

Защита передвижных установок
Все, что было рассмотрено ранее, традиционно относится к обычному стационарному оборудованию. Иной подход наблюдается при необходимости заземления передвижных электроустановок, для которых выполнение требований по переходному сопротивлению несколько затруднено. В связи с этим ПУЭ допускают повышение его величины до предельного значения, равного 25-ти Омам.
Последнее требование справедливо лишь для установок с автономным питанием, имеющим изолированную от земли нейтраль (в качестве примера может быть приведено ГРПШ).
Этот вид заземляющих устройств традиционно применяется для тех образцов оборудования, которые не являются источниками питания для остальных установок и не склонны к искрообразованию. Другая область их применения – передвижные агрегаты, оснащенные собственными стационарными заземлителями, не используемыми в данный момент. Передвижные установки с автономным питанием из-за возможного образования трущихся сочленений и изолированной от земли нейтрали подлежат регулярному освидетельствованию в части состояния защитной оболочки (изоляционного покрытия).
Зануление, заземление, заземлитель – в чем разница
Цель данной статьи – дать развернутое описание заземления и всего, что с ним связано. В первую очередь необходимо обозначить разницу между этими понятиями. Не стоит путать заземление, заземлитель и заземляющее устройство при наладке сварочного оборудования. Так, заземление – это запланированный контакт оборудования или некоторых его частей с заземляющим устройством.
Иными словами, заземление – это процесс, а заземляющее устройство и заземлитель – нет. Заземляющее устройство представляет собой ансамбль заземлителя и заземляющих проводников. Заземлителем же может быть один либо несколько элементов, проводящих ток. Чаще всего эту роль играет кабель. Его главная задача – соединить сварочный аппарат с землей и передавать на нее вышедшую из-под контроля электроэнергию.

То, как заземляется сварочное оборудование, определяется целью и функциями заземляющего устройства. Так, последние условно подразделяются на три типа: защитные, грозозащитные и рабочие. Их задача обозначена в самом названии: защитные устройства оберегают людей и животных от удара током при соприкосновении со сварочной установкой. Они пригодятся в случае, если кабель фазы соприкоснется с металлической частью установки, не предназначенной для передачи тока, тем самым передав на нее напряжение.
Грозозащитные устройства направляют электричество от удара молнии в землю, заземляя при этом стержневые или тросовые разрядники и молниеотводы.
Рекомендуем статьи по металлообработке
- Марки сталей: классификация и расшифровка
- Марки алюминия и области их применения
- Дефекты металлический изделий: причины и методика поиска
Рабочие устройства, отвечающие за заземление оборудования, обеспечивают его бесперебойный режим работы в штатных и в аварийных условиях. Иными словами, защита такого типа нацелена не на безопасность мастера, а на обеспечение исправного функционирования агрегата.
Существуют также устройства, которые одновременно выполняют и защитные, и рабочие функции. По своей природе заземлители разделяются на естественные и искусственные. Разница не в том, что одни рукотворные, а другие – нет. Дело в том, что естественные изначально задумывались не как заземлители. Это может быть арматура в металлическом каркасе бетонного строения или водопровод
Важно знать, что нельзя использовать в качестве заземлителя трубы, имеющие изоляционное покрытие. А вот искусственные – это заземлители, которые были специально созданы для этих целей
Зануление – это факт создания связи между металлическим каркасом электрического прибора и нейтральности генератора или трансформатора. Как правило, для этого используется отдельный кабель, который так и называется – нулевой. Функция зануления заключается в создании возможности автоматического отключения питания от прибора, если произойдет короткое замыкание. Так, при возникновении проблемы аварийный участок будет моментально обесточен предохранителем или автоматом.
Классификация заземлителей
Строгое соответствие стандартным мерам безопасности предполагает заземление электрических контуров в обязательном порядке. Сделать это можно двумя способами:
- вертикальным;
- горизонтальным.
Первый предусматривает использование труб, уголков или пластин, изготовленных из металла. Эти элементы нужно вкопать в грунт. В результате существенным образом экономится пространство. Преимуществом этого способа выступает отличная проводимость электрического тока, поскольку металлические детали вступают в непосредственный контакт с влажными земельными слоями.
Вертикальное заземление может применяться не во всех случаях. Там, где это по каким-то причинам невозможно, используют горизонтальный способ или глубинный. Особенность его состоит в закапывании в землю на определенную глубину металлических стержней, соединенных между собой.
Маркировка заземлительных систем
- TN-C;
- TN-C-S;
- TT;
- IT.
В названии заземления первая буква указывает на разновидность источника питания:
- T — нейтраль источника электропитания стыкуется с грунтом;
- I — токоведущие элементы не контактируют с землей.
Вторая буква информирует о способе заземления открытых токопроводящих элементов электрической установки:
- N — прямой контакт с местом заземления источника питания;
- T — непосредственная связь с грунтом.
Буквы после дефиса сообщают информацию о методе обустройства защитного проводника (PE) и нуля:
- C — задачи проводников выполняются одним проводником PEN;
- S — функции проводников выполняются несколькими проводящими устройствами.
Система заземления TN-C
Заземление электроустановок типа TN-C применяется в трехфазных четырехпроводных и однофазных двухпроводных электросетях. Чаще всего подобные заземлительные системы встречаются в сооружениях старой постройки. Преимущества TN-С состоят в простоте и доступности системы. Однако уровень безопасности системы оставляет желать лучшего. Поэтому в современных зданиях TN-C не используется.
Система заземления TN-C-S
Защитное заземление электроустановок TN-C-S чаще всего применяется при проведении реконструкций старых электросетей с объединенными рабочими и защитными проводниками на вводе. Таким образом, чтобы установить в здании систему TN-C-S, в нем должно существовать более старое заземление — TN-C-S. Усовершенствованная система также отличается простотой установки и эксплуатации, но при этом более надежна.
Система заземления TN-S
В TN-S рабочие и нулевые проводники располагаются по отдельности. При этом нуль (PE) объединяет все токоведущие элементы электрической установки. Во избежание повторного заземления обустраивают трансформаторную подстанцию с основным заземлением. Достоинствами TN-S считаются небольшая длина проводника от кабельного входа в установку до системы заземления, а также низкая вероятность электромагнитных помех.
Система заземления TT
Данный тип заземления характерен тем, что все токоведущие компоненты имеют непосредственный контакт с землей. При этом заземлители установки электрически не связаны с заземлителем нейтрали электроподстанции.
Система заземления IT
Характерная особенность заземления IT — изолированность нейтрали от грунта или ее заземления через элементы с высоким сопротивлением. В результате такого решения удается значительно уменьшить воздействие тока утечки на корпус. IT применяют в строениях, работающих в условиях жестких требований по электробезопасности.

Как заземляется сварочное оборудование
Любые устройства, питающиеся от электросети, согласно требованиям ПУЭ должны заземляться, что гарантирует надёжную защиту работающего на них персонала от случайного поражения электрическим током.
Заземление сварочного аппарата, относящегося к категории таких электрических приборов, также считается обязательным. В инструкции к любому инвертору или трансформаторному сварочному оборудованию указано, что включать его без заземления запрещено.
Особенность работ по заземлению
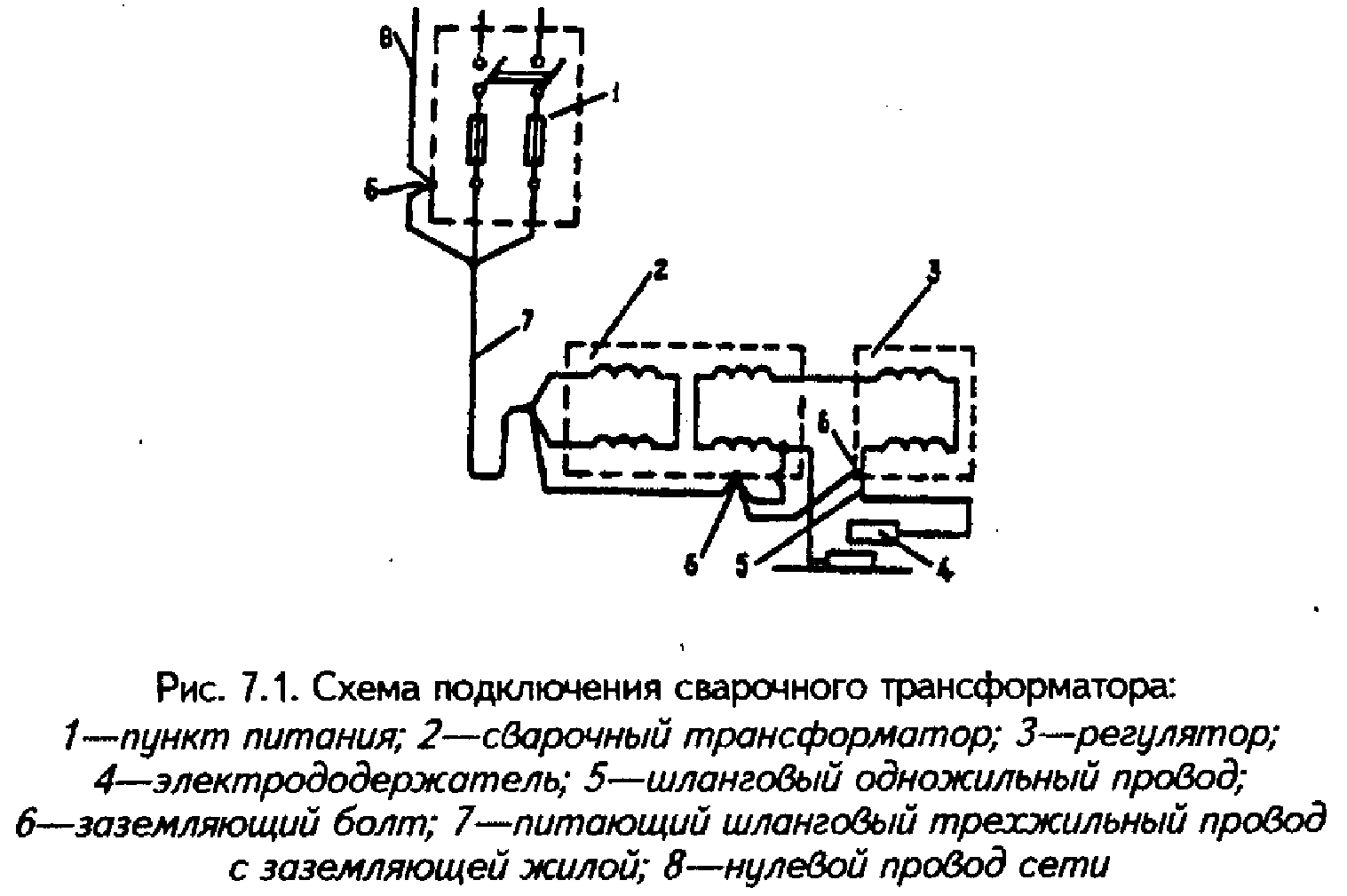
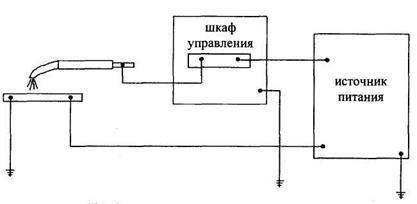
С учётом специфики сварочного оборудования разработаны конкретные схемы и правила заземления корпусов источников тока и трансформаторов. Они позволяют организовать цепи отвода опасных потенциалов от токопроводящих частей.
Специфика заземления сварочного оборудования проявляется в следующих требованиях:
- последовательное заземление нескольких сварных агрегатов или постов недопустимо (каждая единица оборудования должна иметь своё собственное заземляющее устройство – ЗУ);
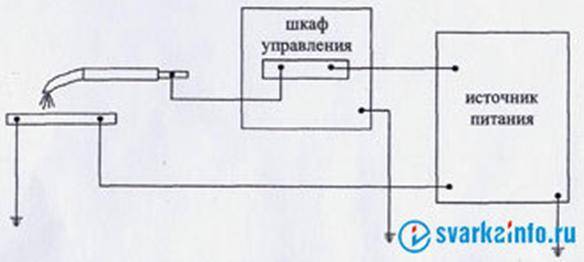
- к устройству заземления должны подключаться все токоведущие части сварочного оборудования, включая вторичные выводы трансформаторного преобразователя;
- временное крепление специального заземляющего проводника должно производиться с высокой степенью защиты от ослабления (на болтовой контакт, оснащённый специальной шпилькой);
- место подключения заземляющей шины должно помечаться специальным символом, с понятным для оператора обозначением.
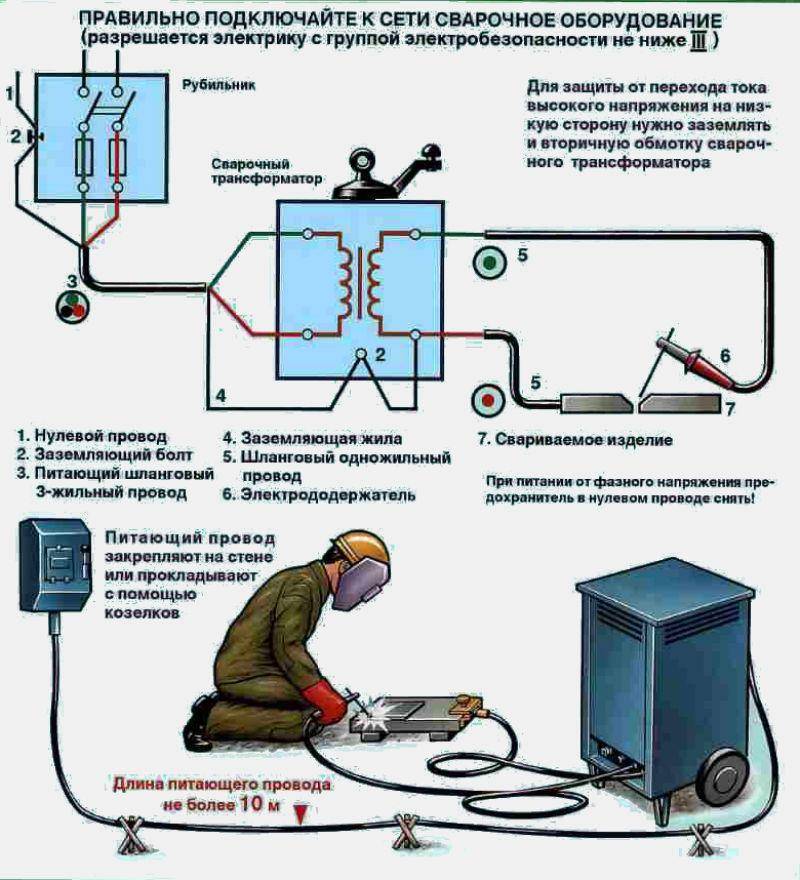
Помимо этого, при включении оборудования для сварки в питающую сеть 220/380 Вольт с глухозаземленной «нейтралью», такая защита должна быть организована и во входных цепях трансформатора. В домашних условиях функцию защиты от пробоя электротока на корпус сварочного оборудования выполняет УЗО.
Контроль состояния заземления
Согласно требованиям ПУЭ для эффективной защищённости от случайного электрического удара суммарное сопротивление заземляющего устройства не должно быть более 5 Ом.
Для достижения этого показателя при обустройстве заземления сварочного оборудования следует обеспечить требуемую электропроводность системы, увеличивая площадь контакта элементов с грунтом.
В реальных условиях достичь показателя в 5 Ом удаётся с большим трудом. Для обеспечения нормируемой величины переходного сопротивления используются искусственные приёмы его снижения (введением в прилежащий грунт специальных химикатов).
Независимо от способа обустройства заземляющей конструкции, все её открытые части (и в особенности – стыки) должны быть обработаны защитным составом. В качестве такого покрытия обычно используется разогретая до жидкого состояния смола.
В процессе таких проверок осуществляется визуальный осмотр открытых мест соединения частей ЗУ или делается контрольная выемка грунта на глубину, определяемую требованиями ПУЭ. В последнем случае проверяют состояние скрытых в земле шин и сварных соединений.
Правила заземления сварочных аппаратов
Согласно правилам безопасности, любое электрическое оборудование должно быть заземлено – заземление сварочного аппарата не является исключением. В данном материале описаны основные правила заземления различного сварочного оборудования.
Зачем заземлять
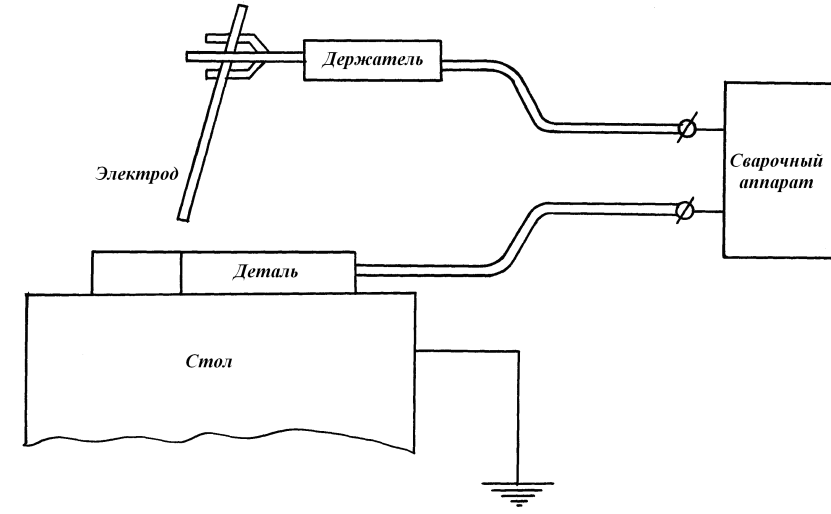
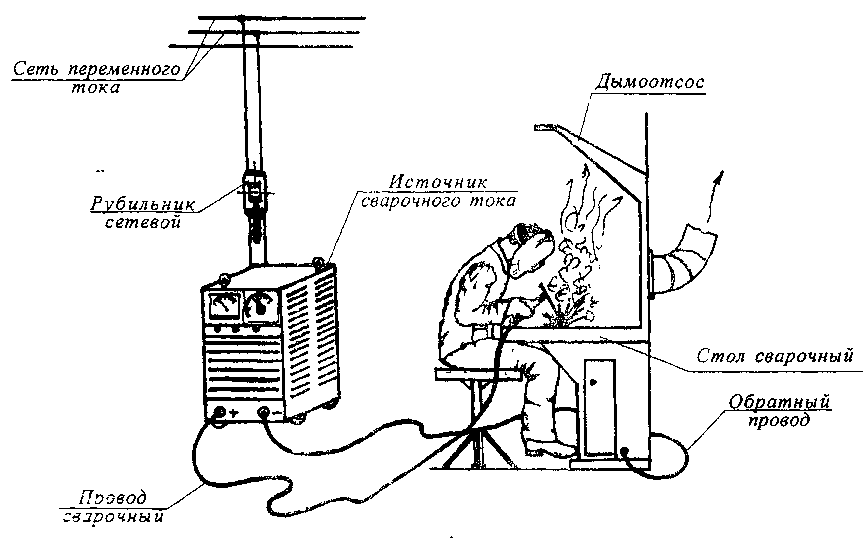
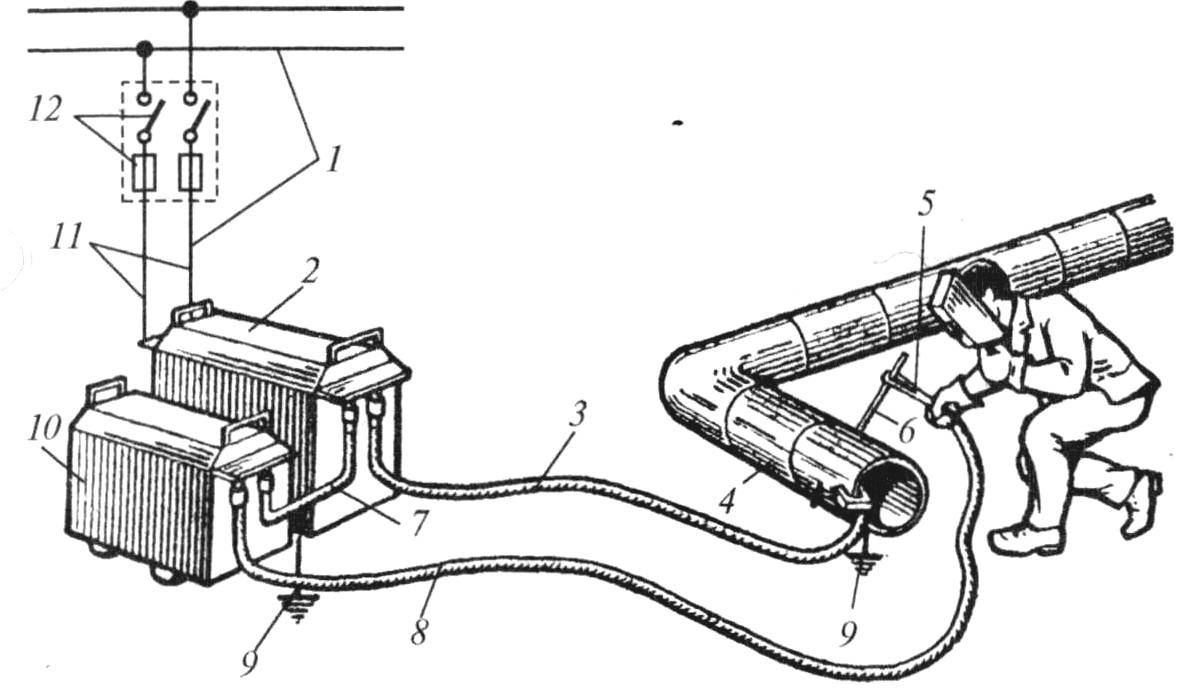
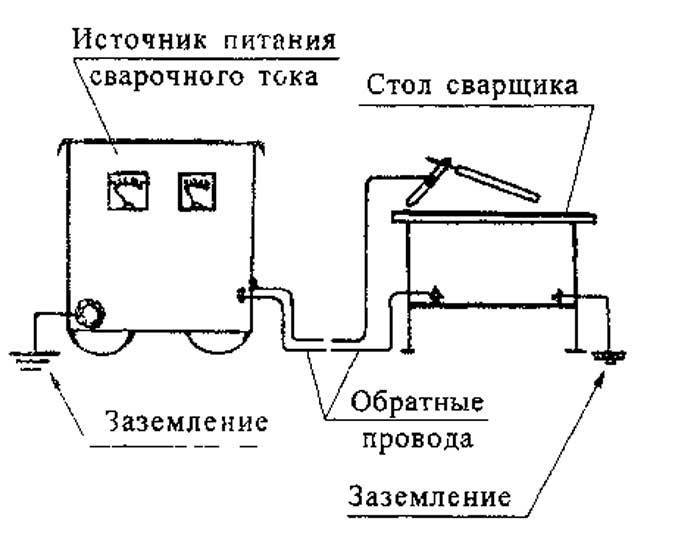
Стационарное сварочное оборудование, вне зависимости от схемы подключения к электрической сети, в большинстве случаев имеет отдельный заземляющий контур. Обычно, один конец заземляющего кабеля, крепится к металлическому корпусу сварочного аппарата, а другой – к вкопанному в землю металлическому стержню.
Благодаря такому соединению корпуса сварки с поверхностью земли, возникает равенство потенциалов между ними. Если корпус окажется под напряжением, и рабочий к нему прикоснется, то из-за равенства потенциалов удара током не произойдет. Это относится и к другим частям аппарата, способным проводить ток. Поскольку электросварочное оборудование работает с большими по величине токами, заземление может спасти жизнь.
Основные требования
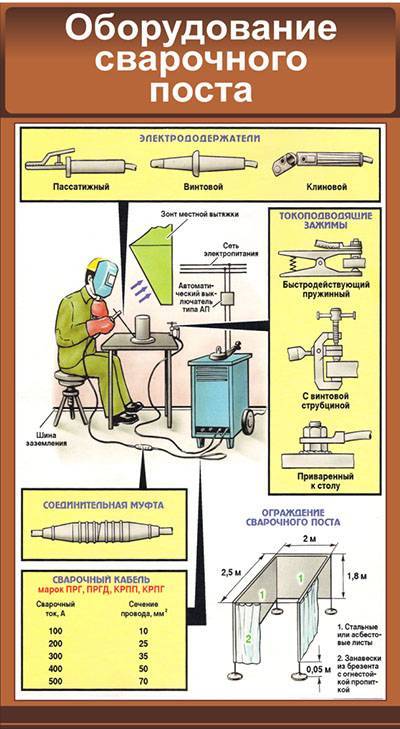
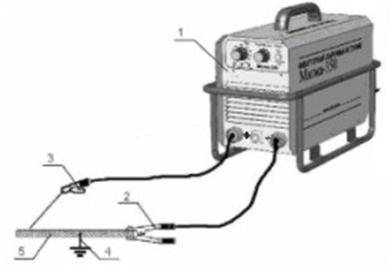
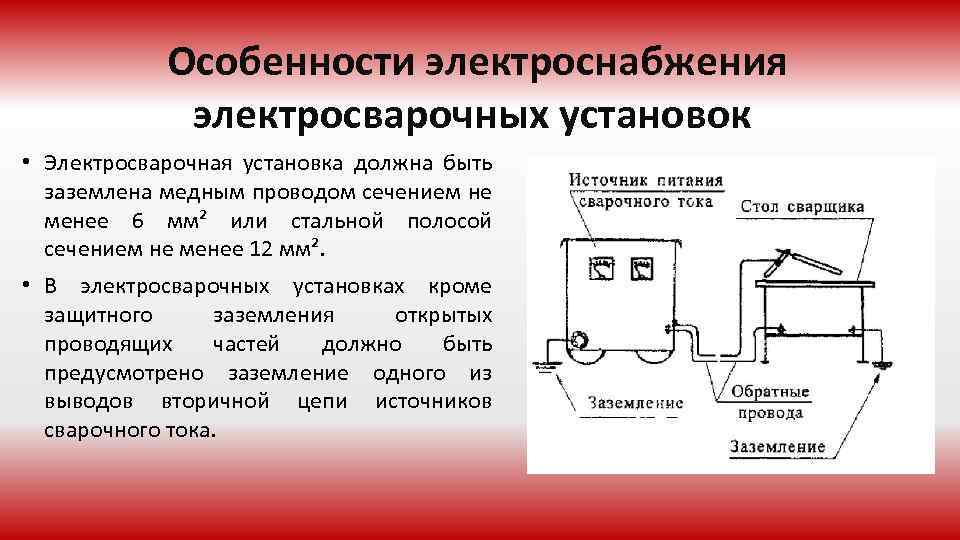
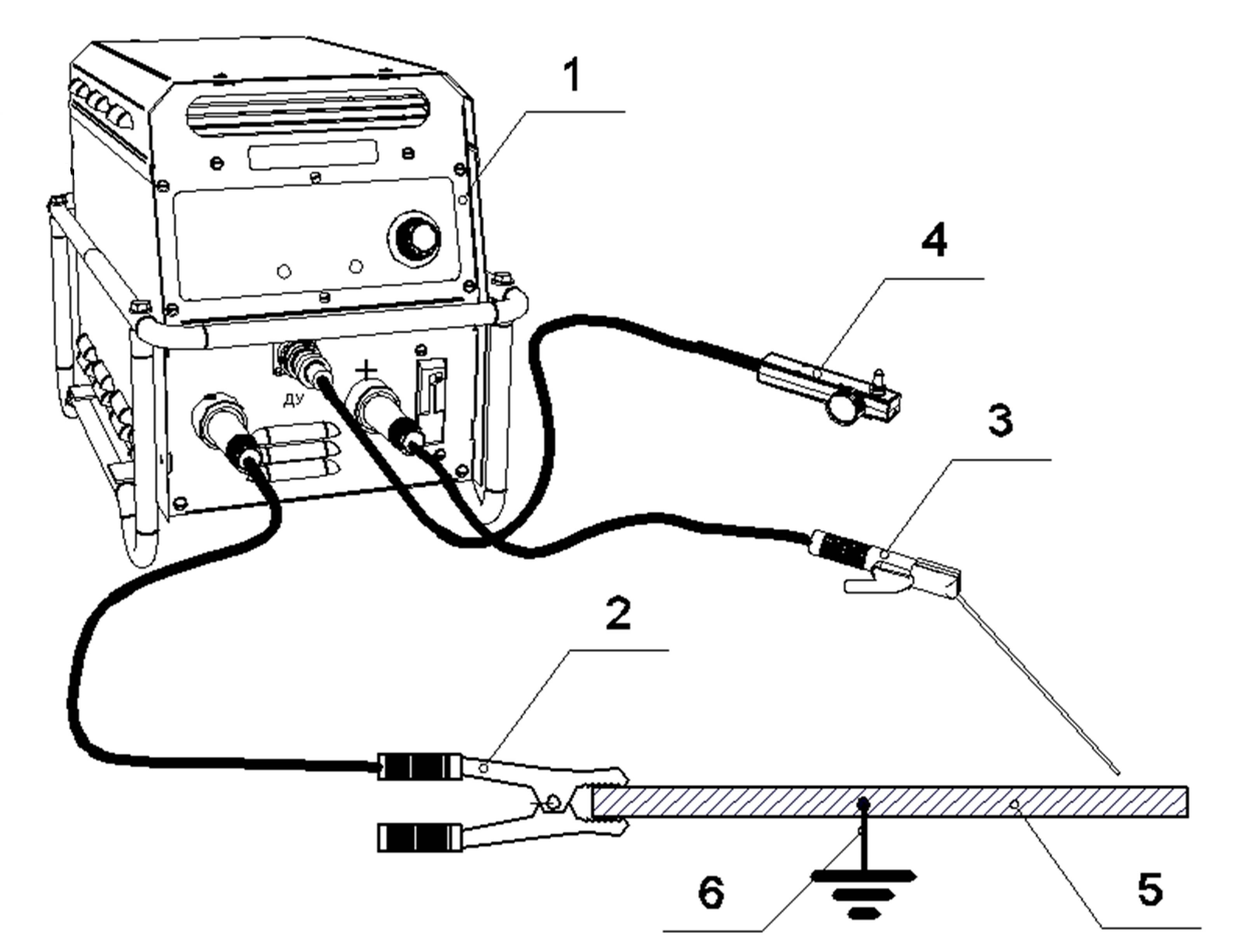
Заземление делают медным кабелем сечением минимум 6 мм или металлической арматурой сечением минимум 12 мм. Крепят медный кабель к корпусу через специальный болт на установке, помеченный надписью «Земля» (возможно и другое обозначение). Кроме основного электросварочного оборудования, в аппаратах для дуговой сварки необходимо заземлять и тот зажим вторичной обмотки, к какому подключается проводник, идущий к свариваемой детали.
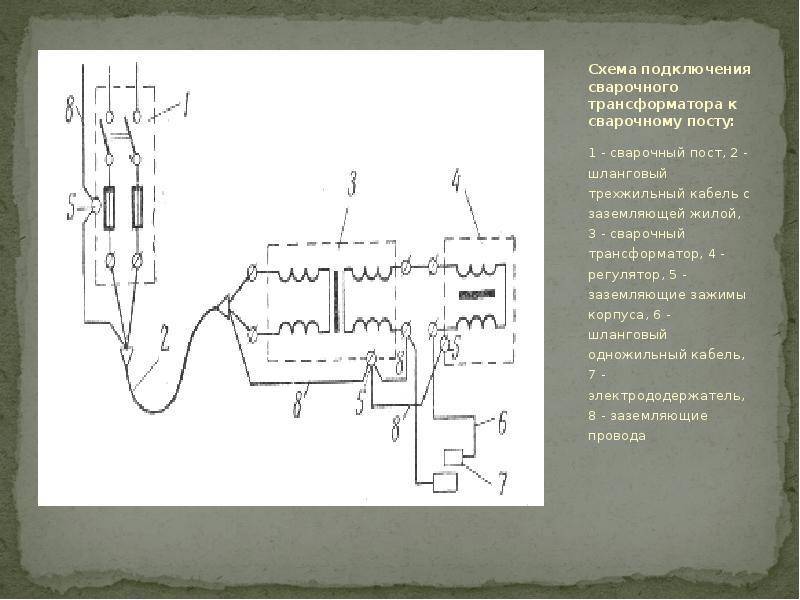
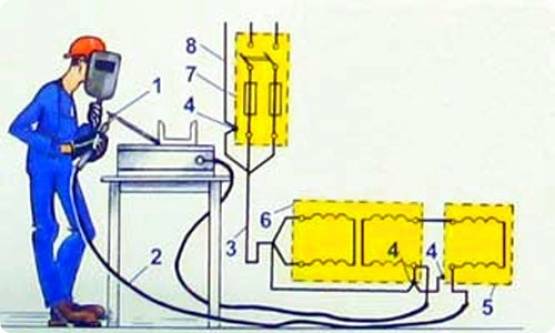
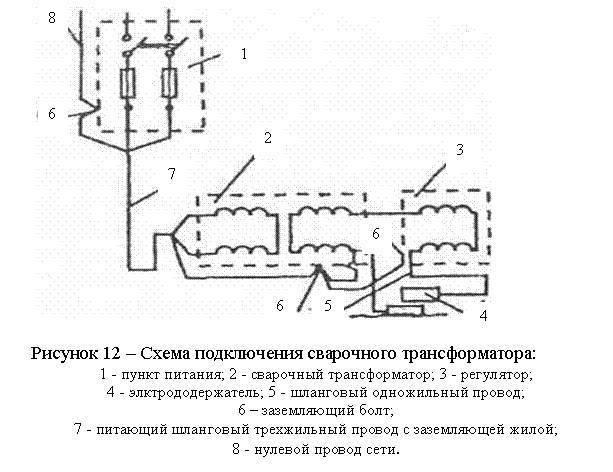
Если кабель, подводящий ток, двужильный, то для заземления сварочного трансформатора нельзя применять провода «ноль» и «фаза».
Основные требования по обеспечению электробезопасности:
- все нетоковедущие элементы сварочных установок должны быть подключены к заземляющему контуру;
- сварочные аппараты, для подключения к заземляющему контуру, оснащаются специальным болтом с соответствующим обозначением, к которому прикреплен заземляющий провод;
- для каждой электрической установки должна быть предусмотрена отдельная точка заземления;
- запрещается сварочные аппараты заземлять последовательно;
- если нет никакой возможности заземлить оборудование, необходимо использовать устройство защитного отключения.
Для эффективной защиты от поражения током, по нормам электробезопасности, сопротивления заземляющего контура не должно превышать 5 Ом. Для того чтобы добиться заданных параметров необходимо обеспечить максимально большую площадь контакта заземлителя с землей, а так же хорошую токопроводимость.
Для соединения заземлителя с заземляющим проводником используется метод сварки или применяются хомуты. Независимо от метода соединения, стык необходимо защитить от возможной коррозии, для этого, чаще всего, применяется смола.
Электрические сварочные аппараты, для обеспечения безопасной работы, необходимо каждый месяц проверять на наличие оголенных токоведущих элементов, замыкания на корпус, целостность заземляющего контура.
Проверяется наличие замыкания между элементами обмотки трансформатора, а также исправность систем защиты.
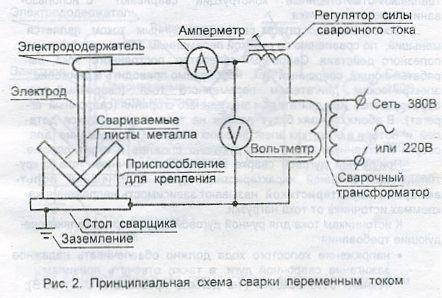
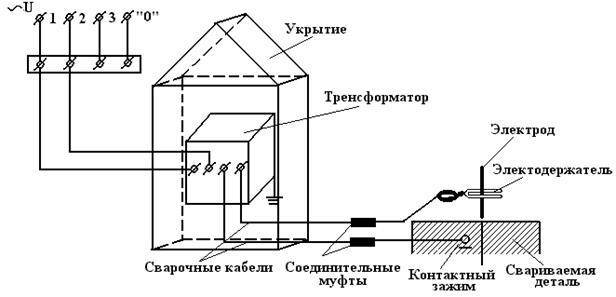
В электросварочных аппаратах, в которых создается дуга между электродом и проводящей электричество деталью, необходимо кроме элементов корпуса, заземлять вывод вторичной обмотки источника напряжения, соединяемый обратным кабелем с деталью.
Классификация заземлителей
Искусственный контур заземления сварочного оборудования может быть выполнен вертикальным способом и горизонтальным.
При выполнении вертикального заземляющего контура, чаще всего, используют металлические уголки, трубы или пластины, закопанные в землю. Запрещается для контура заземления использовать алюминий, так как в следствии электрокоррозии он быстро разрушается.
В местах, где по тем или иным причинам невозможен монтаж вертикального заземления, применяется горизонтальное (глубинное) заземление. В грунт, на необходимую глубину, помещают один или несколько металлических стержней, концы которых соединяют между собой.
Главным преимуществом вертикального заземления является экономия пространства. Но это не единственное достоинство данного способа заземления – за счет контакта со слоями земли, которые насыщены влагой, достигается отличная токопроводимость.


Зануление, заземление, заземлитель – в чем разница
Цель данной статьи – дать развернутое описание заземления и всего, что с ним связано. В первую очередь необходимо обозначить разницу между этими понятиями. Не стоит путать заземление, заземлитель и заземляющее устройство при наладке сварочного оборудования. Так, заземление – это запланированный контакт оборудования или некоторых его частей с заземляющим устройством.
Иными словами, заземление – это процесс, а заземляющее устройство и заземлитель – нет. Заземляющее устройство представляет собой ансамбль заземлителя и заземляющих проводников. Заземлителем же может быть один либо несколько элементов, проводящих ток. Чаще всего эту роль играет кабель. Его главная задача – соединить сварочный аппарат с землей и передавать на нее вышедшую из-под контроля электроэнергию.
То, как заземляется сварочное оборудование, определяется целью и функциями заземляющего устройства. Так, последние условно подразделяются на три типа: защитные, грозозащитные и рабочие. Их задача обозначена в самом названии: защитные устройства оберегают людей и животных от удара током при соприкосновении со сварочной установкой. Они пригодятся в случае, если кабель фазы соприкоснется с металлической частью установки, не предназначенной для передачи тока, тем самым передав на нее напряжение.
Грозозащитные устройства направляют электричество от удара молнии в землю, заземляя при этом стержневые или тросовые разрядники и молниеотводы.
Рекомендуем статьи по металлообработке
- Марки сталей: классификация и расшифровка
- Марки алюминия и области их применения
- Дефекты металлический изделий: причины и методика поиска
Рабочие устройства, отвечающие за заземление оборудования, обеспечивают его бесперебойный режим работы в штатных и в аварийных условиях. Иными словами, защита такого типа нацелена не на безопасность мастера, а на обеспечение исправного функционирования агрегата.
Существуют также устройства, которые одновременно выполняют и защитные, и рабочие функции. По своей природе заземлители разделяются на естественные и искусственные. Разница не в том, что одни рукотворные, а другие – нет. Дело в том, что естественные изначально задумывались не как заземлители. Это может быть арматура в металлическом каркасе бетонного строения или водопровод
Важно знать, что нельзя использовать в качестве заземлителя трубы, имеющие изоляционное покрытие. А вот искусственные – это заземлители, которые были специально созданы для этих целей
Зануление – это факт создания связи между металлическим каркасом электрического прибора и нейтральности генератора или трансформатора. Как правило, для этого используется отдельный кабель, который так и называется – нулевой. Функция зануления заключается в создании возможности автоматического отключения питания от прибора, если произойдет короткое замыкание. Так, при возникновении проблемы аварийный участок будет моментально обесточен предохранителем или автоматом.
Устройство заземления своими руками: поэтапная инструкция
Если Вы задаетесь вопросом: «как сделать заземление на даче?», то для выполнения данного процесса потребуется следующий инструмент:
- сварочный аппарат или инвертер для сварки металлопроката и вывода контура на фундамент здания;
- угловая шлифмашинка (болгарка) для разрезания металла на заданные куски;
- гаечные глючи для болтов с гайками М12 или М14;
- штыковая и подборная лопаты для рытья и закапывания траншей;
- кувалда для вбивания электродов в землю;
- перфоратор для разбивания камней, которые могут встречаться при рытье траншей.
Чтоб правильно и согласно нормативным требованиям выполнить контур заземления в частном доме нам потребуются следующие материалы:
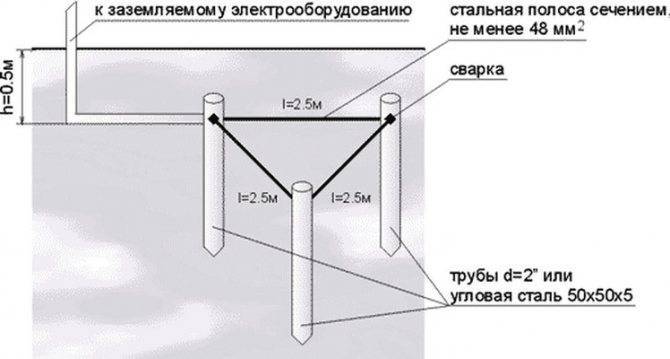
- Уголок 50х50х5 — 9 м (3 отрезка по 3 метра).
- Сталь полосовая 40х4 (толщина металла 4 мм и ширина изделия 40 мм) — 12 м в случае вывода одной точки заземлителя на фундамент здания. Если же Вы хотите выполнить контур заземления по всему фундаменту к указанному количеству добавьте общий периметр здания и еще возьмите запас для подрезки.
- Болт М12 (М14) с 2 шайбами и 2-я гайками.
- Медный заземлитель. Может быть использована заземляющая жила 3-х жильного кабеля либо провод ПВ-3 с сечением 6–10 мм².
После того как все необходимые материалы и инструменты есть в наличии можно переходить непосредственно к монтажным работам, которые детально расписаны в следующих главах.
Выбор места для монтажа контура заземления
В большинстве случаев рекомендуется монтировать контур заземления на расстоянии в 1 м от фундамента здания в месте где оно будет скрыто от человеческого глаза и к которому будет сложно добраться как людям, так и животным.
Такие меры необходимы для того, что при повреждении изоляции в электропроводке потенциал будет идти на контур заземления и может возникнуть шаговое напряжение, которое может привести к электротравме.
Выполнение земляных работ
После того как было выбрано место, выполнена разметка (под треугольник со сторонами 3 м), определено место вывода полосы с болтами на фундамент здания можно приступать к земляным работам.
Для этого необходимо с помощью штыковой лопаты по периметру размеченного треугольника со сторонами по 3 м снять слой земли в 30–50 см. Это необходимо для того, чтоб в дальнейшем без особых трудностей к заземлителям приварить полосовой металл.
Также стоит дополнительно прокопать траншею такой же глубины для подвода полосы к зданию и выводу ее на фасад.
Забивание заземлителей
После подготовки траншеи можно приступать к монтажу электродов контура заземления. Для этого предварительно с помощью болгарки необходимо заточить края уголка 50х50х5 или круглой стали диаметром 16 (18) мм².
Далее выставить их в вершины полученного треугольника и с помощью кувалды забить в землю на глубину 3 м
Также важно чтоб верхние части заземлителей (электродов) находились на уровне выкопанной траншеи чтоб к ним можно было приварить полосу
Сварные работы
После того как электроды будут забиты на необходимую глубину с помощью стальной полосы 40х4 мм необходимо сварить между собой заземлители и вывести данную полосу на фундамент здания где будет подключен заземляющий проводник дома, дачи или коттеджа.
Там, где полоса будет выходить на фундамент на высоте 0.3–1 мот земли, необходимо приварить болт М12 (М14) к которому в дальнейшем будет подключено заземления дома.
Обратная засыпка
После выполнения всех сварных работ полученную траншею можно засыпать. Однако перед этим рекомендуется залить траншею соляным раствором в пропорции 2–3 пачки соли на ведро воды.




После полученную почву необходимо хорошо утрамбовать.
Проверка контура заземления
После выполнения всех монтажных работ возникает вопрос «как проверить заземление в частном доме?». Для этих целей конечно обычный мультиметр не подойдет, поскольку у него очень большая погрешность.
Для выполнения данного мероприятия подойдут приборы Ф4103-М1, Клещи Fluke 1630, 1620 ER и так далее.
Однако эти приборы очень дорогие, и если Вы выполняете заземление на даче своими руками, то для проверки контура Вам будет достаточно обычной лампочки на 150–200 Вт. Для данной проверки Вам необходимо один вывод патрона с лампочкой подключить к фазному проводу (обычно коричневого цвета) а второй — к контуру заземления.
Если лампочка будет ярко светить — все отлично и контур заземления полноценно функционирует, если же лампочка будет тускло светить или вообще не испускать световой поток — значит контур смонтирован неверно и нужно либо проверять сварные стыки или монтировать дополнительные электроды (что бывает при низкой электропроводимости почвы).
Заземление оборудования для сварки
Любые устройства, питающиеся от электросети, согласно требованиям ПУЭ должны заземляться, что гарантирует надёжную защиту работающего на них персонала от случайного поражения электрическим током. Заземление сварочного аппарата, относящегося к категории таких электрических приборов, также считается обязательным. В инструкции к любому инвертору или трансформаторному сварочному оборудованию указано, что включать его без заземления запрещено.
Особенность работ по заземлению
С учётом специфики сварочного оборудования разработаны конкретные схемы и правила заземления корпусов источников тока и трансформаторов. Они позволяют организовать цепи отвода опасных потенциалов от токопроводящих частей.
Специфика заземления сварочного оборудования проявляется в следующих требованиях:
- последовательное заземление нескольких сварных агрегатов или постов недопустимо (каждая единица оборудования должна иметь своё собственное заземляющее устройство – ЗУ);
- к устройству заземления должны подключаться все токоведущие части сварочного оборудования, включая вторичные выводы трансформаторного преобразователя;
- временное крепление специального заземляющего проводника должно производиться с высокой степенью защиты от ослабления (на болтовой контакт, оснащённый специальной шпилькой);
- место подключения заземляющей шины должно помечаться специальным символом, с понятным для оператора обозначением.
Помимо этого, при включении оборудования для сварки в питающую сеть 220/380 Вольт с глухозаземленной «нейтралью», такая защита должна быть организована и во входных цепях трансформатора. В домашних условиях функцию защиты от пробоя электротока на корпус сварочного оборудования выполняет УЗО.
Контроль состояния заземления
Согласно требованиям ПУЭ для эффективной защищённости от случайного электрического удара суммарное сопротивление заземляющего устройства не должно быть более 5 Ом. Для достижения этого показателя при обустройстве заземления сварочного оборудования следует обеспечить требуемую электропроводность системы, увеличивая площадь контакта элементов с грунтом.
В реальных условиях достичь показателя в 5 Ом удаётся с большим трудом. Для обеспечения нормируемой величины переходного сопротивления используются искусственные приёмы его снижения (введением в прилежащий грунт специальных химикатов).
Независимо от способа обустройства заземляющей конструкции, все её открытые части (и в особенности – стыки) должны быть обработаны защитным составом. В качестве такого покрытия обычно используется разогретая до жидкого состояния смола.
И, наконец, с целью контроля исправности системы заземлителей в соответствии с требованиями нормативов должны проводиться регулярные проверки их текущего состояния. В процессе таких проверок осуществляется визуальный осмотр открытых мест соединения частей ЗУ или делается контрольная выемка грунта на глубину, определяемую требованиями ПУЭ. В последнем случае проверяют состояние скрытых в земле шин и сварных соединений.
Область применения
7.6.1. Настоящая глава Правил распространяется на оборудуемые и используемые в закрытых помещениях или на открытом воздухе стационарные, переносные и передвижные электросварочные установки (ЭСУ), предназначенные для выполнения электротехнологических процессов сварки, наплавки, напыления, резки плавлением (разделительной и поверхностной) и сварки с применением давления, в том числе:
- дуговой и плазменной сварки, наплавки, переплава, напыления, резки;
- электрошлаковой сварки, электрошлакового и плазменно-дугового переплава;
- индукционной сварки и наплавоения;
- электронно-лучевой сварки;
- лазерной сварки и резки;
- сварки контактным разогревом;
- контактной или диффузионной сварки;
- дугоконтактной сварки (с разогревом до пластического состояния торцов свариваемого изделия возбужденной дугой, вращающейся в магнитном поле, с последующим контактным соединением их давлением).
Требования настоящей главы относятся к электросварочным установкам при использовании в них плавящихся или неплавящихся электродов, при обработке (соединении, резке и др.) металлических или неметаллических материалов в воздушной среде или среде газа (аргона, гелия, углекислого газа, азота и др.) при давлениях атмосферном, повышенном или пониженном (в том числе в вакууме), а также под водой или под слоем флюса.
7.6.2. Электросварочные установки должны удовлетворять требованиям разд. 1, 2, 3, 4, 5, 6, гл. 7.3, 7.4, 7.5 Правил в той мере, в какой они не изменены настоящей главой.





