

При какой температуре паять полипропиленовые трубы
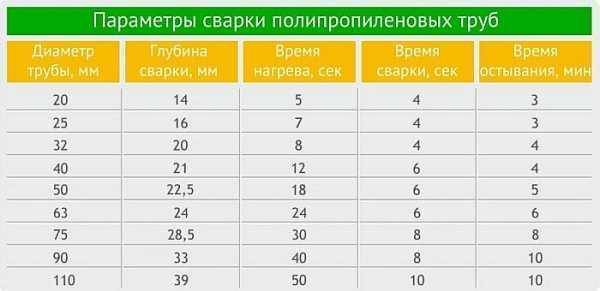
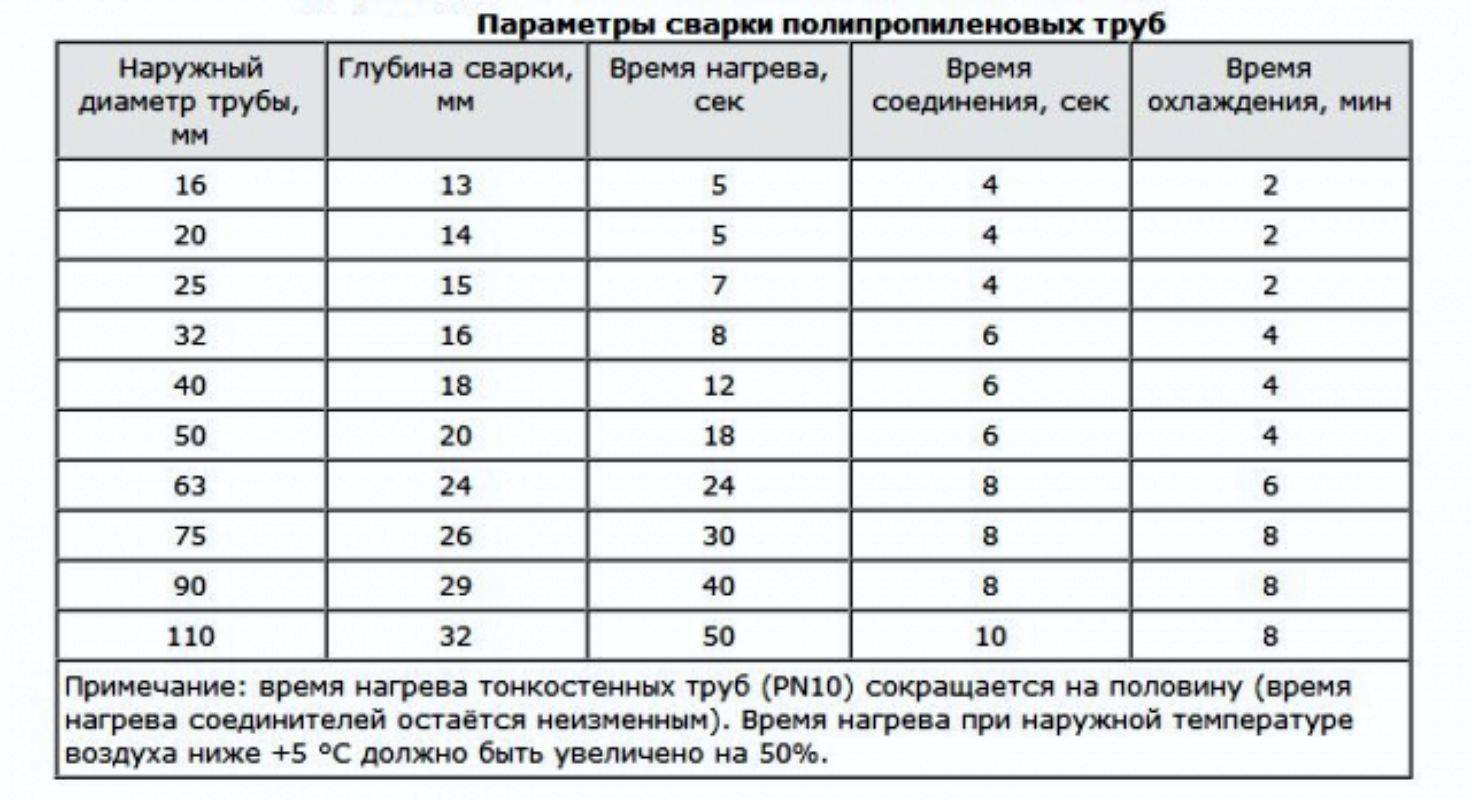
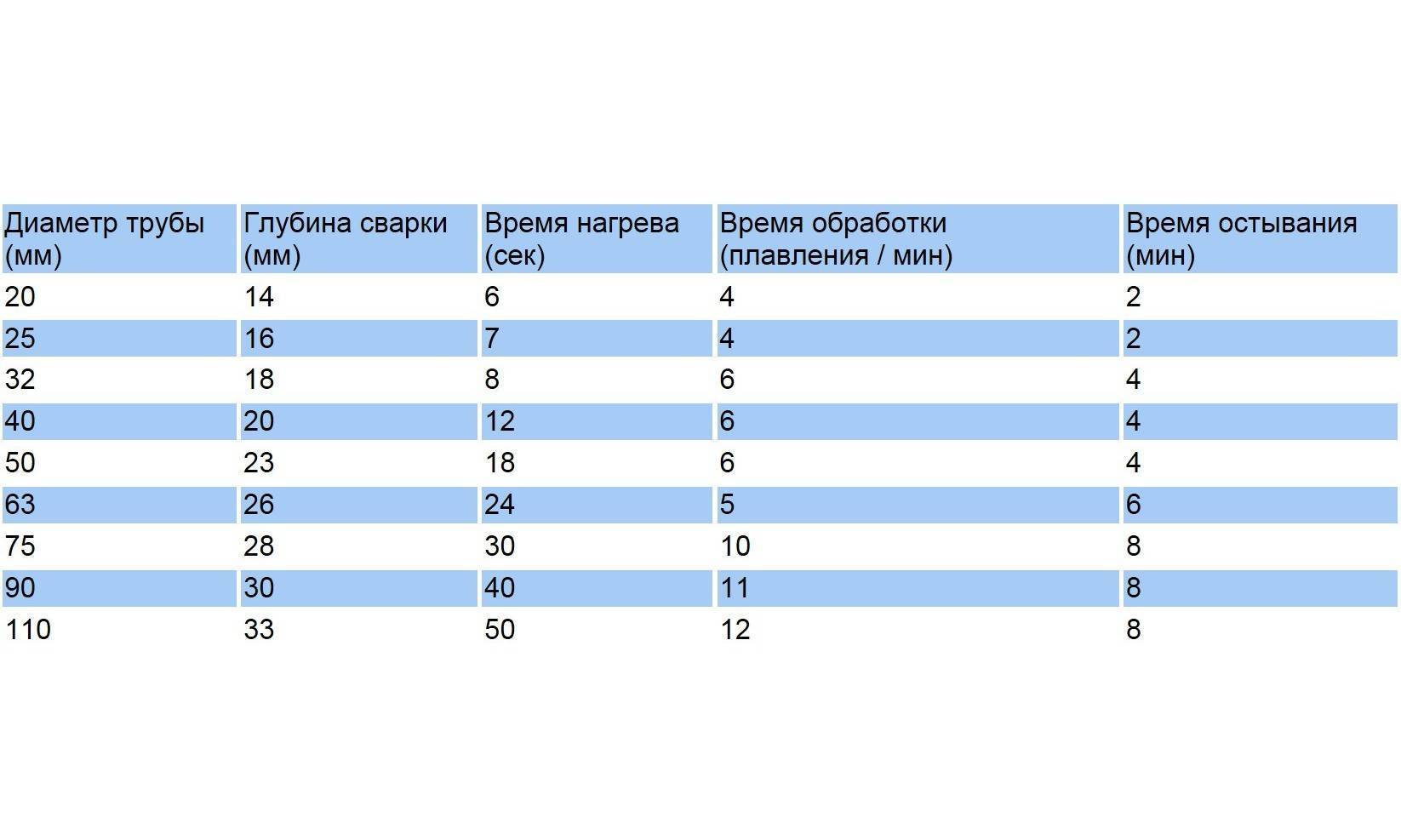
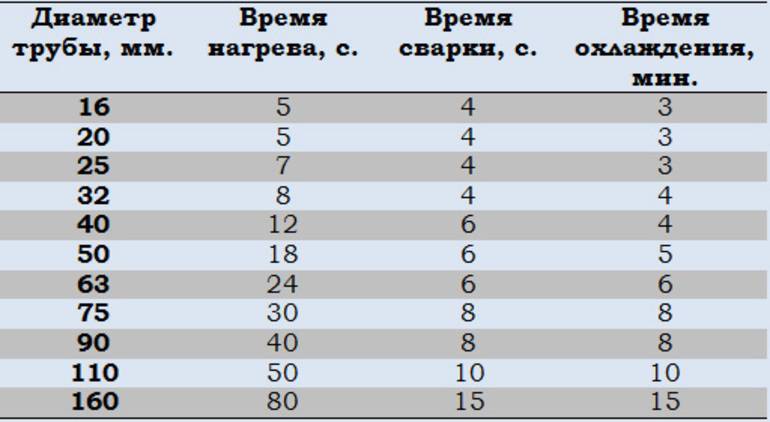
Приведённая далее таблица наглядно демонстрирует зависимость времени нагревания и охлаждения от диаметра трубы.
Оптимальной температурой паяльника для соединения полипропиленовых труб считается 260 °C. Допустимо увеличивать этот показатель до 280 °C, но следует помнить, что в этом случае наружный слой полимера будет прогреваться больше внутреннего, и качество шва несколько ухудшится.
Спайка труб, армированных стекловолокном, производится с теми же показателями. Перед началом работы их необходимо обработать шейвером, чтобы снять наружный армированный слой.
Разобравшись, сколько паять полипропиленовые трубы, стоит обратить внимание на следующие особенности работы:
- Недопустимо нарушать порядок проведения работ, когда исполнитель пропускает последний стык по причине невозможности установки паяльника между трубами. Это приводит к появлению деформации и статического напряжения.
- Отдельные детали нельзя нагревать последовательно. Их температура во время стыковки должна быть одинаковой, иначе процесс диффузии пройдёт неравномерно.
- Между местом спайки и паяльником не должно быть большого расстояния, чтобы исключить потери тепла. Оптимально – до 1,4 м.
Соблюдение соответствия температурного режима установленным технологическим требованиям и использование качественного паяльника являются залогом высокого качества производимых работ. Готовые коммуникации прослужат продолжительное время, а возникновение проблем в процессе эксплуатации сведётся к минимуму.
(2 оценок, среднее: 5,00 из 5)
Основные ошибки при пайке полипропиленовых труб
О последствиях перегрева и недогрева уже говорилось выше. Но есть и ещё нарушения, которые могут значительно ухудшить результат работы:
- монтажные работы редко совершаются в идеальной чистоте, между тем, грязь и вода могут свести на нет все усилия монтажника, нужно стараться держать рабочий материал сухим и чистым;
- иногда чрезмерно разогретая труба просовывается в фитинг слишком глубоко, это приводит к её заметному сужению и нарушению силы подачи воды;
- однако соединять фитинг и трубу следует в разогретом состоянии, иначе она войдёт неглубоко, и возникнут протечки, так что действовать нужно в темпе;
- длину входа лучше сразу отмечать маркером;
- иногда после соединения монтажнику кажется, что труба вошла в фитинг косо или под углом, тогда он пытается её слегка провернуть, — протечка в этом случае почти неизбежна;
- нередко в процессе работы пытаются орудовать ножом или ножницами, — для этих целей есть специальные инструменты, иначе материал можно повредить;
- одна из самых больших ошибок при самостоятельном монтаже – выбор дешёвого некачественного материала, — к сожалению, пластиковые трубы сейчас производят и недобросовестные производители, которые занимаются подделками, так что лучше делать покупки в проверенных фирменных строительных магазинах. Здесь качество товара подтверждено сертификатами.
После окончания работ утюг нужно будет очистить от пластика, иначе на нём образуется нагар. Сделать это можно обычной деревянной палочкой. Если останутся обрезки труб, они тоже в хозяйстве пригодятся. Некоторые из них даже зимние удочки делают.
И последнее обстоятельство. При наличии инструментов монтаж полипропиленовых труб выполнить не так уж и сложно. Но всё-таки лучше довериться специалистам или хотя бы посмотреть сначала, как такие работы выполняются. В противном случае можно просто затопить не только свою квартиру, но и соседей снизу.
Купить паяльник для полипропиленовых труб
Для разводки водопроводной системы и отопления внутри дома в подавляющем числе случаев используют полипропиленовые трубы. Они легко монтируются, а бригада работников при наличии специального оборудования способна в кратчайшие сроки выполнять большие объемы работ.
Сварочный аппарат для полипропиленовых труб — неотъемлемый инструмент сантехника. С его помощью происходит соединение частей водопровода, системы отопления. Процесс занимает не больше 1 минуты, все зависит от диаметра трубы.
Сварочный аппарат для полипропиленовых труб – устройство
Паяльник для пластиковых труб имеет довольно простую конструкцию. Благодаря этому стоимость оборудования является вполне доступной, причем это касается даже разового использования инструмента.
Среди основных частей паяльника для полипропилена можно выделить:
корпус с рукояткой; металлическая плита; терморегулятор
С его помощью можно регулировать температуру нагрева тэны, что важно для выполнения сварочных работ с трубами различного диаметра; тэн. Важнейшей его характеристикой является мощность; съемные насадки разного диаметра
Они крепятся на металлической плите
Они крепятся на металлической плите.
Принцип работы устройства является довольно простым. При подсоединении к электрической сети тэн начинает нагреваться, что в свою очередь происходит с металлической плитой, прикрепленными к ней насадками. Именно они расплавляют трубы, уголки, фитинги и иные элементы системы водо-, теплопровода из полипропилена до необходимой температуры. Нагревается внутренняя и наружная часть труб, что является залогом надежного соединения. При грамотной работе сантехника стык является абсолютно герметичным и может прослужить десятки лет.
Утюг для пайки полипропиленовых труб – что учитывать при выборе
Выбирая аппарат для сварки полипропиленовых труб, важно принять во внимание целый ряд аспектов. Прежде всего это касается мощности инструмента. На сегодняшний день такой показатель в этого оборудования может достигать отметки до 1,5-1,7 кВт
На сегодняшний день такой показатель в этого оборудования может достигать отметки до 1,5-1,7 кВт
На сегодняшний день такой показатель в этого оборудования может достигать отметки до 1,5-1,7 кВт
Все зависит от того, трубы какого диаметра необходимо будет сварить. Если же речь идет о водопроводе с диаметров 1/2 или же 3/4 дюйма, вполне достаточно будет мощности паяльника в 600-800 Вт. В зависимости от мощности оборудования колеблется и скорость прогрева насадок до необходимой для сварки температуры
На сегодняшний день такой показатель в этого оборудования может достигать отметки до 1,5-1,7 кВт. Все зависит от того, трубы какого диаметра необходимо будет сварить. Если же речь идет о водопроводе с диаметров 1/2 или же 3/4 дюйма, вполне достаточно будет мощности паяльника в 600-800 Вт. В зависимости от мощности оборудования колеблется и скорость прогрева насадок до необходимой для сварки температуры.
Немаловажной является комплектация паяльника. Все они работают от сети, поэтому имеет значение даже длина кабеля
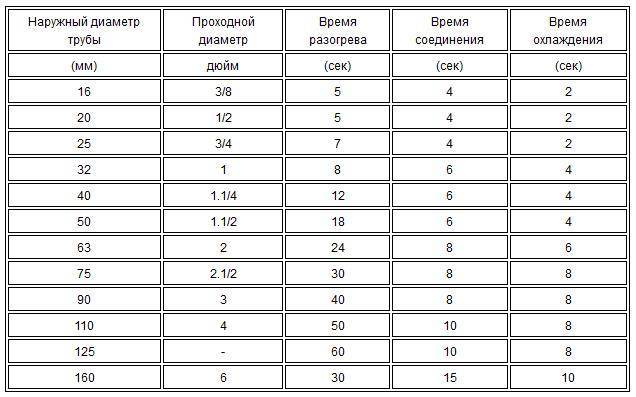
Также стоит обратить внимание на количество имеющихся в наборе насадок и их диаметр. С помощью современных сварочных аппаратов можно сваривать разные детали водопровода диаметром от 16 до 125 миллиметров
Особое внимание, выбирая изделие, стоит уделить корпусу
Используемые материалы обязаны нормально переносить воздействие высоких температур, практически не нагреваясь
Особое внимание, выбирая изделие, стоит уделить корпусу. Используемые материалы обязаны нормально переносить воздействие высоких температур, практически не нагреваясь
Ручка обычно выполняется из специального термостойкого пластика
Ручка обычно выполняется из специального термостойкого пластика.
Вес и габариты — важнейшие характеристики прибора. От них будет зависеть удобство использования инструмента и транспортировка оборудования. Подавляющее число моделей имеют совсем небольшие габариты, а в комплекте поставляется специальный ящик для хранения насадок и прибора. Паяльник для пластиковых труб редко весит более 1,5 кг.




Где приобрести аппарат для сварки полипропиленовых труб
В нашем каталоге вы сможете найти паяльник для полипропилена следующих производителей:
- Kern;
- Rems;
- Rothenberger;
- Rotorica;
- Dytron;
- Ritmo.
Всего на сайте представлено свыше 30 моделей, а специалисты ежедневно работают над расширением ассортимента.
Посетители сайта вправе рассчитывать на помощь специалистов компании ПрофТехСнаб, нужно лишь набрать указанный номер телефона. Имея обширный опыт, они с легкостью ответят на любой интересующий вопрос, помогут подобрать оптимальный вариант паяльника для выполнения поставленных задач.
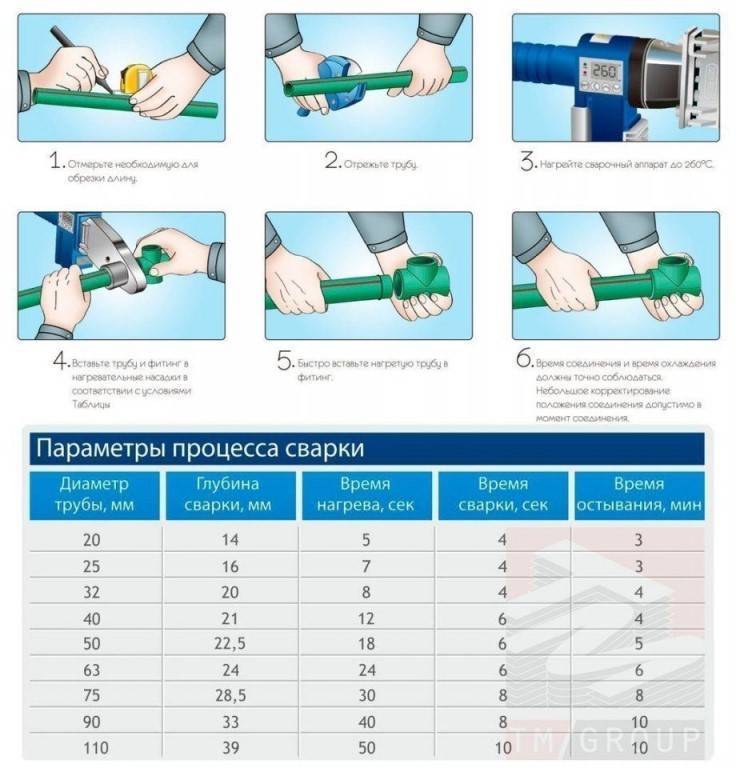
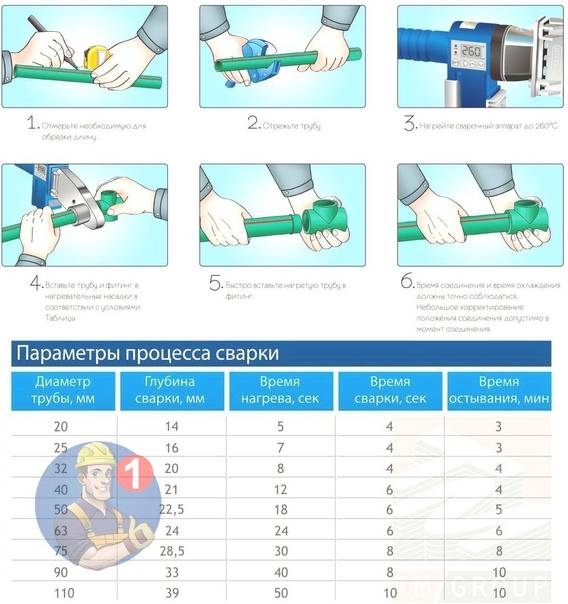
Пайка труб из полипропилена — поэтапная инструкция
Одно из основных преимуществ соединения полипропиленовых труб пайкой — скорость проведения монтажных работ, процесс стыковки и готовности к дальнейшему монтажу труб наиболее распространенного диаметра в 25 мм занимает не более 15 секунд. Чтобы сделать работы без лишних временных затрат, ответственно проводят все подготовительные операции и далее монтируют трубопровод, строго придерживаясь технологического процесса проведения операций.

Рис. 9 Инструмент, с помощью которого сваривают ПП-трубы
Подготовка инструмента и комплектующих
Прежде чем паять полипропиленовые трубы, готовят комплектующие: трубные отрезки, тройники, угловые отводы, соединительные муфты, переходники с пластика на металл, вентильные запорные краны.
Для проведения работ понадобится паяльный утюг и комплект насадок, а также вспомогательный инструмент, некоторая часть которого входит в комплектацию прибора:
- Труборез, обычно для обрезки труб используют ножницы с предельно допустимым диаметром реза 40 мм, для больших размеров применяют более мощные ножницы или роликовые резаки.
- Рулетка для измерения размеров, маркер или карандаш для отметки длины на трубной оболочке.
- Перчатки для защиты рук от ожогов во время работы.
- Уровень для проверки горизонта при установке водорозеток.
- Отвертка или шестиганный ключ для фиксации насадок на нагревательном утюге.
Стыковка металлопластиковых и полипропиленовых труб
Нередко в многоквартирных домах возникает проблема с подключением отопительной системы к центральному стояку. Причиной тому становятся разные типы используемых труб. Чтобы выполнить стыковку ППР трубы и стального или металлопластикового аналога, нужно использовать резьбовые фитинги.
Лучше всего на стальную или металлопластиковую трубу прикрутить разъемный фитинг с наружной резьбой, а к ППР сегменту приделать обычный фитинг (тоже с наружной резьбой). После этого два изделия могут быть скручены между собой, но обязательно стык должен быть подмотан при помощи льна или фум-ленты.
Итог
В статье подробно описана процедура пайки полипропиленовых труб и из всего вышесказанного, можно сделать вывод, что работа не такая уж и сложная. Необходимо лишь проявить терпение, внимательность и постоянно соблюдать концентрацию при проведении монтажа на каждом участке системы. Собственноручное проведение монтажа может производиться дольше по времени, но стоимость работ при этом будет нулевой.
Если же нет уверенности в своих силах, то всегда можно обратиться к специалистам, которые возьмут на себя ответственность за все этапы – от закупки необходимых материалов до их монтажа и введения системы в эксплуатацию.
Пайка как способ соединения PPR труб
В процессе сварки важно все: диаметр, температура пайки ПП изделий, время воздействия сварочного аппарата. Но для начала нужно познакомиться с азами технологии и научиться пользоваться инструментами
Приступать к процессу пайки нельзя, не определив тип и размеры материала. Предлагаем ознакомиться с полезной информацией, которая поможет правильно подобрать полипропиленовые трубы и фитинги, а также произвести их монтаж, зная нюансы и последовательность процесса.
Что нужно знать о полипропиленовых трубах?
Технологию сварки (или пайки – оба термина одинаково применимы) обеспечивают свойства полипропилена – технического полимера универсального назначения. Он легкоплавкий, но после остывания и отвердевания возвращает характеристики прочности и герметичности.
Трубы отличаются диаметром, толщиной стенки, цветом, характеристиками. Благодаря разбросу диаметров –16-110 мм – можно внедрить любое техническое решение.
Для благоустройства частных владений применяют изделия небольшого диаметра, чаще всего до 40 мм, реже – до 63 мм. Остальные трубы относятся к магистральным и имеют свои особенности монтажа
На окраску полимера можно не обращать внимания, так как он выбирается производителем по своему усмотрению, однако цвет полосок имеет значение:
- синие – для холодного водоснабжения;
- красные – для горячего водоснабжения и отопления.
Однако основная информация, на которую следует опираться при покупке и пайке труб, указана на маркировке. Полипропиленовый трубный материал обозначается буквенными сочетаниями PPR, PP-H, PP-B, PPRC.
Схема, с помощью которой можно расшифровать маркировку. Буквенно-цифровые сочетания сообщают о типе трубы, диаметре, толщине стенки, допустимом давлении – то есть о значениях, принципиально важных для пайки
Классификация по номинальному давлению, максимально допустимому для монтажа в конкретных условиях, помогает подобрать изделия для систем домашнего или промышленного назначения.
Исходя из этого выделяют 4 типа труб PPR:
- PN-10 (с номиналом 1,0 МПа) – предназначены для транспортировки холодной воды. Иногда их используют для устройства теплого пола, при условии, что теплоноситель не нагреется свыше +45 °С.
- PN-16 (с номиналом 1,6 МПа) – используются для сборки систем горячего/холодного водоснабжения. Максимально допустимая температура – +60 °С.
- PN-20 (с номиналом 2,0 МПа) – выдерживают температуру до +80-90 °С в трубопроводах, защищенных от гидроударов.
- PN-25 (с номиналом 2,5 МПа) – подходят не только для автономного, но и для централизованного водоснабжения. Рекомендуемая максимальная температура – +95 °С, но выдерживают и выше.
Лучше переплатить и приобрести надежные трубы с чуть превосходящим значением, чем сэкономить и взять материал, ограниченный температурными параметрами.
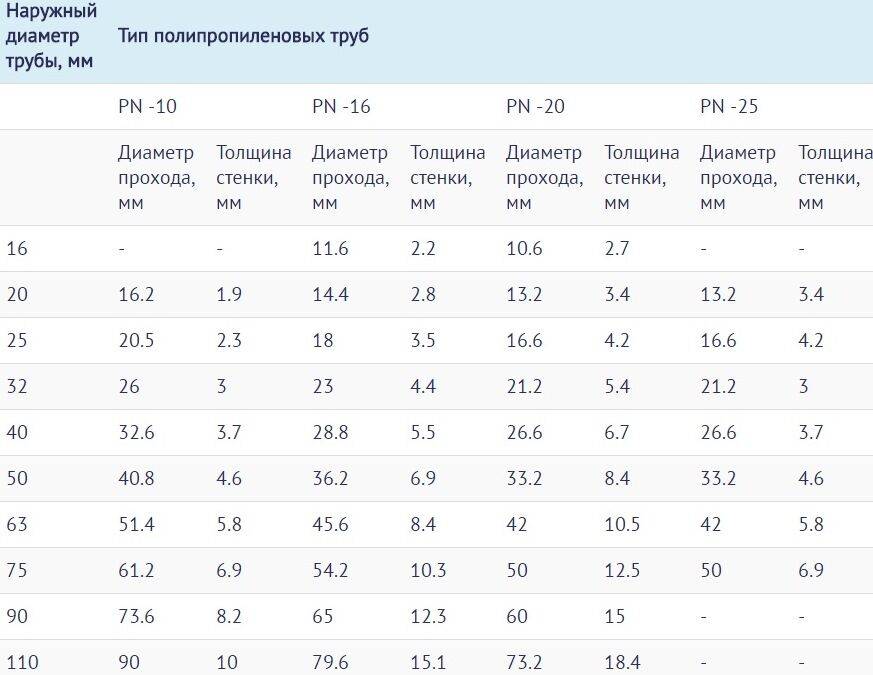
При изготовлении труб применяется принцип: чем выше температура теплоносителя и давление в системе, тем толще стенки.
Таблица, с помощью которой, зная наружный диаметр трубы, можно определить толщину стенки и внутренний диаметр. При этом имеет значение и тип изделий по номинальному давлению
Это минимальные знания, которые нужны для правильного применения PPR труб. Переходим к краткому описанию процесса.
Технологическое описание процесса пайки
Существует два вида пайки полипропилена – стыковой и муфтовый. Первый практически не используется для устройства домашних коммуникаций, так как отличается сложной технологией и применяется исключительно для соединения магистральных труб большого диаметра.
В условиях коттеджа или квартиры применяют муфтовую сварку, идеально подходящую для соединения отрезков труб/фитингов диаметром от 16 мм до 63 мм
Принцип сварки заключается в том, что два отрезка трубы, примерно равные по диаметру и толщине стенки, нагреваются специальным инструментом и соединяются раструбным способом.
Главная особенность: муфта в холодном состоянии должна быть немного меньше по диаметру.
Схема поэтапной пайки PPR труб: 1 этап – соединение деталей и паяльника (сварочного аппарата); 2 – нагревание до необходимой температуры; 3 – герметичный узел
При нагревании образуется зона оплавления полимера
Важно, чтобы она охватила только рабочие, примыкающие друг к другу поверхности
Здесь важно быстро снять детали с инструмента и соединить их между собой, благодаря чему и происходит сращивание двух отрезков в один с последующей полимеризацией. От времени, затраченного на процесс нагрева, и правильно выбранной температуры зависит надежность соединения
Метод стыковки: пайка.
Во время процесса следует учитывать множество факторов, чтобы получить качественный стык деталей. При проведении пайки следует учитывать температурный показатель сварки элементов, время нагрева, диаметр.







Сначала стоит понять, как пользоваться оборудованием для сварки.
Важно! Нельзя спаивать изделия, не выяснив размеры труб, их тип. Сначала следует правильно побрать к трубам ПП фитинги, далее произвести монтаж деталей, придерживаясь инструкции
Сначала следует правильно побрать к трубам ПП фитинги, далее произвести монтаж деталей, придерживаясь инструкции.
Внимание! Для проводки частного водопровода используют трубы с сечением максимум 63 миллиметра. Более крупные размеры изделий устанавливают в магистралях городского значения, они имеют свою технологию монтажа
Окраска полимера не важна при выборе труб, но следует обратить внимание на полоски на трубах:
 1.с синими полосками для водопровода с холодной водой.
1.с синими полосками для водопровода с холодной водой.
2.с красными полосками для водопровода с горячей водой.
Маркировка труб указывает на особенные свойства изделия, на нее опираются во время покупки продукции, также во время сварки.
Материал полипропилен в маркировке указывают с помощью сочетаний букв: PP-H, PP – B, PPR, также PPRC.
Внимание! Сочетания цифр с буквами на трубах дают информацию о диаметре изделия, толщине стенки, типе трубы, максимальном давлении. Эти данные важны во время пайки
Тип труб, различающихся по значению номинального давления, которое они могут выдержать при определенных условиях, позволяет выбрать продукцию, подходящую для установки дома либо на производстве.
Пайка отопления полипропиленовыми трубами: основные правила
Соединение труб
Формат и качество современных материалов и оборудования позволяет осуществлять монтаж надежного водопровода своими руками. Подготовка к работам и сам технологический процесс должны соблюдаться также, как это делают профессионалы. Не забудьте правильно подключить холодный и горячий стояки. Технология включает следование следующим правилам монтажа:
Вне зависимости от типа используемого аппарата оборудование следует держать в рабочем режиме на весь период пайки. Необходимо учитывать, что между каждым соединением в бытовых условиях необходимо будет делать новые замеры, уточнять схему разводку и размеры отдельных элементов. Обычно на это уходит не более 5 минут;
Бытовой водопровод монтируется на место эксплуатации готовыми участками. Сам процесс пайки происходит в удобном месте, в нестесненных условиях. Насадки, подобранные под диаметр труб, следует одевать заранее, чтобы избежать получения ожогов. В аппарат следует вставлять и нагревать оба конца стыкуемых элементов одновременно;
Перед тем как будет осуществлен разогрев внутренней и внешней поверхностей полипропиленовых труб, следует определить глубину шва. Чтобы нанести риску моно воспользоваться свободной насадкой. Методика разметки применяется не только при соединении в попутном направлении, Полипропиленовые трубы обладают достаточной гибкостью, что обеспечивает создание достаточно адаптивных схем разводки. Поэтому риски наносятся обязательно при формировании стыков под углом.
Сваривание полипропиленовых труб происходит однократно. Если качество соединения неудовлетворительное, переделать шов будет невозможно. В этом случае часто обрезают неудачный участок стыковки, что создает перерасход материала
Поэтому крайне важно не торопиться, что не переделывать работу и не бегать в магазин за недешевыми трубами.
Самое главное и простое правило стыковки полипропиленовых элементов – надежное удержание трубок и фитингов до момента затвердевания после разогрева. Ввиду малых сроков остывания многие предпочитают пользоваться руками, что опять же повышает риски получения некачественного шва. Самый надежный способ удержания стыкуемых ППР частей заключается в использовании струбцины. В сочетании с соблюдением остальных правил такой подход обеспечит лучшее качество шва и герметичность всего водопровода в целом.
Режим пайки и его влияние на процесс
Технология пайки полипропиленовых труб заключается в их нагревании, после чего происходит размягчение входящего в их состав пластика. При соединении двух нагретых изделий возникает диффузия (взаимопроникновение) молекул полипропилена одного технических изделий в молекулы другого. В результате образовывается прочная молекулярная связь, делающая получившийся материал герметичным и прочным.
Если наблюдается недостаточный режим, то при соединении двух материалов не произойдет достаточная диффузия. В итоге стык техизделия получится слабым, что приведет к нарушению герметичности всего материала.
На выходе получается трубопровод с минимальным внутренним отверстием в месте стыка, диаметр которого не соответствует технологическим нормам.
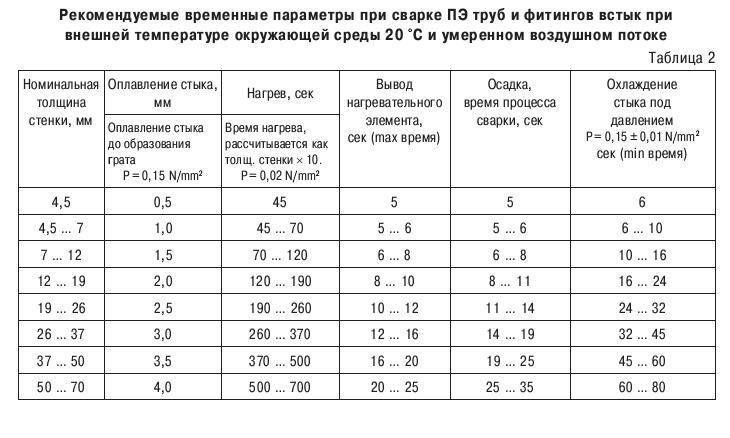
Учитываются надо не только температуру нагрева при сварке полипропиленовых труб, но и время, температурный режим среды и диаметр технических изделий. Время нагрева трубных материалов находится в прямой зависимости от их диаметра.
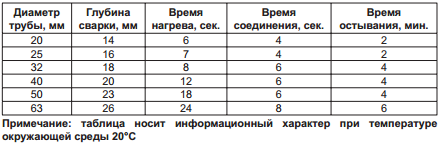
Значение имеет внешняя среда. Минимально допустимый температурный показатель при сваривании изделий из полипропилена составляет -10 С. Максимально допустимый его показатель +90 С. Таблица температур сварки полипропиленовых труб таблица наглядно показывает, что в основном все зависит от времени.
Внешняя среда оказывает сильное влияние на качество пайки. Это связано с тем, что от момента снятия материалов с аппарата для сваривания до их непосредственного соединения проходит время. Подобная пауза сильно влияет на качество сварного шва. При небольшом внешнем температурном режиме в мастерской рекомендуется увеличивать время нагрева стыкуемых изделий на несколько секунд. Внешняя температура пайки полипропиленовых труб 20 мм должна быть выше 0 С
Важно не перегреть их. Есть риск затекания полимера во внутреннее отверстие трубного материала и уменьшения его внутреннего просвета
Это сильно отразится на пропускной способности будущего участка трубопровода.

Снятие трубы с аппарата для пайки
Выдержка температурного режима, ее особенности
Перед тем как ответить, какая температура нужна для сварки полипропиленовых труб, требуется определиться с используемым сварочным аппаратом. Для пайки материалов, изготовленных на основе полипропилена, применяется паяльник. Возникает вопрос: какая температура паяльника для пайки полипропиленовых труб должна устанавливаться? Оптимальным значением являются 260 С. Допустимо проведение сварочных работ в диапазоне 255 -280 С. Если перегреть паяльник свыше 271 С, уменьшив время нагрева, то верхний слой изделий прогреется больше внутреннего. Сварочная пленка окажется чрезмерно тонкой.
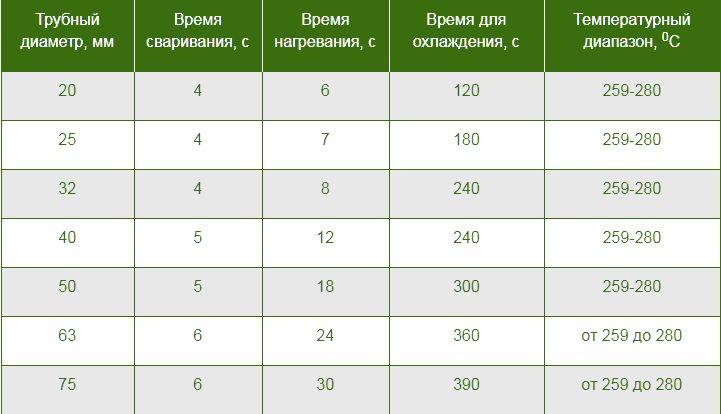
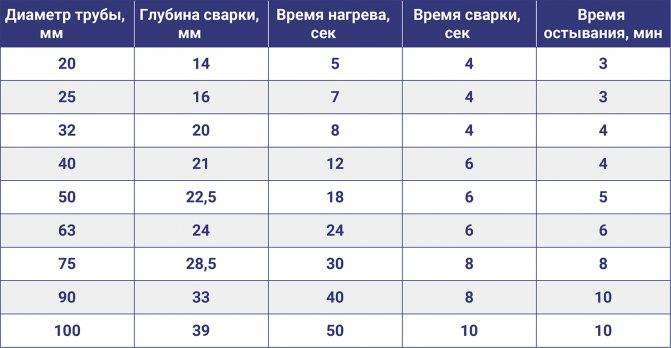
Существует таблица температур пайки полипропиленовых труб.
| Трубный диаметр, мм | Время сваривания, с | Время нагревания, с | Время для охлаждения, с | Температурный диапазон, С |
| 20 | 4 | 6 | 120 | 259-280 |
| 25 | 4 | 7 | 180 | 259-280 |
| 32 | 4 | 8 | 240 | 259-280 |
| 40 | 5 | 12 | 240 | 259-280 |
| 50 | 5 | 18 | 300 | 259-280 |
| 63 | 6 | 24 | 360 | от 259 до 280 |
| 75 | 6 | 30 | 390 | от 259 до 280 |
Температура сварки полипропиленовых труб 20 мм колеблется в диапазоне от 259 до 280 С, как и температура сварки полипропиленовых труб 25 мм.
Нет особых требований к такому показателю, как температура сварки полипропиленовых труб, армированных стекловолокном. Она устанавливается в том же диапазоне, что и для других технических изделий из полипропилена. Перед сваркой необходимо шейвером снять с таких изделий верхний армированный слой.






При сваривании изделий из полипропилена имеются особенности:
- необходимость избегать больших расстояний между паяльником и местом сваривания, поскольку происходит потеря тепла и снижение сварочного температурного режима, приводящее к плохому качеству шва;
- нарушение порядка действий при пайке, при котором мастер не делает последний стык из-за невозможности установить паяльник между двумя изделиями, что становится следствием деформации трубопровода и возникновения статического напряжения в его участках;
- недопустимость последовательного нагрева деталей конструкции.
Фитинг и трубный материал должны нагреваться одновременно, а не последовательно. При несоблюдении требования по равномерному нагреву деталей нарушится вся технология процесса.
Сварочные аппараты для полипропиленовых труб
Начнем с подготовки монтажного инструмента. Поскольку все соединения труб и фитингов из ППР производятся способом пайки, то понадобится специальный паяльник для этой цели.
Применяемый для работы сварочный аппарат для полипропиленовых труб предлагается на рынке двух видов:
- с нагревателем круглого сечения;
- плоским греющим элементом.
Последний в простонародье прозвали «утюг» из-за некоторого внешнего сходства с этим бытовым прибором. Разные сварочные аппараты не имеют принципиальных отличий, только конструктивные. Насадки для труб из тефлона в первом случае надеваются и крепятся к нагревателю наподобие хомутов, а во втором – прикручиваются к нему с двух сторон. В остальном особой разницы нет, а функция прибора одна — пайка полипропилена.
Паяльные аппараты, как правило, продаются в комплекте с насадками. Самый дешевый и минимальный комплект китайского производства – это паяльник мощностью до 800 Вт, подставка для него и насадки для 3 типоразмеров самых распространенных труб – 20, 25 и 32 мм. Если в вашей схеме отопления присутствуют только такие диаметры и вы не планируете паять полипропиленовые трубы где-нибудь еще, кроме своего дома, или заниматься этим профессионально, то бюджетного набора будет вполне достаточно.
Если же в соответствии с расчетом и схемой понадобится состыковывать трубы размеров 40, 50 и 63 мм, то придется потратиться и приобрести другой набор для пайки, в котором есть соответствующие детали. Ну и самые дорогие комплекты производятся в европейских странах, отличаются надежностью в работе и долговечностью. Подобные наборы включают в себя такие инструменты:
- паяльник с подставкой;
- тефлоновые насадки для паяльника всех вышеперечисленных диаметров;
- ножницы для отрезки труб под четким углом 90º;
- шестигранный ключ;
- крестообразная отвертка;
- рулетка;
- перчатки.
Рабочая часть паяльника (нагреватель) любой конструкции рассчитана таким образом, чтобы на ней можно было установить 2—3 насадки для труб малого диаметра. Это позволяет экономить много времени, работая с магистралями размером от 20 до 40 мм.
Немного о мощности аппарата для пайки. Высокая мощность необходима для быстрого и равномерного прогрева деталей больших диаметров, каковыми считаются размеры 63 мм и более. Для домашних целей достаточно иметь утюг мощностью 0.7—1 кВт. Паяльники с нагревателями выше 1 кВт считаются профессиональными, соответственно, стоят дороже обычных.
Время сварки ппр
Для правильного расчёта времени пайки полипропиленовых труб нужно к процессу подготовиться:
- на рабочую часть паяльника или утюга следует установить болванку соответствующего размера;
- паяльник включается;
- нагрев должен достигнуть хотя бы 260 градусов – это оптимальный режим;
- об окончательном нагреве сообщает датчик зелёного цвета.
Теперь предстоит рассчитать время. В принципе, это нужно сделать вообще перед началом монтажа.
Неправильно подобранное время подобной пайки полипропиленовых труб – главная ошибка монтажника. Правильно его рассчитать поможет таблица, о которой будет рассказано ниже. Но нужно учитывать и другие факторы:
- температуру окружающей среды;
- температуру паяльника;
- трубу следует предварительно разогреть;
- правильно рассчитать диаметр фитингов и труб.
И обратиться к следующей таблице.





