе до характерного щелчка.
Следует отметить – не все инструменты обеспечивают функцию проскальзывания при достижении полной развальцовки — дают характерный контрольный «щелчок». Поэтому следует дополнительно контролировать процесс развальцовки.
Как правильно паять медные трубы, пошаговая инструкция
Поэтапное проведение работ позволяет получить высококачественные соединения. При выполнении процесса не нужно спешить, необходимо выполнять все правила и рекомендации.
Подготовка соединения
На первом этапе подготавливаются необходимые детали требуемых размеров. Для резки применяется труборез, который должен располагаться к трубопроводу строго перпендикулярно. Сначала труба зажимается в скобе приспособления между лезвием и опорными роликами.
 Резак один или два раза поворачивается вокруг обрезаемого сегмента.
Резак один или два раза поворачивается вокруг обрезаемого сегмента.
Затем проводится подтяжка винтового механизма. После этого процесс реза повторяется. Такие действия осуществляют, пока не произойдет окончательный раскрой трубы.
Для подготовки деталей требуемого размера также можно использовать ножовку с лезвием по металлу. Однако таким инструментом не всегда получается выполнить ровный срез. Тем более при применении ножовки образуется много металлических опилок
Поэтому приходится уделять большое внимание, чтобы они не попали в систему. Ведь опилки могут стать причиной поломки дорогого оборудования или затора в инженерной коммуникации
 Труборез позволяет получить ровный срез. Затем с торца трубы удаляются заусенцы.
Труборез позволяет получить ровный срез. Затем с торца трубы удаляются заусенцы. Внутренняя поверхность изделия чистится и обезжиривается. Такие же действия выполняются со вторым сегментом.
Внутренняя поверхность изделия чистится и обезжиривается. Такие же действия выполняются со вторым сегментом.
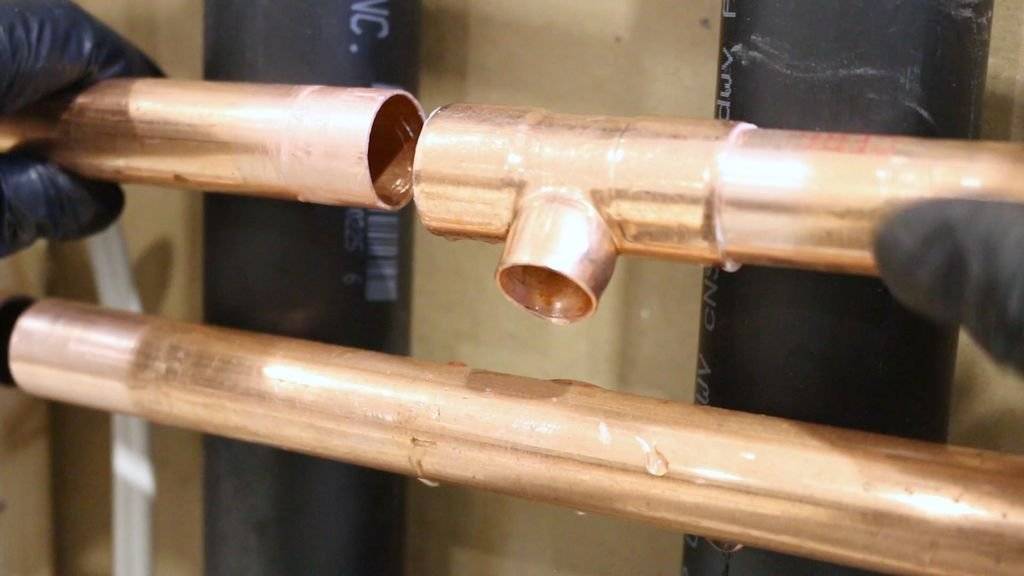
На следующем этапе используется труборасширитель или вальцовка. Он позволяет увеличить диаметр одного из сегментов, чтобы детали можно было соединить. Зазор между ними обязан составлять 0,02-0,4 мм. При меньших значениях припой не сможет просочиться в него, а при больших размерах – не возникнет капиллярный эффект.
Нанесение флюса
Флюс наносится ровным слоем в минимальном количестве на наружную поверхность того изделия, которое вставляется в соединяемый сегмент.
 Операция выполняется кистью. Она может входить в комплект реагента.
Операция выполняется кистью. Она может входить в комплект реагента.
При ее отсутствии используется малярная кисть. Необходимо применять инструмент, который не оставляет волокон.
Пайка
Процесс начинается с соединения трубопроводных частей. Он выполняется после использования флюса.
 На увлажненной поверхности не должно быть никаких посторонних включений.
На увлажненной поверхности не должно быть никаких посторонних включений.
Когда соединяется труба и фитинг, последний элемент вращается, пока не произойдет его полное надевание на трубопроводный сегмент. Такое действие также позволяет распределить флюс по всему соединяемому месту. Если из зазора между деталями выступит расходный материал, он убирается салфеткой или тряпочкой, так как представляет собой агрессивный состав химического происхождения.
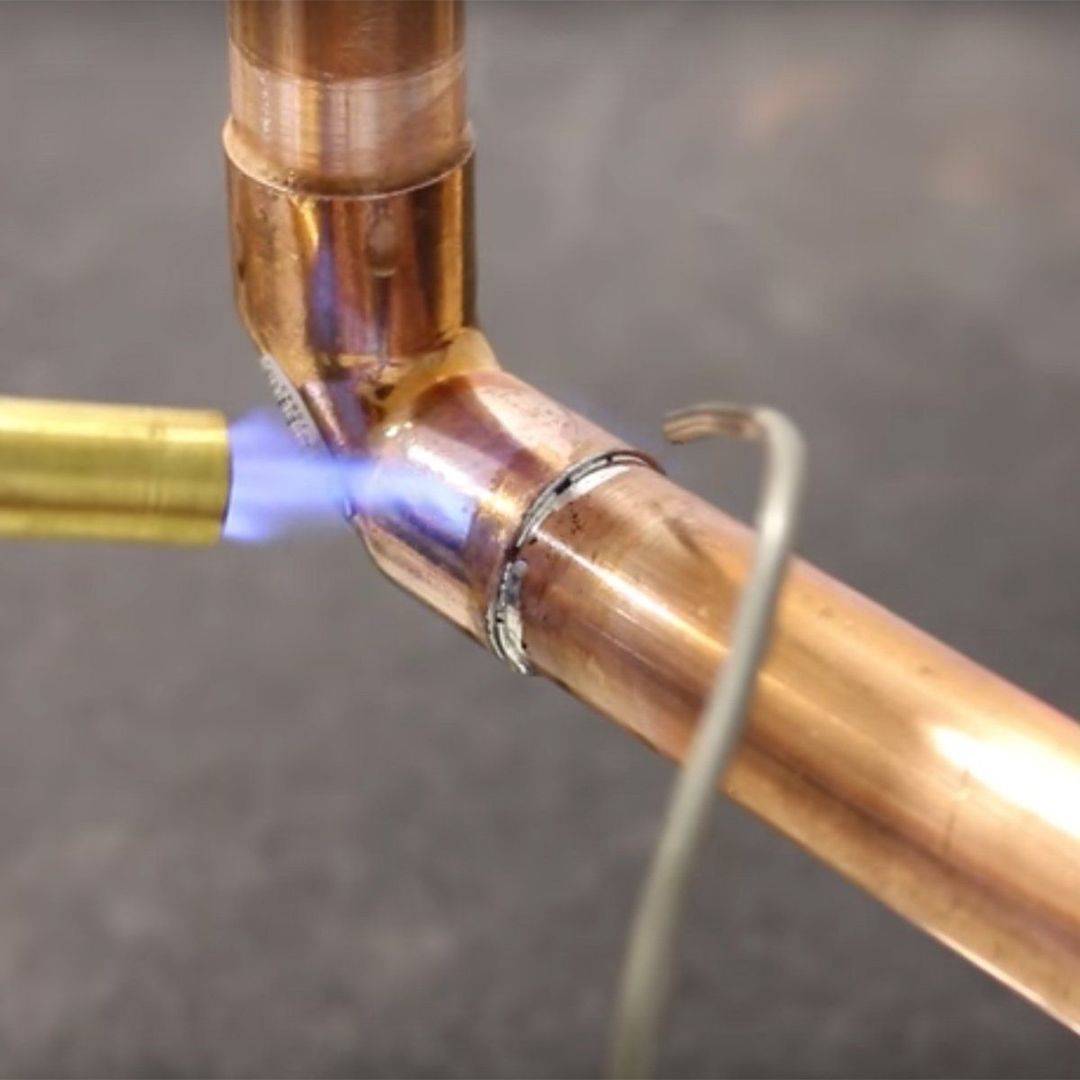
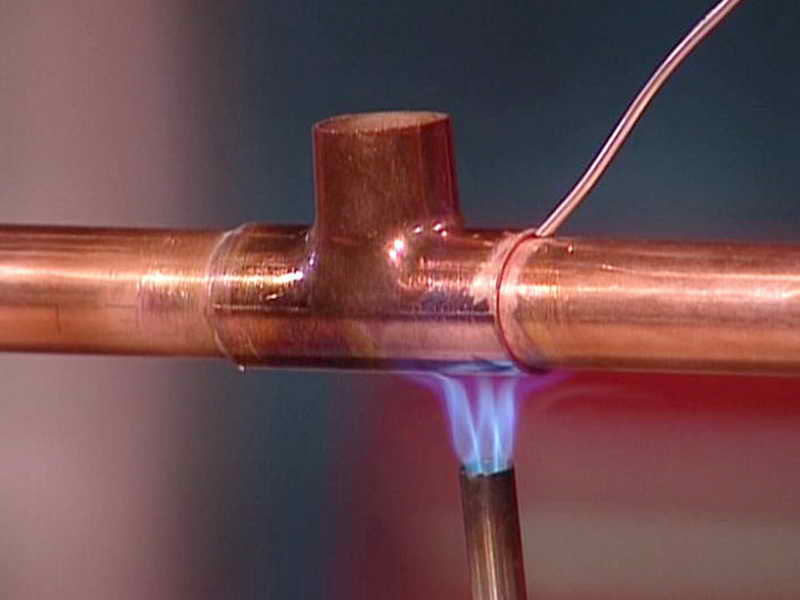
Процесс пайки низкотемпературным способом начинается с включения горелки. Ее пламя направляется на соединяемое место и постоянно перемещается по стыку для его равномерного прогрева. После нагрева деталей припой прикладывается к зазору между ними. Расходник начнет расплавляться, если место соединения было достаточно разогрето. В этот момент горелку нужно удалить от стыка, потому что расходный материал заполнит зазор. Мягкий припой не требуется специально разогревать. Плавление расходного материала происходит под воздействием тепла от разогретых деталей.
 Мягкая пайка медных труб
Мягкая пайка медных труб
Соединения трубопроводных элементов выполняются при постоянном контроле нагрева меди. Металл нельзя перегревать! При несоблюдении этого правила происходит разрушение флюса. Поэтому с деталей не удаляются оксиды. В результате снижается качество швов.

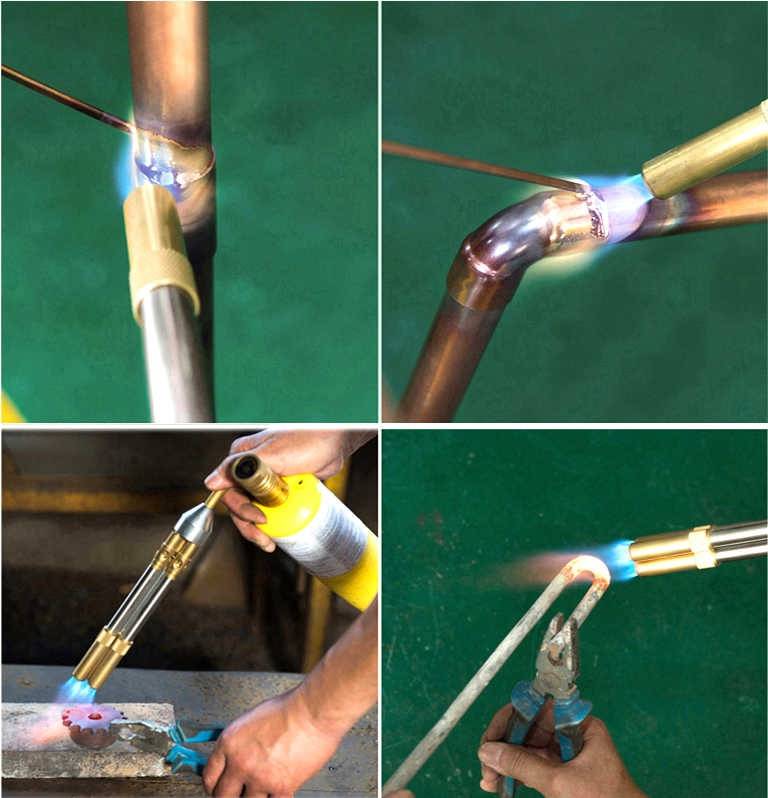





Пайка твердым способом начинается с равномерного и быстрого прогрева соединяемых деталей. Он осуществляется с помощью пламени ярко-синего цвета умеренной интенсивности.
Припой прикладывается к стыку в момент нагрева элементов до температуры 750°C. Она достигает нужного значения, когда медь становится темно-вишневого цвета. Для лучшего плавления припоя он может быть дополнительно нагрет горелкой.
После остывания шва стык протирается тряпочкой для удаления остатков флюса. В противном случае вещество может стать причиной разрушения меди. Если на поверхности трубопровода образовался наплыв припоя, он удаляется с помощью наждачной бумаги.
Обязательные правила соединения
При любом типе соединения перечень проводимых работ будет выглядеть таким образом:
- Соединяемые труб должны быть выполнены из одного и того же металла. В случае, если вы собрались соединять медную трубу с трубой из любого другого материала, вы должны определиться с нужным методом соединения. К примеру, для стыковки труб из меди и поливинилхлорида способ пайки использовать нельзя.
- При соединении медной трубы со стальной, медную трубу следует располагать после стальной.
- Во время затягивания резьбового соединения нужно быть крайне осторожным, особенно, если в вашем распоряжении трубы с тонкими стенками.
- Чтобы правильно определиться с количеством необходимого припоя, кусок проволоки должен иметь длину окружности спаиваемой трубы.
- Для прогрева труб лучше всего подойдет специальная горелка. Можно, конечно, использовать и простую паяльную лампу, но в данном случае нужно быть готовым, что место стыка перегреется, а весь рабочий процесс несколько усложнится.
- Не секрет, что медные трубы являются довольно затратным материалом. В этой связи еще до проведения работ не будет лишним осуществить предварительные просчеты объема необходимого материала. Вместе с тем, помните, что все соединительные детали также обладают своими размерами, так что и их нужно учитывать.
В завершение не лишним будет отметить, что соединение труб из меди технологически является процессом средней сложности. Если вы занялись такими работами впервые, то нужно быть готовым к тому, что могут возникнуть некоторые нюансы. Чтобы разобраться в процессе, и получить о нем как можно большее представление, не лишним будет получить консультацию у профессиональных рабочих, или, как минимум, ознакомиться с имеющимися видеоматериалами.
Преимущества и недостатки медных изделий
Однозначную причину, почему водопроводные медные трубы не нашли у нас широкого применения, назвать сложно. Ведь даже их дороговизна на фоне суммарной стоимости ремонта в городской среднестатистической квартире — это капля в море. Вероятно, всё дело кроется исключительно в традициях и привычках. А может быть потому, что на рынке присутствует продукция, составляющая куда более серьёзную конкуренцию ржавеющим, с трудом стыкуемым и зарастающим шлаком стальными трубами.
К неоспоримым достоинствам медных труб для водопровода можно отнести:
- высокая устойчивость к воздействию коррозии;
- способность работать в широчайшем температурном диапазоне – от -110 до +250˚С;
- отсутствие отложений на стенках медных элементов;
- большой срок эксплуатации в сочетании с минимальными затратами на монтаж и обслуживание.
Действительно, стоимость медных труб для водопровода относительно высока. Но это — разовые затраты, которые полностью окупятся в результате долгой и бесперебойной работы инженерной коммуникации.
Медные трубы — одни из самых дорогих, но это оправдано их свойствами
Главными минусами являются следующие факторы:
- медь формирует гальваническую пару с рядом металлов, включая сталь и алюминий. При протекании даже слабого тока в месте стыка медных труб с резьбой появятся серьёзные проблемы;
- высокая проводимость меди может вызвать поражение электротоком. Причём даже не по собственной неосмотрительности. Случиться это может при поломке у соседей стиральной машины, повлёкшей пробой между заземлением на водопровод и фазой;
- относительно трудоёмкий монтаж. Соединение с помощью фитингов, оснащённых обжимными кольцами, не отличается по сложности от проведения данной операции с металлопластиковыми изделиями, но усилий придётся приложить несколько больше. Для пайки медных водопроводных труб вам потребуется специальный инструмент (как минимум паяльная лампа), припой, флюс и, конечно же, определённые навыки.
Соединения связывающим обжимом под высокое давление
Достижения в технологиях связывающих обжимных соединений и в разработках материалов для уплотнительных колец, позволяют применять соединения связывающим обжимом для систем высокого давления. Однако системы высокого давления требуют применения несколько иной конфигурации прессовых губок.

Результат изготовления соединительного узла техникой двойного обжима на 360º
Соединения связывающим обжимом для трубопроводов низкого давления, технологических трубопроводов и линий сжатых газов немедицинского назначения, используют единую стандартную шестиугольную форму прессования.
Соединение с помощью связывающих обжимов под более высокие давления требует использования специально разработанных пресс-фитингов и зажимных губок для обеспечения двойного обжима фитинга на 360°.
Пайка соединений
Соединение элементов разводки воды медными трубами — несложный навык. Даже новичок способен научиться паять своими руками трубу буквально за полчаса. Рецепт успеха зависит более чем наполовину от тщательности подготовительных работ. Если выполнить верно два этапа (чистку стыков и нагревание), тогда припой всё завершит сам. Когда элементы довольно горячи, расплавленный припой благодаря капиллярному смачиванию проникает в соединение и покрывает сопрягаемые поверхности.
После разметки и резки элементов инсталляции необходимо удалить заусенцы и подготовить трубы и фитинги к пайке. Для этого нужно зачистить сопрягаемые участки с помощью наждачной шкурки и щёток, даже если на вид они выглядят чистыми. После этого на обработанные места наносится флюс. Процесс пайки элементов можно разделить на следующие этапы:
Пайка медных труб
- Сборка соединения.
- Удаление избытков флюса.
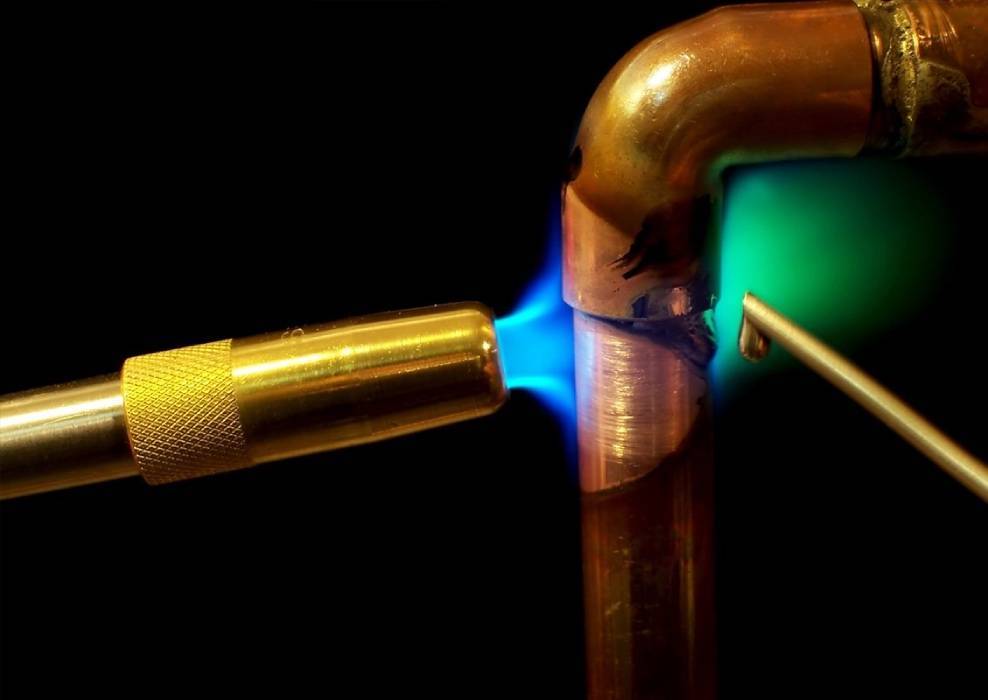
- Нагрев стыка пропановой горелкой путём перемещения факела по сопряжению для равномерного повышения температуры в сочленении.
- Удержание припоя на соединении со стороны, противоположной пламени, пока он не расплавится и не заполнит стык.
- Защита от нагрузок соединения до затвердевания припоя.
Как правило, значительно проще сначала очистить и обработать флюсом все детали будущего участка водоснабжения, а затем начать их паять. Следует помнить, что самая горячая точка факела находится на его кончике. Нет необходимости греть трубу, достаточно нагреть фитинг, чтобы поднять температуру всего соединения благодаря высокой теплопередаче меди
Припой никогда не затечёт в участок, который холоднее его температуры плавления, поэтому всегда важно добиться равномерного прогрева соединения. Пайка трубопроводов, наполненных водой, невозможна
Для работы необходимо слить воду и просушить трубки в зоне нагрева.
Верно и тщательно спаянный медный водопровод имеет практически неограниченный срок службы. Несмотря на то что в последние десятилетия на рынке сантехники лидируют пластиковые системы, традиционная медь получает всё больше сторонников.
Способы соединения медных труб
Сварка
Встречается довольно редко. Сварочной горелкой соединяются между собой медные трубы для отопления большого диаметра (начиная с диаметра 108 мм);
Соединение медных труб при помощи вытяжных фитингов.
Внутри трубы делается отверстие, вставляются кулачки и при помощи специального инструмента вытягивается раструб. Довольно трудоемкий и дорогой способ соединения труб, нужен специальный станок и монтажники не уважают такой вариант крепления.
Вальцовка
Способ соединения медных труб хороший, но его не используют в системах отопления. Очень редко можно встретить развальцованную деталь, и то заводского изготовления.
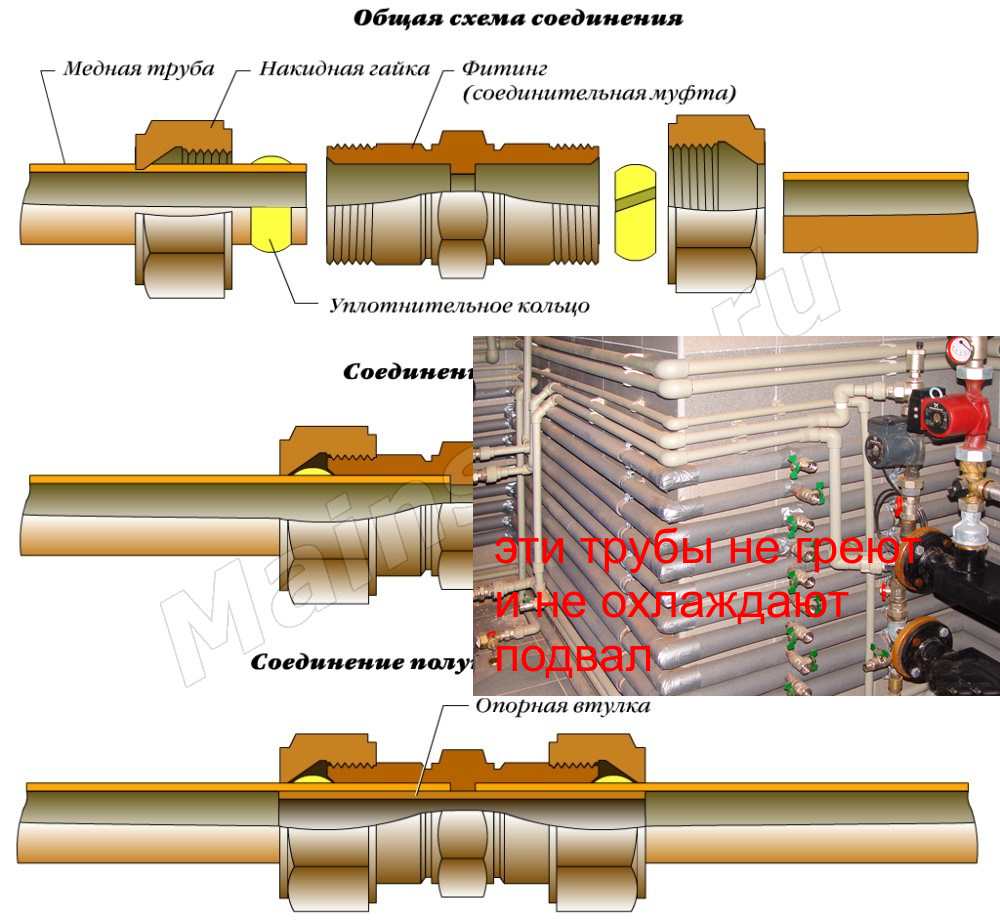
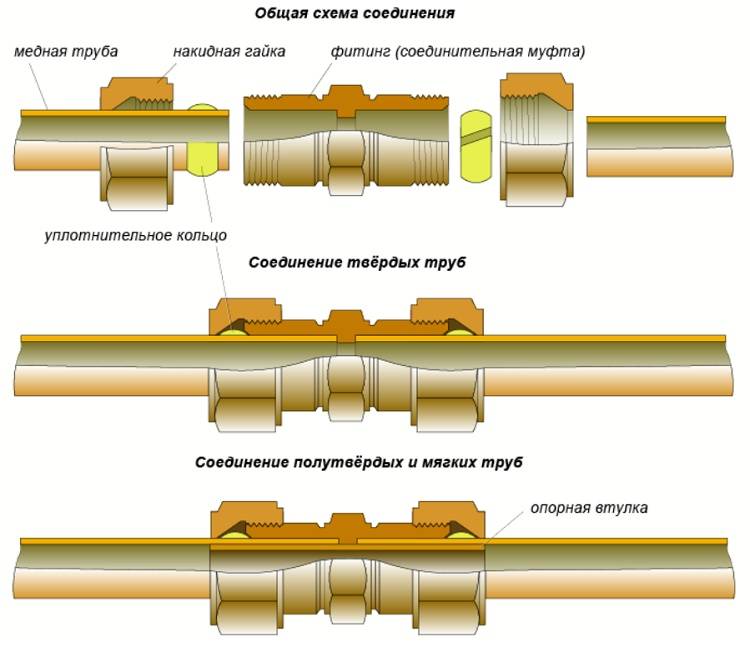
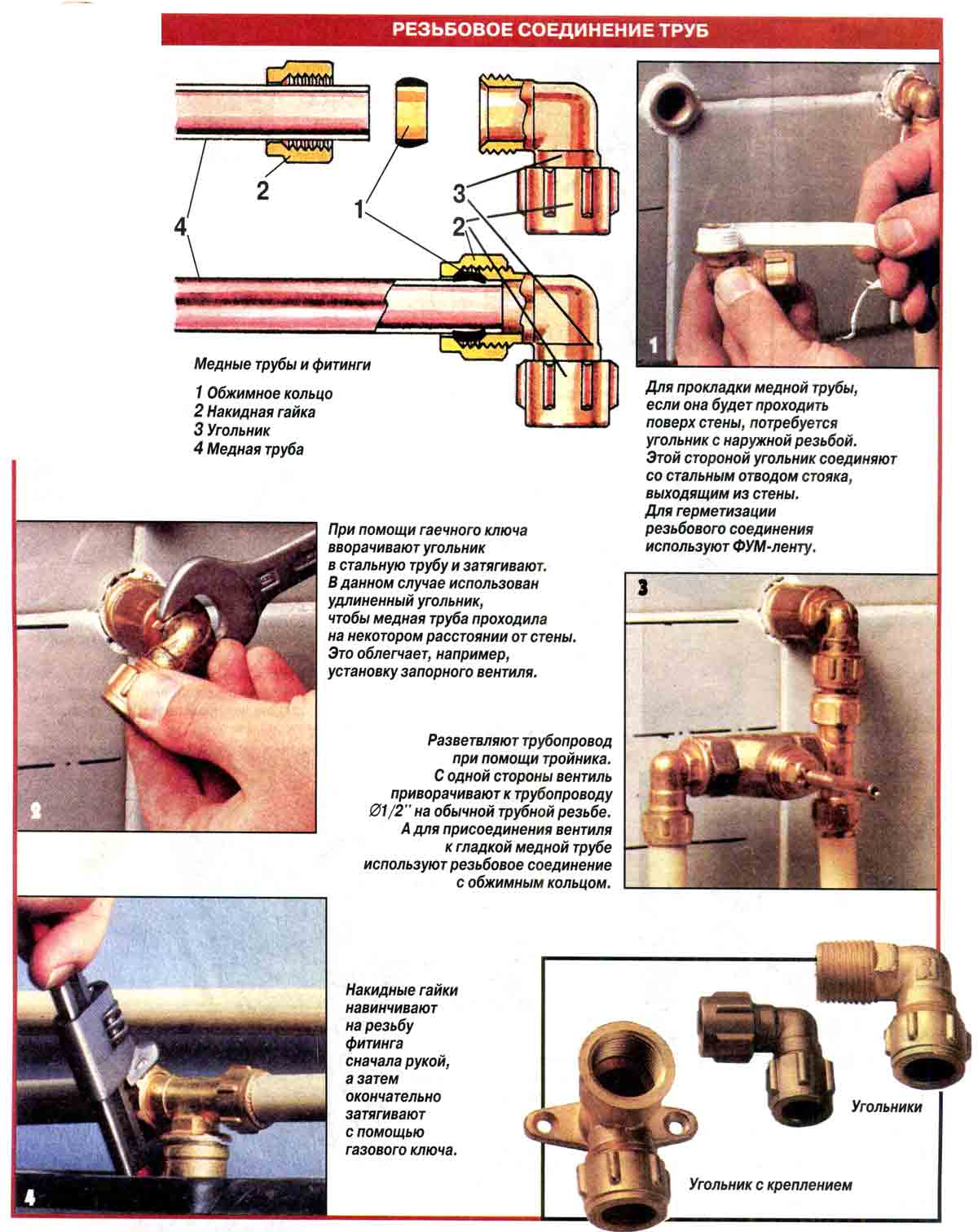
Компрессионный фитинг
Встречается довольно часто. Состоит из трех деталей: гайки, уплотнительного кольца и самого фитинга в виде уголка. Принцип соединения: на медную трубу одевается гайка, уплотнительное кольцо и сам фитинг. Затем гайка закручивается и прижимает трубу к фитингу. С другой стороны делается то же самое.
Недостатком данного метода соединения медной трубы является то, что нет рекомендации с какой силой затягивать гайку на фитинге. Каждый делает это как может и в итоге могут возникнуть утечки воды.
Еще одним минусом является условная неразборность фитинга, т.к. уплотнительное кольцо при одевании на трубу врезается в нее и остается навсегда. Поэтому, чтобы отремонтировать участок трубы (снять фитинг) приходится обрезать этот участок трубы и вставлять новый.







Если вам предложат компрессионый фитинг, лучше отказаться и попросить что-то другое.
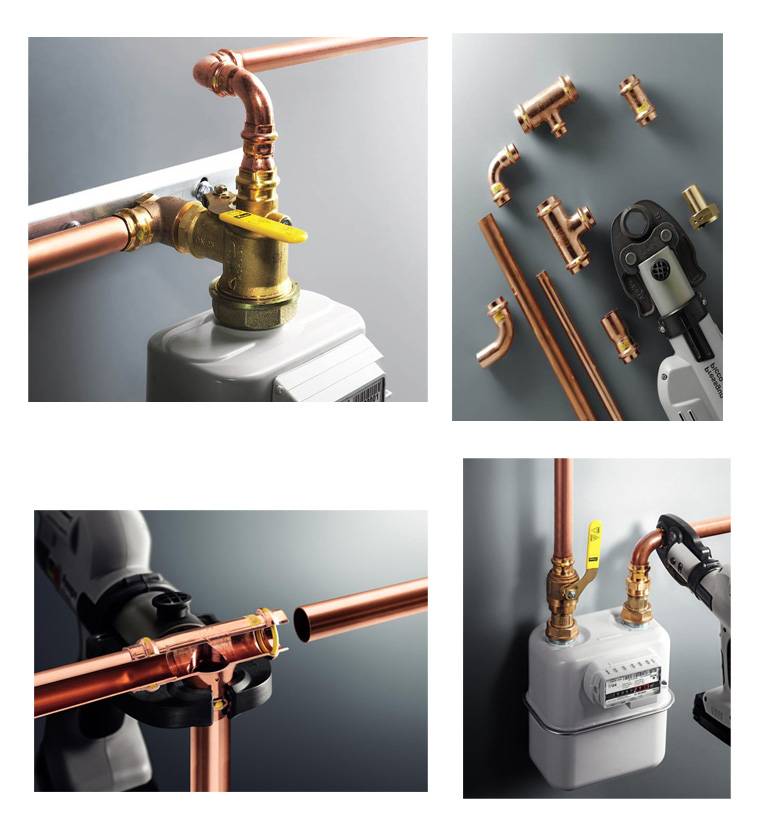
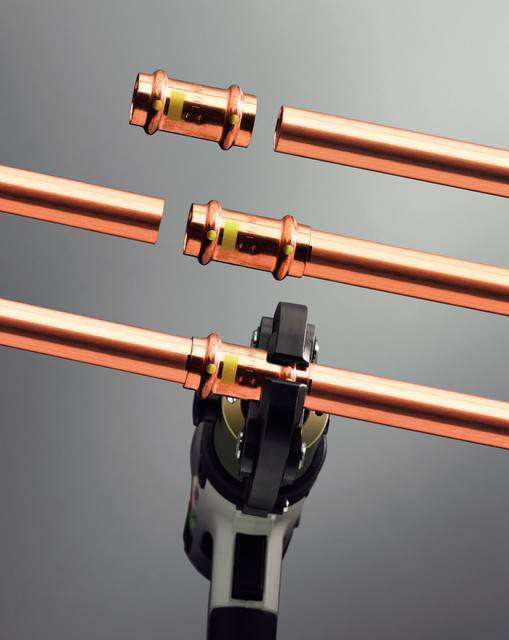
Прессовый фитинг
Встречается редко, т.к. мастеру для его установки нужен набор специальных клещей (порядка двенадцати) и дорогостоящий пресс. Принцип соединения: фитинг накидывается на трубу и зажимается клещами нужного типа. В итоге получается идеально прочное неразборное соединение.
Разница обработки этими фитингами мягкой и жесткой трубы.
Внутрь мягкой медной трубы обязательно вставляется опорная втулка при монтаже компрессионого фитинга. Втулка позволяет сохранить геометрию трубы при сжимании опорного кольца.
Пайка медных труб
Способ позволяет получить качественное соединение медной трубы при помощи недорогого оборудования. Обычно это пропановая горелка для небольших диаметров трубы. Для труб диаметром более 54 мм подойдет ацетилено-воздушная горелка.
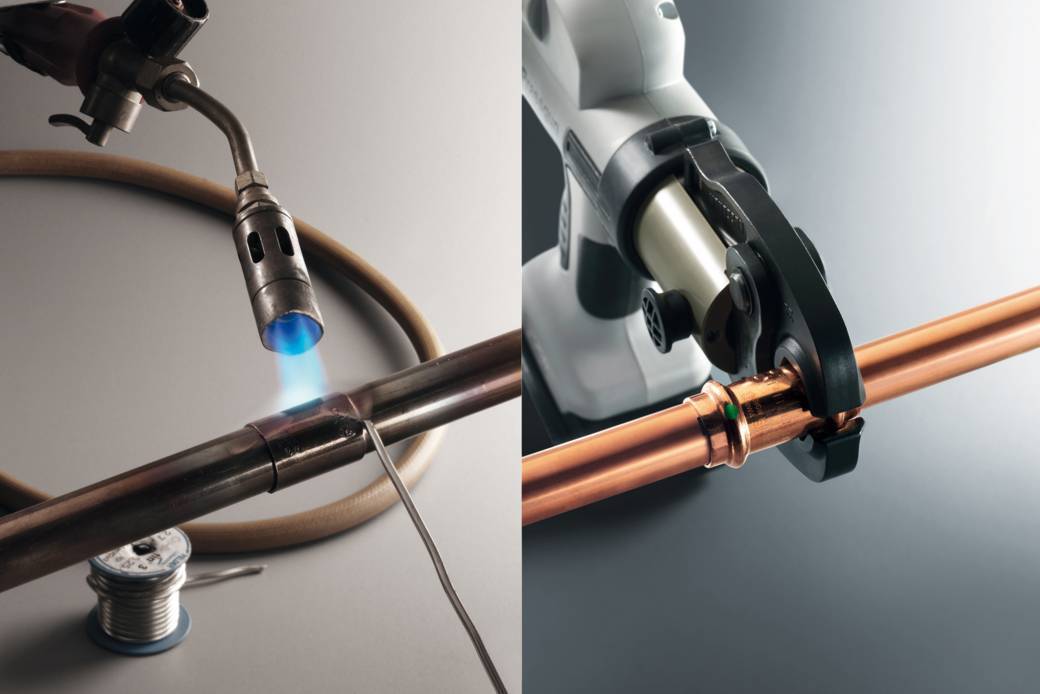
Существует два вида пайки — жесткая и мягкая (высоко- и низкотемпературная). Жесткая пайка выполняется при более высокой температуре, нежели мягкая. Бытует мнение, что жесткая пайка прочнее, чем мягкая. Это не соответствует действительности.
Жесткая пайка менее технологична, чем мягкая. Для того, чтобы спаять при помощи жесткой пайки, требуется просто одеть фитинг на трубу, разогреть место соединения до темно-малинового цвета, и после этого присадить припой.
Мягкая пайка включает в себя:
- Зачистка места соединения до металлического блеска,
- Зачистка внутренней поверхности фитинга,
- Нанесение флюса,
- Соединение деталей,
- Удаление излишков флюса,
- Собственно пайка.
Главное отличие мягкой от жесткой пайки в том, что после мягкой пайки медная труба имеет более аккуратный вид, нежели после жесткой. При жесткой пайке трубу сильно разогревается, чернеет по толщине, покрывается хлопьями — зачистить ее невозможно, она не будет выглядеть блестящей медной трубой, она будет черной. После жесткой пайки котельная выглядит безобразно, поэтому если предлагают жесткую пайку — лучше отказаться. Надо применять только мягкую пайку.
Жесткая пайка медной трубы подойдет для тех случаев, когда по трубопроводу будет транспортироваться не жидкость, а газ. Например, для систем кондиционирования, систем транспортирования любых газов разрешена только жесткая пайка, потому что остатки флюса, наносимые на трубу и внутреннюю поверхность фитинга, попадают во внутрь трубопровода и его необходимо вымыть.
Мягкая пайка подходит для гидравлических систем, т.к. она выглядит более эстетично.
Как выбрать?
Для того, чтобы правильно смонтировать систему, необходимо учитывать особенности резьбовых фитингов. Вы должны ориентироваться на назначение труб, если вы будете использовать качественные материалы, внимательно относится ко всем правилам — вам гарантировано качественное соединение на долгие годы. Узнайте, какими бывают размеры и назначение фитингов, используйте это при проектировании.
Выбор фитингов

Если вам нужно повернуть конструкцию, вам пригодятся уголки, если вы запланировали разветвление, обязательно приобретите тройники, крестовины, коллекторы. Если вам просто нужно соединить два куска трубы (данного или разных диаметров) запаситесь муфтами, и, конечно же, не забудьте купить заглушки.
Как еще можно соединить элементы из меди
Длительный срок эксплуатации, устойчивость к коррозии, небольшой вес и наличие антибактериальных свойств сделали медное соединение достаточно популярными в определенных кругах. Высокая теплоотдача позволяют использовать материал системами охлаждения. Перед тем, как паять медные трубы, необходимо определить способ пайки, кроме температурных воздействий, существуют различные фитинги, применение которых зависит от степени повреждения или конструкции стыка.

Фитинги под медную трубу
Типы медных фитингов под пайку
Альтернативный способ пайке является использование фитингов в соединении медных труб. Существует два основных вида:
- Обжимные имеют внутри конструкции кольцо, которое предоставляет возможность создать герметичное соединение. Конструкция изготавливается из латуни.
- Отличающиеся по диаметру от внешнего показателя капиллярные фитинги. Процесс подразумевает стыковку пайкой, путем различия диаметров и сжатия, тем самым производится соединение.

Обжимные фитинги для пайки меди

Капиллярные фитинги для пайки меди
Применяются вышеперечисленные способы стыковки в местах, где происходит частая смена элементов. Причинами замены могут быть взаимодействие с агрессивными металлами, стыковка с отличными по составу материалами.
Особенности пайки меди
Стыковка отрезков производится с обработки краев металла. Размер фитинга должен соответствовать заданной конфигурации, не допускается растягивание металла до нужного размера, в этом случае, теряется прочность и эластичность. Зачистка происходит по порядку, расширенный элемент очищается внутри, а стыкуемый снаружи. При работе паяльником, разогревается припой от наконечника. Для осуществления качественного соединения медных труб понадобится опыт, так как можно допустить непоправимые ошибки.
Применяются медные изделия практически во всем холодильном оборудовании различных типов. Материал хорошо зарекомендовал себя промышленности, применяется в электромеханических целях, при прокачке горючих материалов.
Минусы труб из меди
Одним из главных недостатков является высокая цена медных изделий. Альтернативные материалы из пластика или стали могут быть значительно дешевле. Материал металла мягкий, при малейшем внешнем воздействии происходит деформация, выход из строя определенного участка.
Передача горячей воды в отопительных системах может быть травмоопасной, так как медь обладает высокой теплоотдачей. Потери тепла исключаются применением изоляционных материалов, для безопасной эксплуатации необходимо утопить трубы внутри материалов отделки помещения.
Способы
Существует две технологии пайки медных труб.
- Низкотемпературная (используется мягкий припой) применяется в водопроводах или системах отопления. Среда, где применяется данная технология, должна иметь температуру не выше 110 градусов.
- Высокотемпературная пайка (твердый припой) применяется в системах с большой температурой и большим давлением. Используется преимущественно в промышленности.
Какой из двух способов выбрать – ваше лично дело. Но для высокотемпературной пайки нужна профессиональная горелка, которую найти в магазине не так легко, и стоит она немалых денег. При низкотемпературной допускается использование паяльной лампы или недорогой ручной горелки со сменным баллоном.






Пайка труб под азотом
Обработка азотом нужна для монтажа, а пайка медных труб без газообразного азота недопустима. Часто конструкции паяют жестким припоем, который позволяет при эксплуатации не беспокоиться о том, выдержит ли соединение высокую температуру. В процессе пайки жестким припоем медь нагревают до красного цвета металла, это оказывает отрицательное влияние на структуру самого материала. Образуется окалина на внутренней и наружней поверхности трубы. Окалина – остатки сгоревшей меди, которые образовались при ее нагревании. Стенки труб становятся значительно тоньше.
Если вы решили использовать азот, то придерживайтесь следующих рекомендаций в работе:
- соедините магистраль с баллоном, в котором находится азот;
- затем произведите установку регулятора газа или ротаметра;
- редуктор азотного баллона отрегулируйте на минимальное давление азота, ротаметр устанавливают на скорость 5 м/мин;
- как только пайка окончена, по трубе пускается азот, делается это до того момента, пока труба полностью не остынет.
Пайка труб строительным феном
Возможна пайка труб строительным феном, если диаметр трубы небольшой. Манипуляции при этом методе схожи с применением горелки. С помощью такого соединения швы получаются очень прочными и выдерживают высокие температуры. У новичков при использовании этого способа неизбежны ожоги меди. Металл легко перегреть, именно из-за этого происходит разрыв материала.
Капиллярная пайка
Если у труб разнятся диаметры (разница не более 0,5 мм), используют метод капиллярной пайки. Спайка заполняет образовавшееся пространство между трубами. Нужно отметить, что как такового шва не получается, бесшовное соединение. Тогда используют твердые припои, их защитные функции лучше.
Индукционная пайка
Высокая частота тока способна оказывать благоприятное воздействие на металл. Индукционная пайка получила распространение из-за своей уникальности, работа этим методом проводится быстро, при этом материал не становится тоньше, а сохраняет свои качества.
Выявлены следующие плюсы:
- Тепло образуется в трубе без вмешательства извне;
- Все оборудование автоматизировано, устройства помогают получить желаемый результат с конкретными параметрами;
- Индукционная пайка проводится в вакууме, металл в данной среде защищен от коррозии;
- Экономия производственных ресурсов;
- Безопасность – при индукционной пайке не нужен пламя или газ, лишь нагревается конкретно шов.





