

Правила безопасности
При работе с паяльником необходимо:
Следить, чтобы жало не касалось провода питания самого инструмента и других электрических приборов
Неосторожное обращение с устройством способствует расплавлению кабелей с последующим коротким замыканием. Проверить состояние питающего провода, корпуса и вилки
Инструменты и приборы не должны иметь повреждений, способствующих поражению человека током. Класть паяльник на жаропрочную подставку. Горячий инструмент должен быть зафиксирован в держателях. Брать инструмент только за рукоятку, направлять жало от себя. Ручка не должна выскальзывать или нагреваться при работе.
Как работает паяльник
Излучающие тепло приспособления для пайки называют паяльниками. В зависимости от способа нагрева они бывают электрическими, газовыми, термовоздушными, индукционными. Чаще всего используются электрические приборы, мощность которых выбирается для пайки определенных материалов:
- для соединения электронных компонентов мощность паяльника должна быть до 40 В;
- для деталей с тонкими стенками до 1 мм необходима мощность в 80-100 Вт;
- заготовки с толщиной стенок от 2 мм и более требуют мощность приспособления выше 100 Вт.
К самым энергоемким паяльникам относятся молотковые устройства, мощность которых может достигать до 550 Вт. Они могут разогреваться до температуры в 600С. Применяются молотковые паяльники для соединения массивных деталей.
Акустический паяльник небольших размеров пригодится для электротехника. Приспособление отличается низкой теплоемкостью, поэтому его используют для тонкой паечной работы.
Кроме массивности металлических изделий, на требуемую мощность паяльника влияет теплопроводность самого обрабатываемого материала. Так, например, для медных изделий прибор следует нагревать намного сильнее, чем для работы с деталями из стали.
Оптимально необходимая температура жала приспособления для пайки может поддерживаться как вручную, так и автоматически. Используются для этого тиристорные регуляторы.
Секреты пайки
- Использование материалов по назначению. Для пайки можно применять олово. Но его температура плавления составляет 230 ºС. При радиомонтаже соединяемые детали могут выйти из строя из-за перегрева. Сплав олова со свинцом становится жидким при температуре 180-200 ºС. К тому же он дешевле, а качество соединения получается не хуже. Чистое олово преимущественно используют при ремонте емкостей. В радиомонтажных работах применяют припой марки ПОС-61, где число показывает процентное содержание олова. Для удаления окислов с места соединения применяют флюсы. Жестянщики используют для этого кислоты, которые непригодны для электрических соединений. Для них нужно использовать флюсы, которые не будут разрушать контакты. Как правильно паять паяльником с канифолью, которая чаще всего применяется для защиты соединений от окисления?
Она является пассивным флюсом и должна постоянно защищать расплавленный припой от контакта с воздухом, препятствуя появлению окислов, но с поверхности их не удаляет. Удобным для работы является трубчатый припой, заполненный изнутри канифолью. Для труднодоступных мест используется ее спиртовой раствор.
- Жало паяльника должно быть зачищено и покрыто слоем припоя, чтобы оксидный налет не мешал в работе.
- Поверхности контакта предварительно зачищают и залуживают. Тогда соединение получается надежным и прочным.
- Детали следует правильно соединять и прогревать места спайки.
Применение флюса
 Чтобы припой и материал проводов вступили во взаимодействие друг с другом, и соединение получилось качественным, провода необходимо очистить от оксидной пленки и только после этого паять их. Для очистки можно использовать наждачную бумагу, а для последующей обработки взять специальное вещество – флюс.
Чтобы припой и материал проводов вступили во взаимодействие друг с другом, и соединение получилось качественным, провода необходимо очистить от оксидной пленки и только после этого паять их. Для очистки можно использовать наждачную бумагу, а для последующей обработки взять специальное вещество – флюс.
Флюс не только очистит медные провода, но и создаст тонкую защитную пленку, препятствующую окислению материала.
Допускается применять как твердый флюс – сосновую канифоль, так и жидкий – различные виды паяльных кислот или самодельный состав.

Иногда, чтобы правильно и крепко припаять медные провода друг к другу или к какому-либо металлическому предмету, пользуются только жидким флюсом. Приготовить его можно, растворив обычную сосновую канифоль в этиловом спирте. Паяльную кислоту готовят самостоятельно, растворив гранулы цинка в соляной кислоте в пропорции 412 грамм цинка на 1 литр кислоты. Но лучше все-таки купить готовый флюс, соответствующий всем стандартам качества, поскольку принесение кислотных составов для медных проводов нежелательно.
Как правильно паять
Чтобы надежно спаять провода из меди, нужно подготовить паяльник. Если перед работой не облудить жало, то припой будет не прилипать, а скатываться шариками со стержня. Так происходит, потому что жало покрыто слоем оксида меди и нагара, образовавшегося во время предыдущей пайки.
Подготовка паяльника
Некоторые специалисты для удобства работы точат жало плоским напильником, чтобы придать ему форму лопатки или плоской отвертки. Угол заточки должен быть 45-60 градусов.
Необгораемое жало (вечное) ни в коем случае точить нельзя, для него используют специальные губки.
Очищенное механическим способом жало нужно нагреть, а потом залудить. Для этого его покрывают флюсом.
Если флюс твердый (канифоль), достаточно просто погрузить в него наконечник. Канифоль расплавится и покроет разогретую поверхность. После этого паяльником нужно прикоснуться к прутку припоя и разогреть его. Расплавленный припой покроет жало, защитив его от дальнейшего окисления.
Процедуру лужения паяльника необходимо повторять по мере образования нагара на нем. Происходит это потому, что температура жала намного выше температуры плавления припоя, и со временем он начинает подгорать. Чтобы уменьшить вероятность возникновения такого явления, рекомендуется применять паяльник с регулировкой температуры.
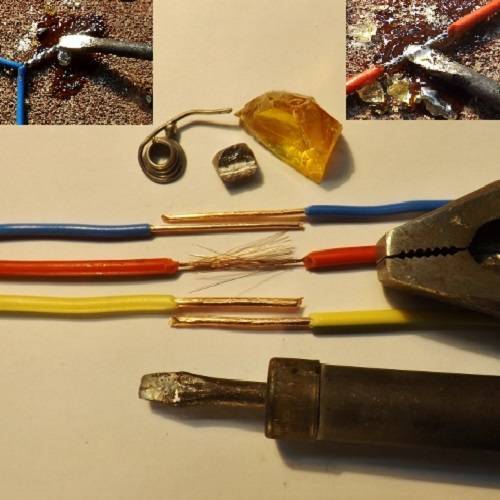
Подготовка проводов
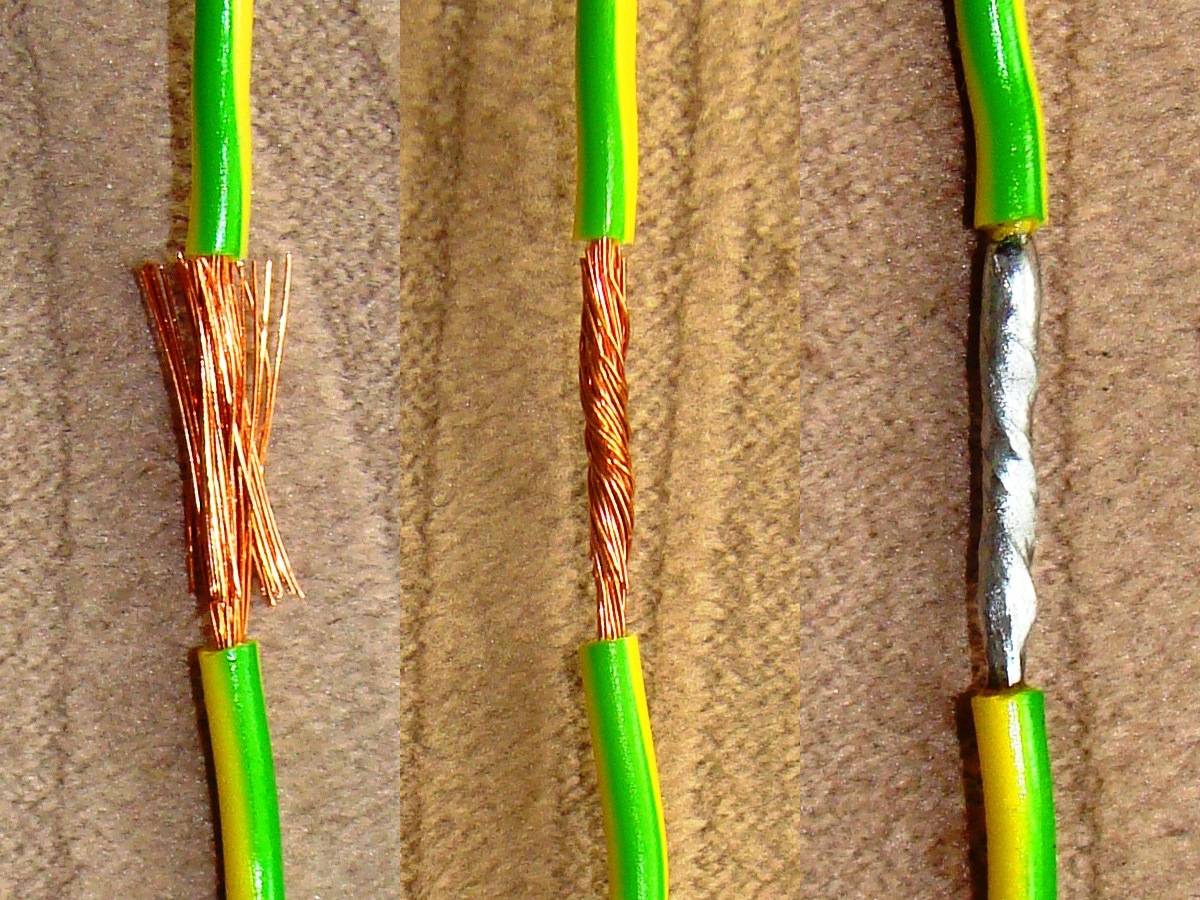
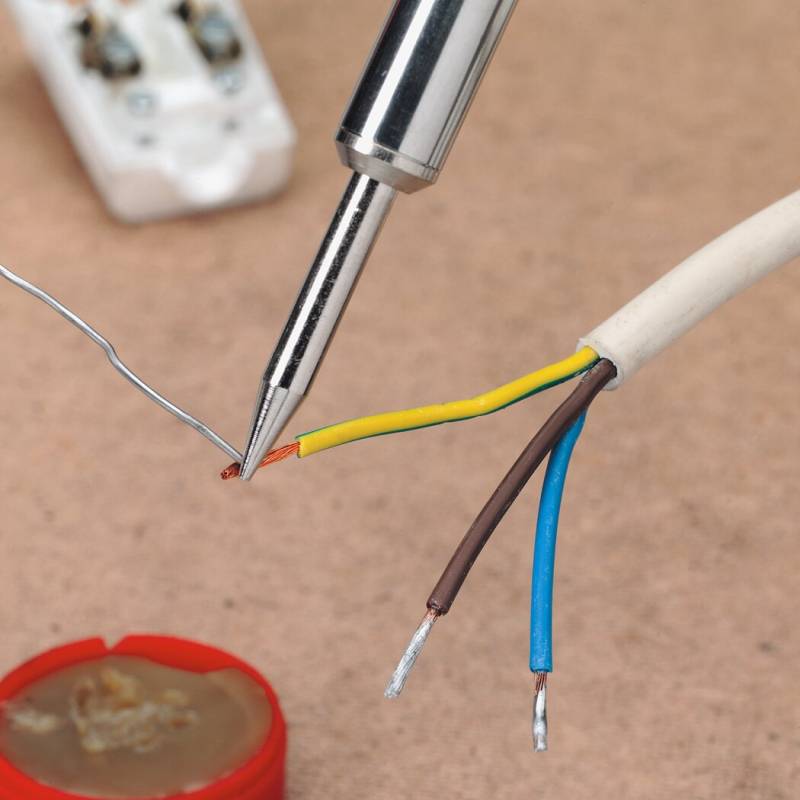
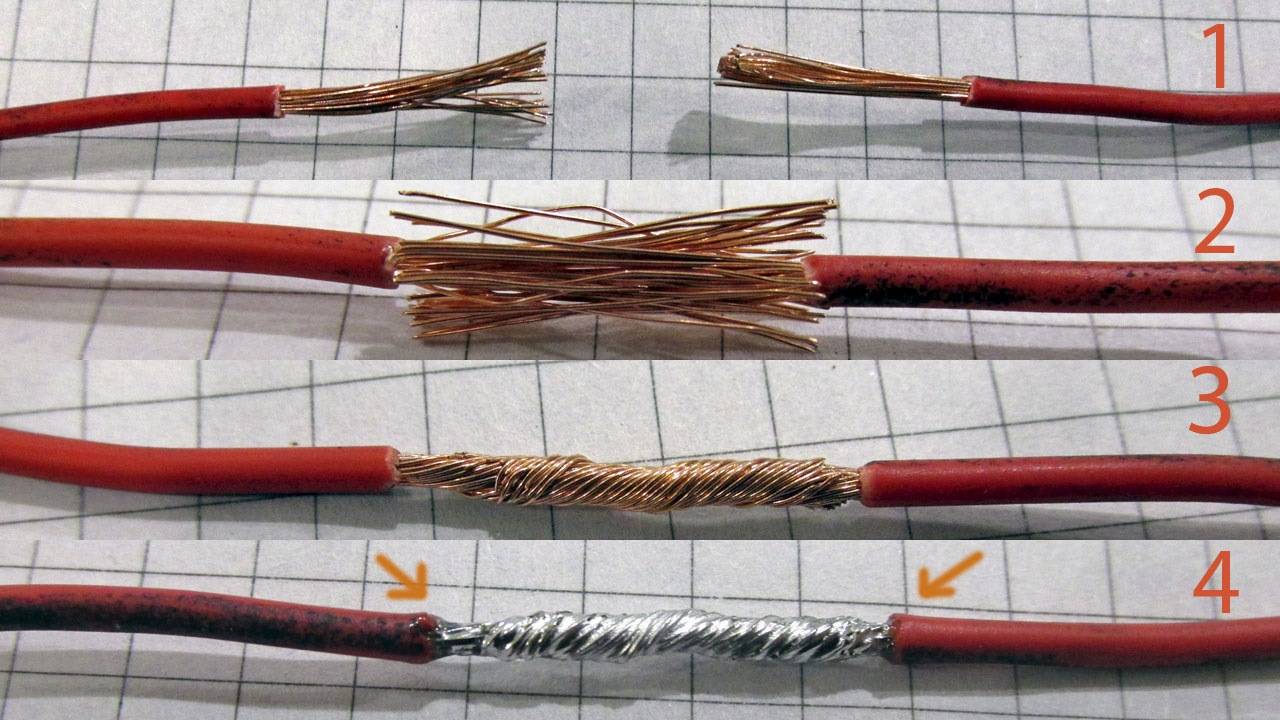
Соединяемые медные провода также нужно подготовить к пайке. Вначале снимают с концов изоляцию на расстоянии примерно 4 см, зачищают, скручивают между собой и проводят лужение. Медны провода можно залудить следующим образом:
- нагреть скрутку паяльником;
- покрыть флюсом;
- нанести небольшое количество припоя, распределяя его по поверхности провода.
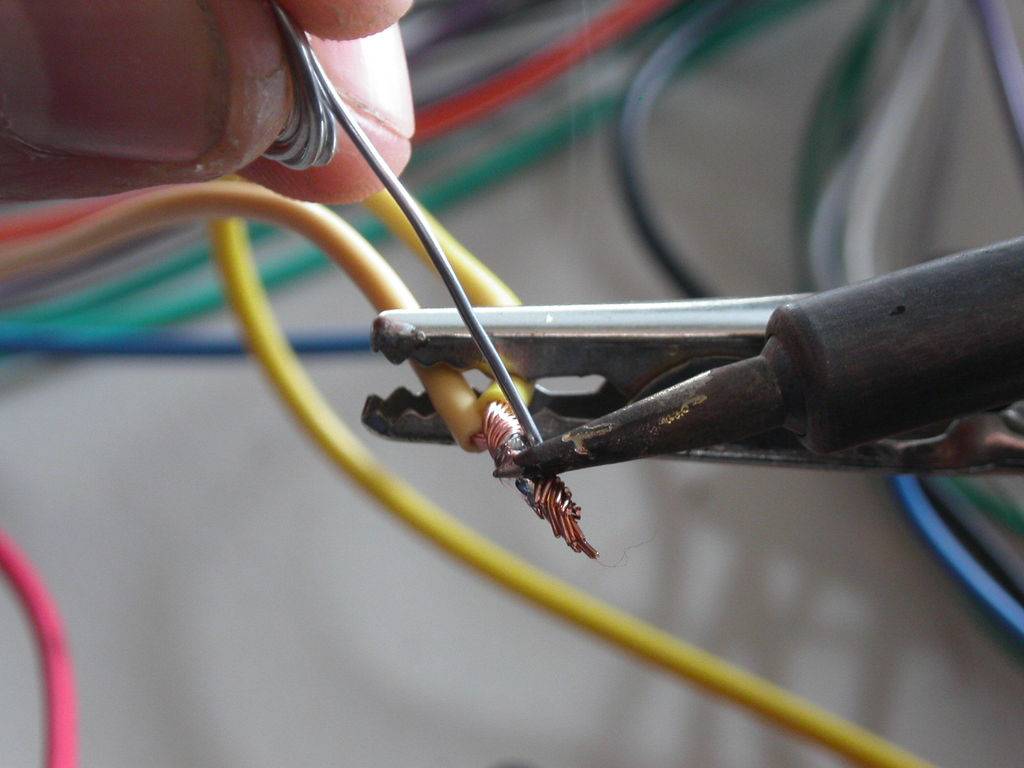
Действия аналогичны тем, какие совершаются при лужении жала паяльника. Если предстоит пайка многожильных медных проводов, то необходимо обязательно запастись именно жидким флюсом, так как покрыть всю поверхность медных «волосков» расплавленной твердой канифолью будет очень трудно. Чтобы получить качественное соединение, нужно нагреть многожильный провод и затем опустить его в жидкий флюс, который смочит всю поверхность, предназначенную для пайки.
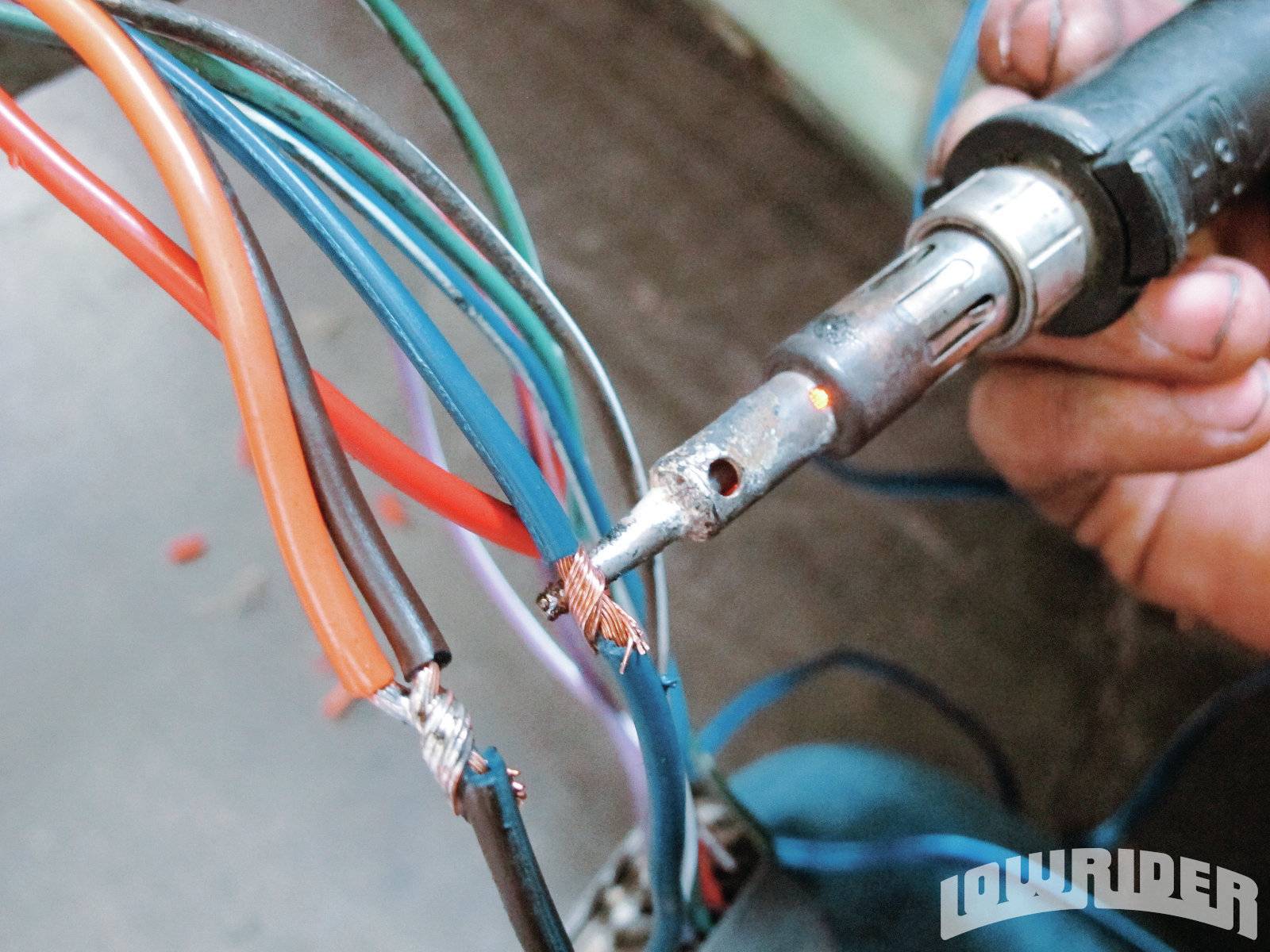
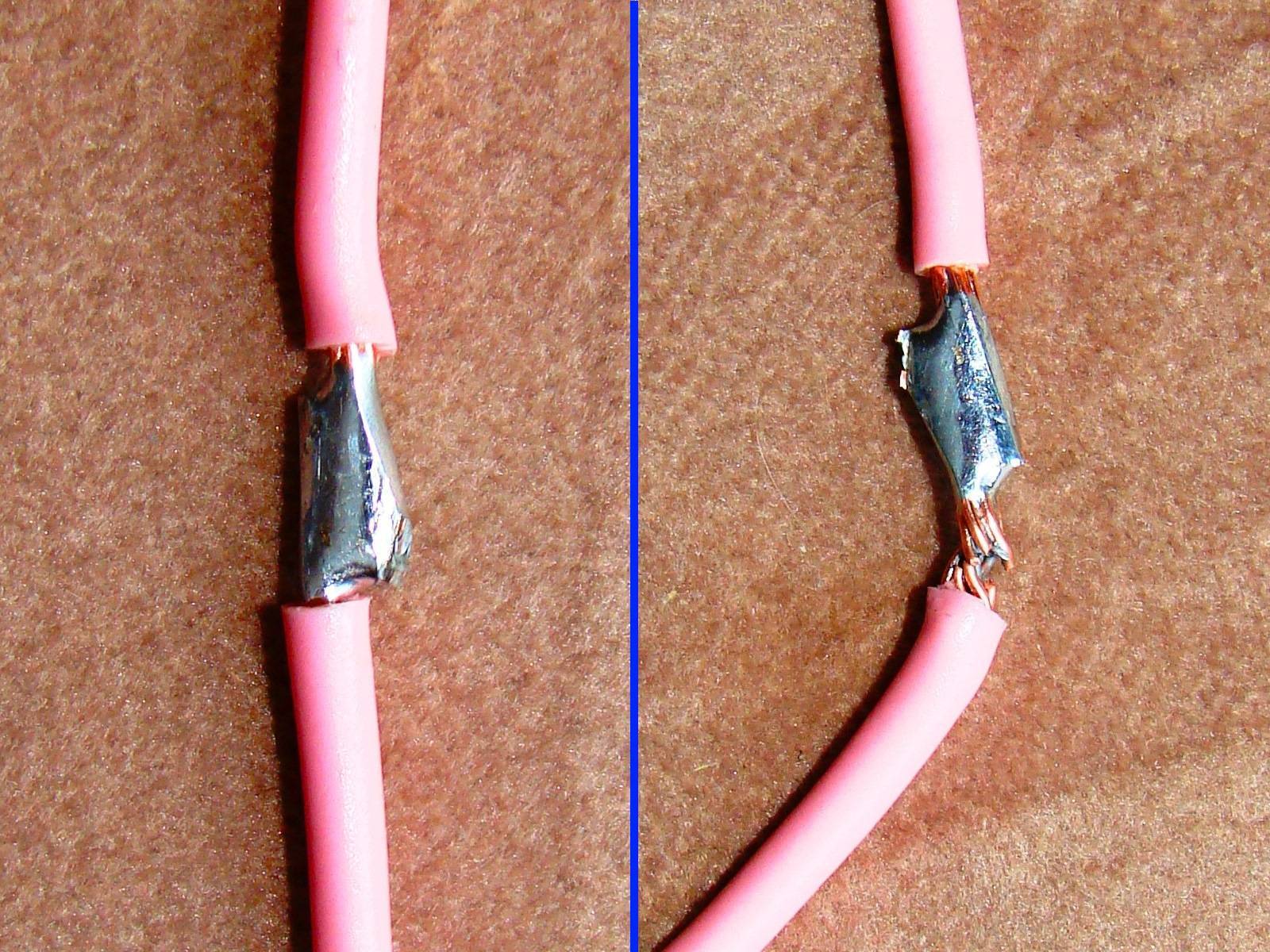
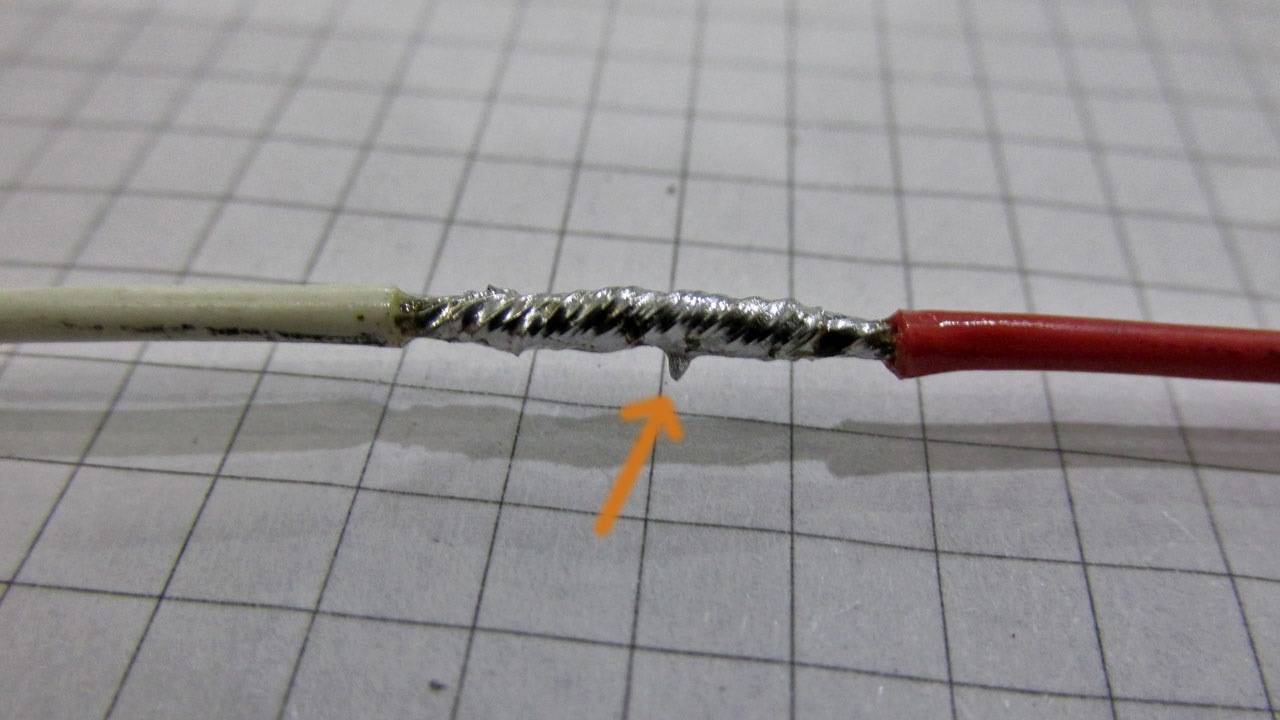
Далее пайка многожильных и одножильных медных проводов осуществляется одинаково. Два или более соединяемых проводника нагреваются вместе, и на них наносится припой. После нанесения его необходимо на время остывания обеспечить неподвижность соединения. Не допускается ускорять остывание путем его смачивания или обдува воздухом.
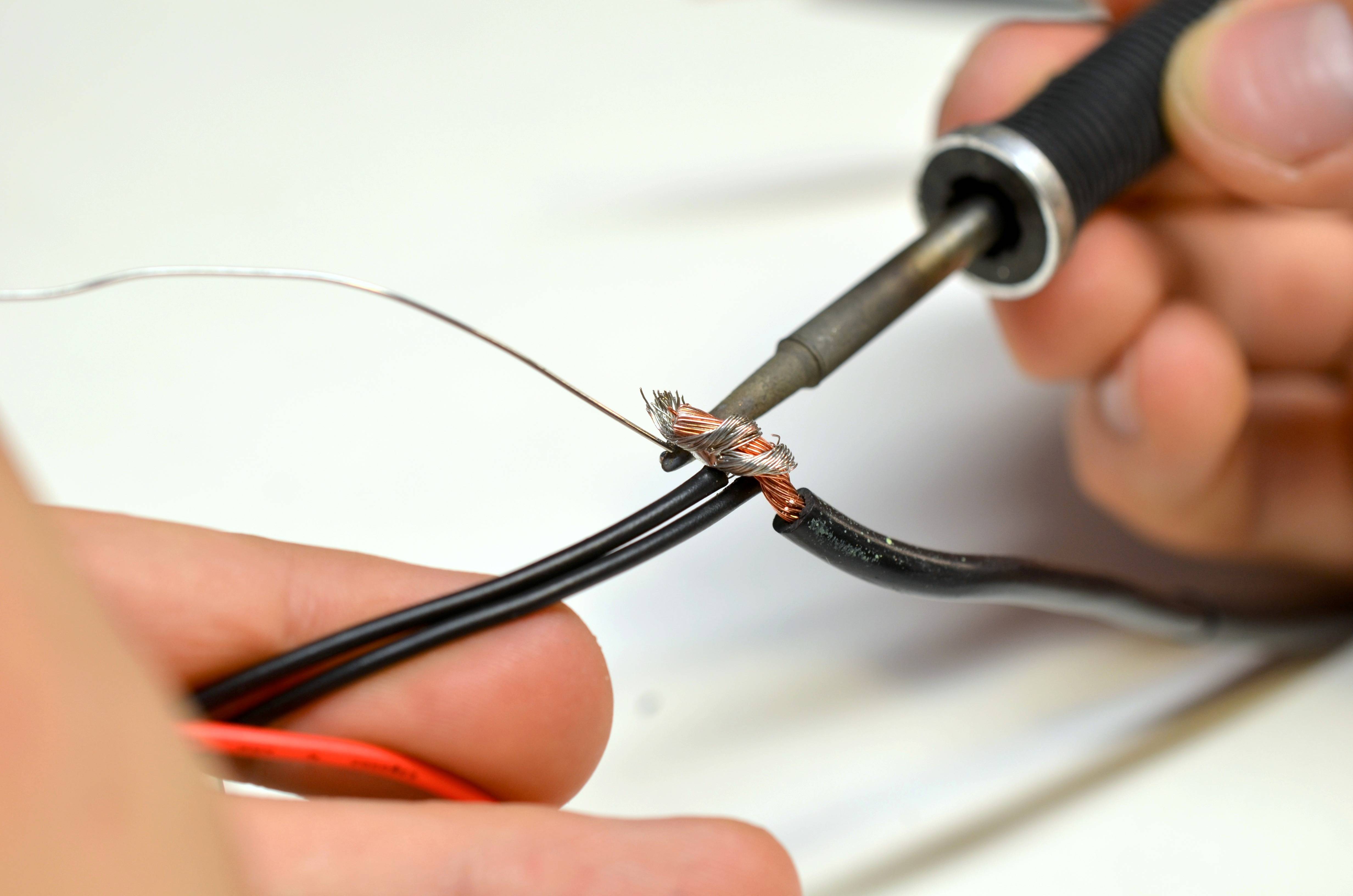
Пайка многожильных проводов
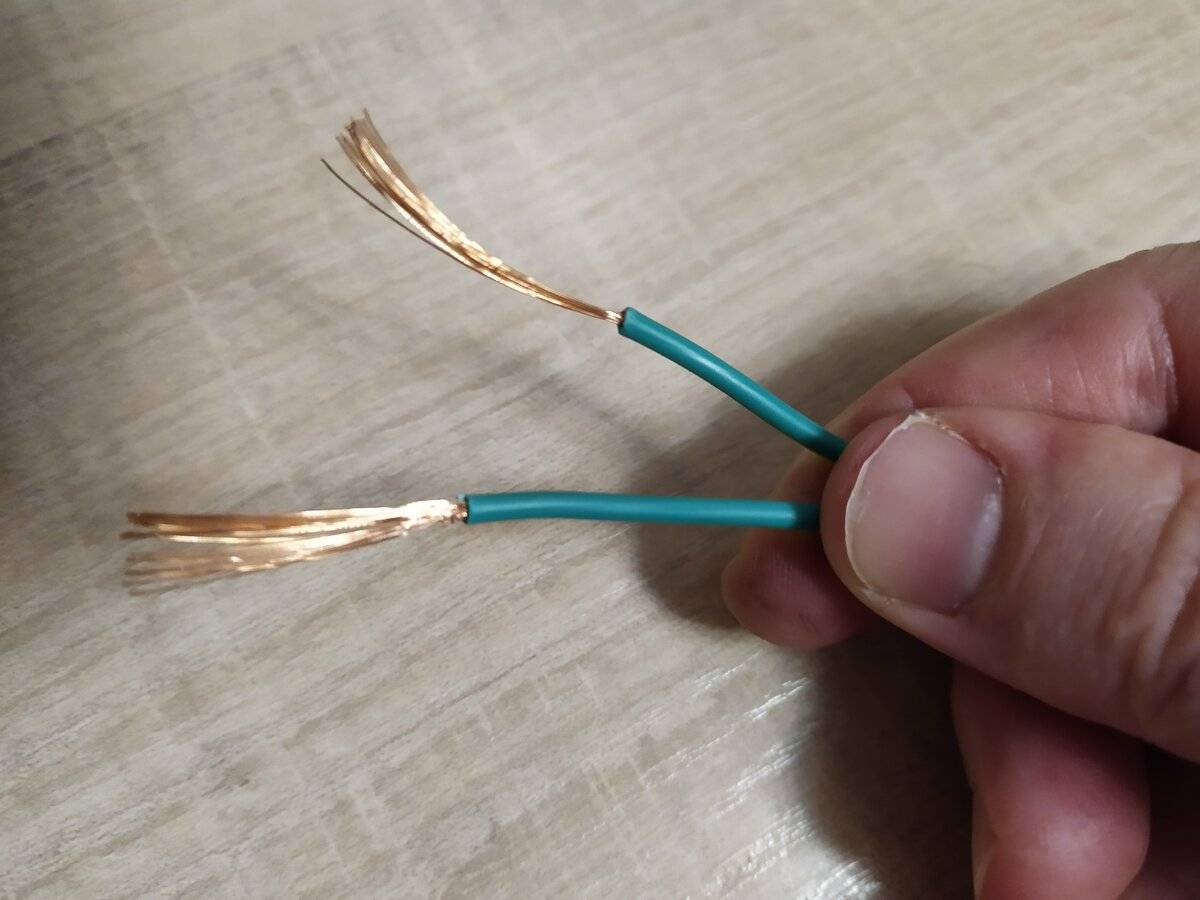
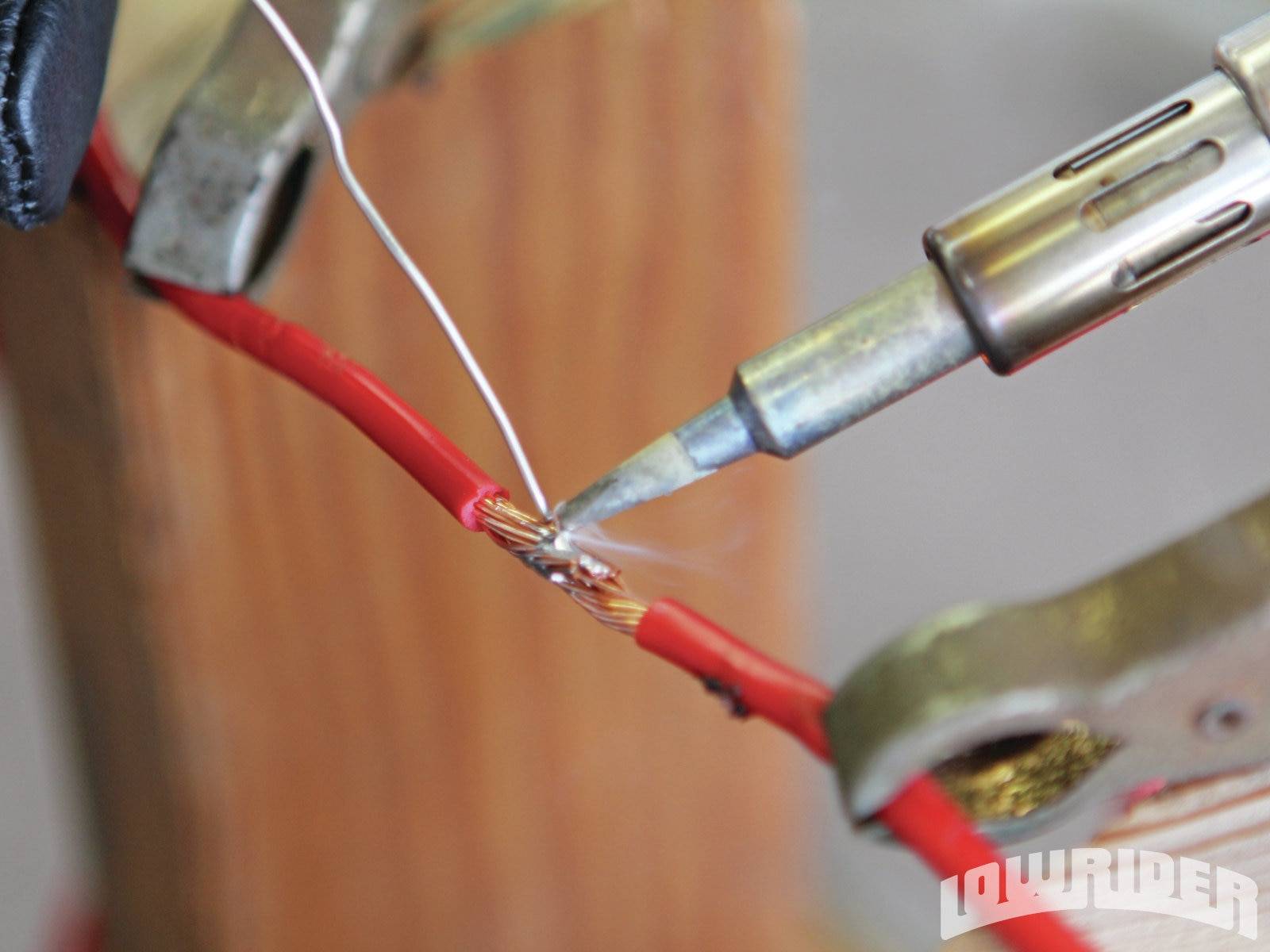
Многожильные проводники быстро нагреваются от паяльника и легко лудятся. Для пайки проводов понадобится стриппер (щипцы для зачистки проводов), паяльник, жидкая канифоль и припой.



Подготавливаем оба провода.
Нанесите жидкую канифоль на место соединения. Жидкая канифоль проникает внутрь проводков и тем самым повышает качество пайки. И канифоль дешевле любого другого флюса. Дорогих и качественных флюсов для такой пайки не требуется. Тем более, когда надо спаять сотню проводов. Температура пайки до 300 °C. С такой температурой паяльник не повредит изоляцию на проводе.
Температура пайки до 300 °C. С такой температурой паяльник не повредит изоляцию на проводе.
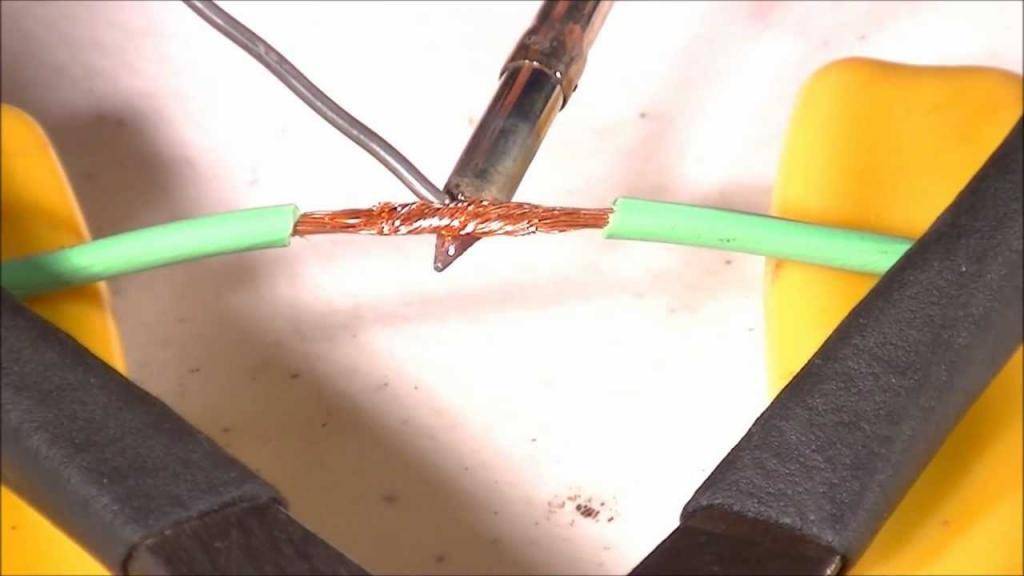
Наносим припой на паяльник и несколькими ровными движениями проходим по месту пайки. Время пайка не более 3 секунд. За это время канифоль успевает испариться. А без канифоли припой начнет собираться в кучки, и будет плохо паяться.
Если на контакте есть комки припоя и трещины, повторите процедуру заново. Дождитесь остывания контакта, иначе можно повредить кисточку от жидкой канифоли.




Другой способ
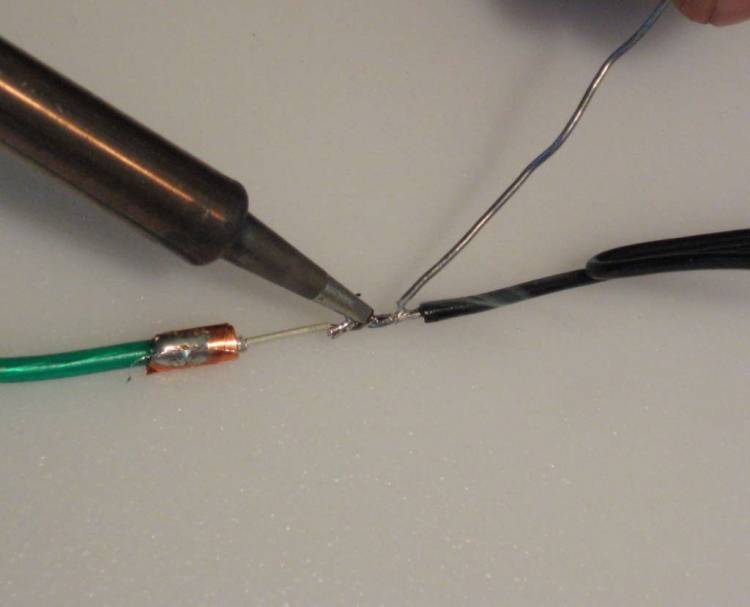
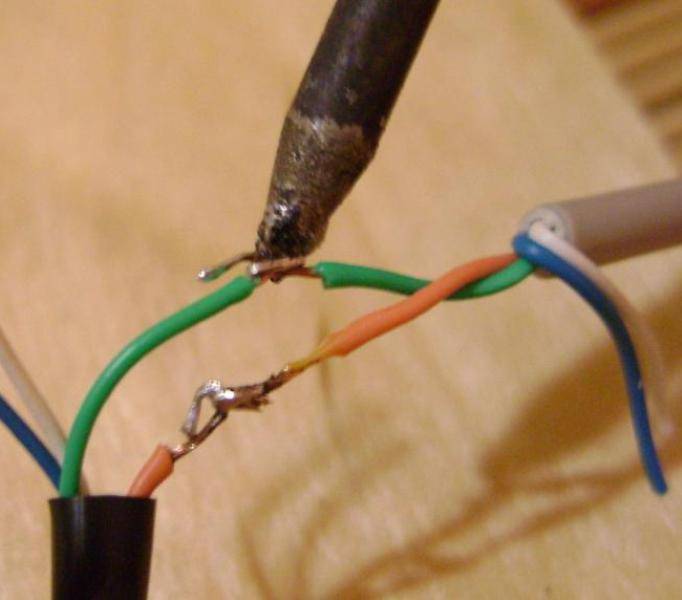
Альтернативный вариант — это лужение контактов перед их спаиванием. Такой метод снижает скорость работы, однако он позволяет добиться высокого качества пайки.
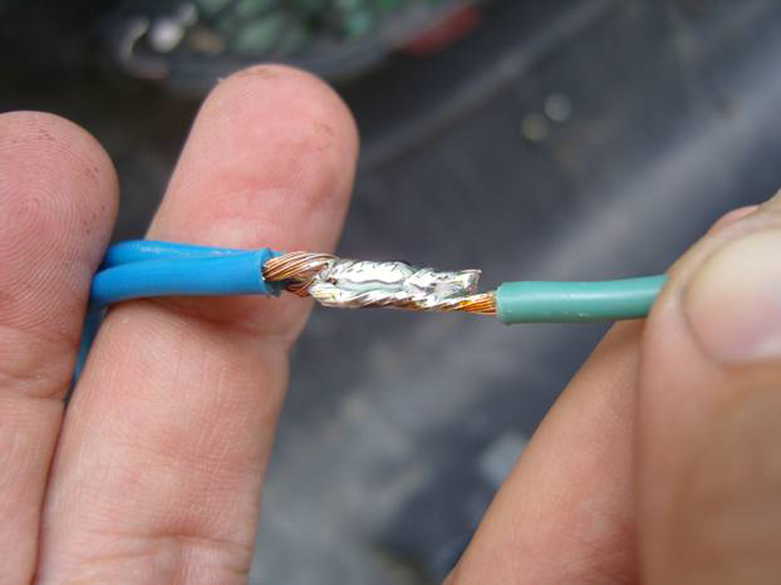
Скручиваем два провода в единую жилку отдельно друг от друга и залуживаем их припоем. Далее прислоняем их друг к другу, наносим канифоль и спаиваем.
Качество контакта получается выше, но припоя тратится больше.
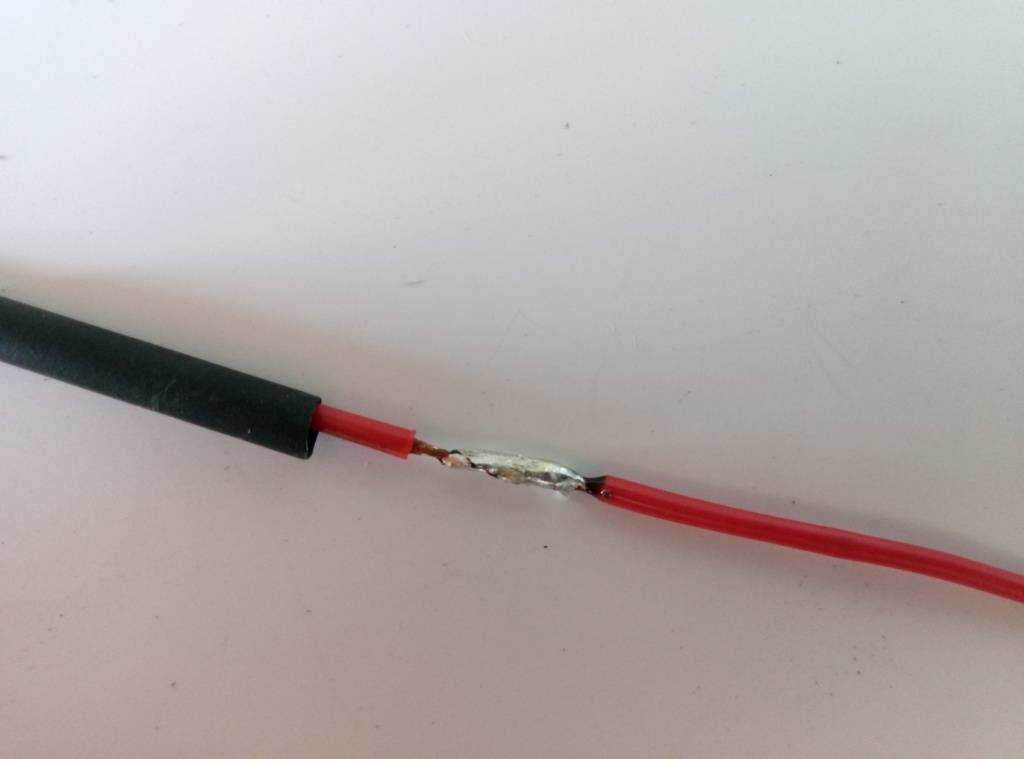
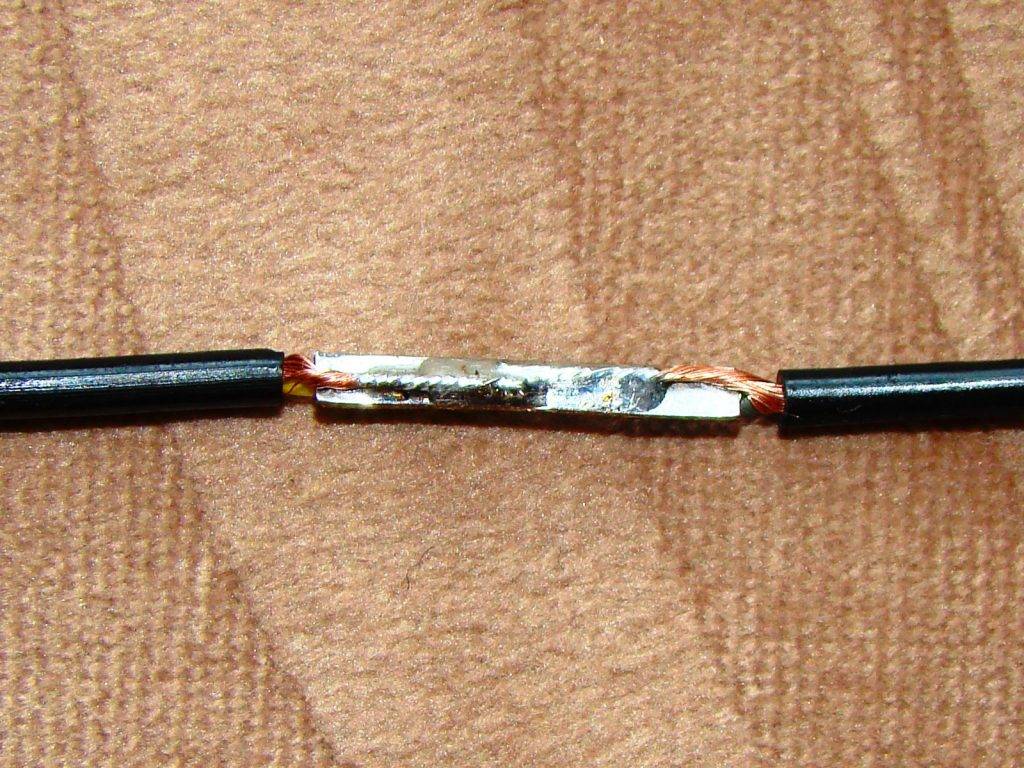
Изоляция и термоусадки
Провода надо обязательно изолировать, будь это наушники или блок питания. Для этой цели подойдут термоусадки. Они бывают разных размеров, цветов и материалов.
Отрезаем термоусадку с запасом.
Закрываем контакт.
Если у вас паяльная станция, можно обойтись и 100 °C. Если нет, то можно использовать огонь от зажигалки или спички.
Нагреваем термоусадку с одного конца, плавно переходя на второй.
Термоусадка приклеивается к проводу.
Если нет термоусадки, то можно воспользоваться изолентой. А синяя изолента добавляет психологически +10% к прочности контакта.
Пайка алюминия с медью оловом и канифолью
Пайка электрических проводов с помощью паяльной кислоты запрещена в ПУЭ. Это связано с тем, что эта кислота полностью не сгорает при пайке. В результате место соединения проводов со временем разъедается кислотой, образуются окиси, которые нагреваются при прохождении тока и могут вызвать возгорание изоляции. К таким кислотно содержащим флюсам относятся специальные флюсы для пайки алюминия, в том числе и Ф 64.
Так как же паять алюминий с медью, чтобы соединение было качественным и долговечным. По сложности метод лужения алюминия оловом и канифолью даже легче, чем лужение алюминия флюсом Ф 64. Но качество и надежность при лужении в канифоли будет высоким. При лужении алюминия в канифоли нужно сделать или подобрать низкую ванночку для жидкой канифоли (канифоль 60% и спирт 40%).

Флюсы для пайки алюминия
Заполняют ванночку жидкой канифолью так, чтобы провод утопал в ней с изоляцией на 5-10 мм. Очищенный от изоляции провод кладут в канифоль и острым ножом (удобно скальпелем) снимают плёнку окиси с алюминиевого провода, не вынимая его из ванночки. То есть под канифолью защищают провод по всей его длине со всех сторон. Под канифолью пленка на очищенных местах алюминиевого провода не образуется, так как нет соприкосновении с кислородом.
В чём суть пайки
В паяльном деле используется способность одних металлов в расплавленном состоянии эффективно растекаться по поверхности других под действием гравитации и умеренного поверхностного натяжения. Соединение пайкой неразъёмное: две соединяемые детали как бы обволакиваются слоем припоя и остаются неподвижными после его застывания.
Поскольку мы будем рассматривать пайку именно в контексте пайки металлов, то наиболее важными параметрами будут прочность механического и проводимость электрического соединения. В большинстве случаев это прямо пропорциональные величины и если две детали плотно схвачены, то и проводимость между ними тоже будет высокой. Однако припой имеет удельное сопротивление выше, чем даже у алюминия, поэтому его слой должен быть как можно более тонким, а укрывистость — максимально высокой.
Для того чтобы пайка была возможна в принципе, существует два условия. Первое и важнейшее — чистота деталей в месте спайки. Припой присоединяется к поверхности металла на атомном уровне и наличие даже малейшей оксидной плёнки или загрязнений сделает надёжное прилипание невозможным.
Второе условие — температура плавления припоя должна быть значительно ниже температуры спаиваемых деталей. Это кажется очевидным, но существуют припои с температурой плавления выше, чем у алюминия, к примеру. Кроме того, если реальная разница в температурах плавления недостаточно высока, при застывании припоя температурная усадка деталей может помешать нормальному формированию кристаллической решётки припоя.
Пайка оцинкованного железа
При производстве оцинкованных изделий из углеродистой стали их часто покрывают цинком с помощью метода горячего погружения. Чтобы получить блестящую поверхность стали, в ванну добавляются свинец, олово и алюминий в количестве 1%. Листы из стали также покрываются цинком при помощи гальванического способа.
Оцинкованное железо трудно поддаётся пайке, поэтому необходимо иметь специальные активные флюсы, состоящие из концентрированной соляной кислоты и раствора цинкоаммониевого хлорида, а также флюсы на основе хлористого цинка и аммония с добавкой хлористого олова. Оловянно-свинцовые припои в сочетании с флюсами имеют хорошую текучесть и обеспечивают высокопрочные соединения.
Предварительно на спаиваемую поверхность наносится флюс, после чего соблюдается выдержка. Это нужно для того, чтобы прошла реакция. Для пайки необходимо иметь большой паяльник с высокой рабочей температурой. Перед тем как спаять проводники, нужно предварительно растереть поверхность соединения, а после спаивания следует удалить остатки флюса.
Процесс пайки электропаяльником
А теперь непосредственно к вопросу, как паять провода паяльником. Последовательность действий для этого процесса следующая:
- Поверхность скрутки покрывается флюсом.
- Берётся кончиком жала немного припоя. Когда он расплавится до жидкого состояния, то его следует нанести на место скрутки.
- Дать застыть и всё — готово!
Это простая пошаговая инструкция по тому, как правильно припаивать. Но за этим небольшим списком скрывается существенная подготовительная работа. Она важна, даже если планируется использование только в домашних условиях.
Отличия технологии при использовании флюса
В зависимости от техпроцесса могут вноситься небольшие изменения. Например, для некоторых составов не нужно снимать изоляцию, они с нею отлично справляются. Спаивать можно и так, сложного ничего нет. Но в таком случае приходится протирать место спайки спиртом для утилизации химически агрессивных веществ. Или может наноситься дополнительный раствор на очищенные провода перед их пайкой.
Особенности пайки многожильных проводов
Отличия в нюансах:
- провода перед лужением следует раскрутить для удобного окунания в канифоль;
- каждую жилу следует покрывать тонким слоем припоя;
- как остынут, все они скручиваются в один провод и изолируются.
В остальном, чтобы припаять, необходимо придерживаться стандартного порядка действий.
Провода в изоляции
Изоляция — требование техники безопасности
Для удаления защитного покрытия можно использовать кусачки, нож или сам паяльник (но это для опытных людей и сопровождается вредными испарениями). В последнем случае достаточно просто проплавить изоляцию по кругу и стянуть её вручную с жилы. В других случаях приходится следить, чтобы не повредить сердцевину провода.
Эмалированные провода
Вводят в заблуждение своёй «чистотой». На самом деле они имеют покрытие из бесцветной эмали. Удаляется оно так же, как и оксидная плёнка.
Можно ли паять медный провод с алюминиевым
Напрямую алюминий соединять с химически активными металлами запрещено. А медь как раз принадлежит к их числу. Поэтому, их не соединяют напрямую и не паяют. Хотя есть вариант с промежуточным болтом.
Часто задаваемые вопросы
Вместо заключения, мы ответим на часто задаваемые вопросы об использовании и подключении светодиодных лент. Давайте приступим к их разбору!
8.1. Провод какого сечения использовать для подключения?
Чтобы посчитать сечение провода для подключения светодиодной ленты необходимо посчитать её ток или мощность. Эти данные указываются на её упаковке, обычно в виде удельной мощности на 1 метр (Ампер на метр или Ватт на метр). Если вы купили светодиодную ленту, а указана лишь мощность, например, 14,4 Вт/м, то просто разделите Ватты на напряжение питания, допустим это 12 Вольт.
14,4Вт/12В=1,2А
Затем посчитайте метраж подсветки, подключенной на одну линию, и вы узнаете общий потребляемый ток. По следующей таблице выберите сечение токопроводящих жил по току.


Для подключения одноцветной ленты в большинстве случаев подходит провод 2х0,75 мм?, а для RGB-ленты — 4х0,75 мм?. Меньшее сечение использовать неудобно и механическая прочность тонких проводников всегда ниже (при малейшем нагрузке или повреждении порвутся). При большой мощности подсветки (более 15 метров ленты) или большого расстояния от блока питания до подсветки используют провода с жилами сечением и в 1,5 мм?.
Марки проводов можно использовать типа ШВВП или ПВС. ПУГНП использовать запрещено из-за его несоответствия современным стандартам толщины изоляции, а популярные кабели типа ВВГнг-LS неудобно монтировать и паять, т.к. у него монолитные жесткие жилы.
8.2. Что такое последовательное и параллельное подключение лент?
В классическом понимании последовательным подключением называют соединение нагрузок одним выводов друг к другу, или соединение источников питания по схеме «плюс одного к минусу другого». В контексте же подключения светодиодной ленты – последовательным называют подключение следующего отрезка ленты к концу предыдущего.
Общая длина всех отрезков не должна превышать 5 метров, так как токопроводящие дорожки ленты не рассчитаны на большую нагрузку. Это значит, что вы можете подключить «последовательно» 5 кусков по 1 метру ленты, 10 по 0.5 метра и так далее, но не более 5 метров в сумме.
8.3. Как подключить светодиодную ленту без блока питания?
Без блока питания работает только лента на 220 Вольт, но из-за перечисленных выше недостатков подходит только для ограниченного спектра задач.
Низковольтную ленту без блоков питания можно подключить от батареек или аккумулятора, например, для подсветки в автомобиле или на мотоцикле. Кстати именно поэтому 12В светодиодная лента распространена больше чем варианты с напряжением питания 24В, хотя контроллеры и диммеры поддерживают 24В и в этом случае вы можете подключить подсветку в 2 раза большей мощности.
8.4. Лента подключается с одной или с двух сторон?
Еще один спорный момент: в скольких точках подавать питание на светодиодную ленту? С одной или с двух сторон? Ограничений никаких нет – можно подключать питание с двух сторон. Тем более у дешевых лент может быть занижено сечение токопроводящих дорожек, из-за этого к концу ленты будут просадки напряжения и светодиоды будут светить слабее. В этом случае запитка ленты с двух сторон компенсирует просадку.
Но у лент «премиум» или «люкс» классов можно смело подавать питание только с одной стороны.
8.5. Как просто удлинить провода от ленты без пайки?
Самый простой способ удлинения проводов – это использовать клеммы типа WAGO. Они бывают одноразовыми и многоразовыми с рычажным зажимом. Всё что нужно – это зачистить провод и вставить его в разъём клеммника, после чего зажать зажим
Но обращайте внимание на минимальное сечение проводов, которые можно подключать к конкретному клеммнику, а также насколько хорошо он зажат после подключения
Не скручивайте провода — они не обеспечат надежного контакта.
Технология пайки паяльником
Профессионалы, занимающиеся паяльными работами весь рабочий день, применяют паяльные станции — достаточно сложный агрегат, позволяющий тонко настраивать режимы процесса. Домашний мастер обходится парой электропаяльников разной мощности.
https://youtube.com/watch?v=MKZBAqnGoZ4
Технологический процесс состоит из следующих основных операций:
- Подготовка поверхностей.
- Обработка поверхностей флюсом или лужение.
- Нагрев соединяемых предметов.
- Внесение припоя в рабочую зону.
- Прекращение нагрева и затвердевание.
- Проверка качества соединения.
Перечень операций выглядит коротким и простым, но в каждой из них скрываются свои подводные камни.
Соединение проводов методом пайки
Соединение проводов с помощью паяльника, припоя, кислоты и флюсов всегда осуществляется по одной и той же схеме, состоящей из стандартного набора операций. Многие расходные материалы обладают универсальными свойствами и могут взаимно заменяться в случае необходимости. Если же соединения рассчитаны на значительные нагрузки, необходимо строго выполнять технологические требования и пользоваться только определенными материалами.
Непосредственная пайка проводников заключается в нагревании медных жил до высокой температуры и их последующем соединении друг с другом. Их обволакивает слой припоя, и после остывания вся конструкция становится монолитной и неразборной. Многие электрики считают пайку проводов довольно простой операцией, но на практике нередко приходится сталкиваться со специфическими особенностями этой процедуры. В каждом конкретном случае нужно правильно выбрать припой, обеспечить фиксацию и неподвижность проводов на весь период их соединения
При спаивании медных проводов между собой, особое внимание уделяется электрической проводимости и механической прочности места соединения. Эти параметры находятся в прямой зависимости, поскольку прочная пайка сама по себе обеспечивает максимальный уровень проводимости
Многое зависит от толщины слоя нанесенного припоя, поскольку у него достаточно большое удельное сопротивление.
Необходимая прочность соединения проводников достигается за счет чистоты соединяемых поверхностей. Припой покрывает медный кабель на атомном уровне, поэтому помехой может стать не только обычное загрязнение, но и тонкая оксидная пленка. Другое условие прочности заключается в температуре припоя, которая держится на более низком уровне, чем у соединяемых деталей. Материал с высокой температурой плавления может заметно снизить прочность соединения, а его кристаллическая решетка формируется неправильно. Рекомендуется использовать именно тот, припой, который соответствует жилам медных проводов.
Что потребуется для пайки LED-ленты?
Перед началом любой работы нужно заранее приготовить все необходимое. Такой несложный процесс, как пайка светодиодной ленты не исключение. Для начала работы потребуются следующие инструменты:
- Паяльник с узким жалом мощностью 25–40 Вт или паяльная станция.
- Кусачки или пассатижи.
- Ножницы, если лента еще не разрезана.
- Универсальный монтажный держатель (более известный под названием Третья рука). Понадобится для зажатия светодиодной ленты во время спайки с проводами. Это профессиональный инструмент, далеко не у всех имеющийся под рукой. Его можно заменить любым подручным грузом, который способен надежно зажать светодиодную ленту на время пайки.
- Зачищающий инструмент.
Из расходных материалов обязательно понадобится припой и паяльный флюс. В качестве припоя подойдут любые сплавы с температурой плавления до 300 °C. Наиболее удобны в использовании свинцово-оловянные сплавы в форме проволоки. Тип флюса не имеет принципиального значения.
Стоит отметить, если во время пайки будет использоваться активный флюс, то необходимо заранее приготовить спирт и небольшой кусочек тряпочки или ваты. Активные флюсы еще долго реагируют с металлами после пайки, поэтому излишки флюса нужно удалять.
Для надежной изоляции контактов потребуется термоусадочная трубка (ее еще называют термоутяжка) диаметром около 10 мм, зажигалка или спички.
Провода подойдут только медные многожильные сечением 0,5–0,75 мм2. Их длину нужно отмерить заранее, с запасом в 10 см.
Важные советы
Разобравшись в том, как пользоваться паяльником, следует учесть несколько рекомендаций по работе с данным инструментом.
- Перед началом работы для осуществления качественной спайки деталей всегда нужно чистить наконечник инструмента. Нужно понимать, что только благодаря жалу паяльника усиливается теплопроводность и качество соединения. Для чистки можно использовать влажную губку. После зачистки наконечник прибора следует сразу же окунуть в канифоль, чтобы он покрылся тонким слоем припоя, который не даёт оксидному налёту мешать качественной спайке деталей.
- Первыми паять всегда нужно мелкие и тонкие детали, поскольку наконечник прибора в начале его использования будет максимально тонким и точным.
- Перед тем как паять детали, необходимо их поверхность тщательно очистить от грязи и кислоты. Зачистка поверхности припаиваемых предметов производится при помощи острого инструмента — наждачки или обычного ножа. Делается до тех пор, пока поверхность проводов заметно не посветлеет. После чего контакты залуживают и соединяют при помощи припоя.
- Если необходимо припаять какую-то деталь без использования паяльника, можно использовать канифоль, предварительно растворённую в спирте. Полученную смесь можно наносить на нужную поверхность при помощи любого тонкого инструмента, например, отвертки.
- Максимально качественной спайки можно добиться при использовании припоя с канифолью.
- Чтобы правильно и плотно припаять провода и прочие детали при помощи припоя, вначале необходимо прогреть паяльником места соединения.
- Главная ошибка многих заключается в плохом прогреве паяльника. Если такое случается, детали плохо соединяются. Поэтому перед тем как начать пользоваться инструментом, его нужно хорошенько нагреть.
- Однако сильный перегрев паяльника с максимальной мощностью тоже может негативно сказаться на качестве работы. Нужно понимать, что существуют разные температурные режимы, предназначенные для конкретного вида работ.
- Температура пайки — очень важный нюанс. Например, для запаивания различных микросхем температура должна быть не более 250 градусов. А вот для того чтобы соединить радиодетали, потребуется нагрев паяльника более 300 градусов.
- При работе с электроприбором следует соблюдать технику безопасности. Для этого нужно убедиться в том, что форточка открыта, а розетка исправна. Обусловлено это тем, что при работе с припоем выделяются вредные химические элементы, негативно сказывающиеся на здоровье. Что касается исправности розетки, то это тоже очень важный момент — в процессе сильного перегрева нередко возникают возгорания. Поэтому рабочее место нужно сперва подготовить и обезопасить, а уже после этого приступать к работе.
Если взять на заметку эти маленькие хитрости, то процесс запаивания деталей пройдёт быстро, а главное, качественно.
Источники
- https://www.rmnt.ru/story/instrument/kak-pravilno-pajat-pajalnikom-instruktsija-dlja-chaynikov.1256556/
- https://pochini.guru/sovety-mastera/kak-pravilno-payat-payalnikom
- https://elektroznatok.ru/tools/pajka-payalnikom
- https://Elektrik-a.su/kabeli-i-provoda/dlya-prokladki/pajka-provodov-239
- https://YaElectrik.ru/elektroprovodka/kak-payat-provoda
- https://tokar.guru/instrumenty/payalniki/kak-pravilno-polzovatsya-payalnikom-s-kanifolyu-uchimsya-payat.html
Выпаивание деталей из плат одним паяльником
Малогабаритные по площади SMD детали можно выпаять с помощью конусного жала. Нагреваются оба контакта детали и она быстро отходит с платы. Также конусное жало удобно во время впаивания SMD детали, так как можно точно дозировать количество припоя на контакты.






Пайка оплеткой
Оплетка представляет собой жилки тонких медных проводов.
Можно использовать в качестве оплетки экранирующую изоляцию от антенны. С помощью оплетки можно легко и быстро убрать припой с контакта. Нужно нанести флюс на оплетку и контакт. Далее, с помощью паяльника место пайки медленно прогревается и олово переходит на оплетку. Такой метод пайки хорош для мелких деталей и не больших DIP контактов. Если нужно выпаять PCI разъем, то оплетка быстро потратиться в пустую.
Вакуумный шприц и иглы
Вакуумный шприц быстро удаляет массивные распаленные части припоя. А с помощью игл DIP контакты легко отпаиваются от платы. Игла надевается на контакт, и с помощью паяльника прогревается. Иглу нужно успеть продеть через контакт платы на корпус микросхемы, пока припой будет в расплавленном состоянии. Или наоборот, когда контакт уже разогрет, и в эту же секунду вставляется игла.
Такие методы пайки устарели. Современные платы производятся для машинной сборки, поэтому зазор между контактами и выводами деталей минимален. Игла уже слабо проходит, а вакуумный шприц не успевает забрать точенные капли припоя. Обычный электролитический конденсатор выпаять с помощью шприца уже не получится. В таком случае поможет метод жидкого жала.
Жидкое жало и его плюсы
Жидкое жало представляет собой каплю припоя, которая позволяет не пользоваться дополнительными инструментами (оплетку, фен, иглы или шприц). Техника такая же, как и со сплавом Розе. Основное отличие в температурах.
Жало типа топорик обладает массивной продольной рабочей поверхностью. Оно позволяет захватить сразу несколько контактов одновременно.
Наносим припой на жало.
На паяемую микросхему наносится пастообразный флюс с помощью шприца.
Деталь и ее контакты прогреваются жалом до плавления олова и точно также нужно сделать с другой стороны.
Такой техникой можно выпаять и DIP контакты.





