

Назначение и классификация проводов
Провод – это изделие электротехники, которое состоит из 2 или более металлических проволок, покрытых обмоткой из какой-либо неметаллической ткани. Служит для связи источника тока с потребителем.
Провод состоит из 2 частей. Первая это жила – часть, проводящая ток. Вторая часть – это изоляция, то есть то, что ограждает жилу от внешних раздражителей. В качестве жилы обычно используется проволоки из меди и алюминия, изоляция делается из бумаги, резины, лакового покрытия.
Есть определенная классификация проводов:
- обмоточные;
- медные;
- провода высокого сопротивления;
- монтажные соединительные;
- выводные;
- провода для подвижного состава;
- изолированные для воздушных линий;
- неизолированные;
- провода для геофизических работ;
- термостойкие;
- термоэлектродные;
- прогревочные;
- автомобильные;
- авиационные;
- установочные;
- провода связи;
Безопасная работа с полупроводниковыми радиодеталями
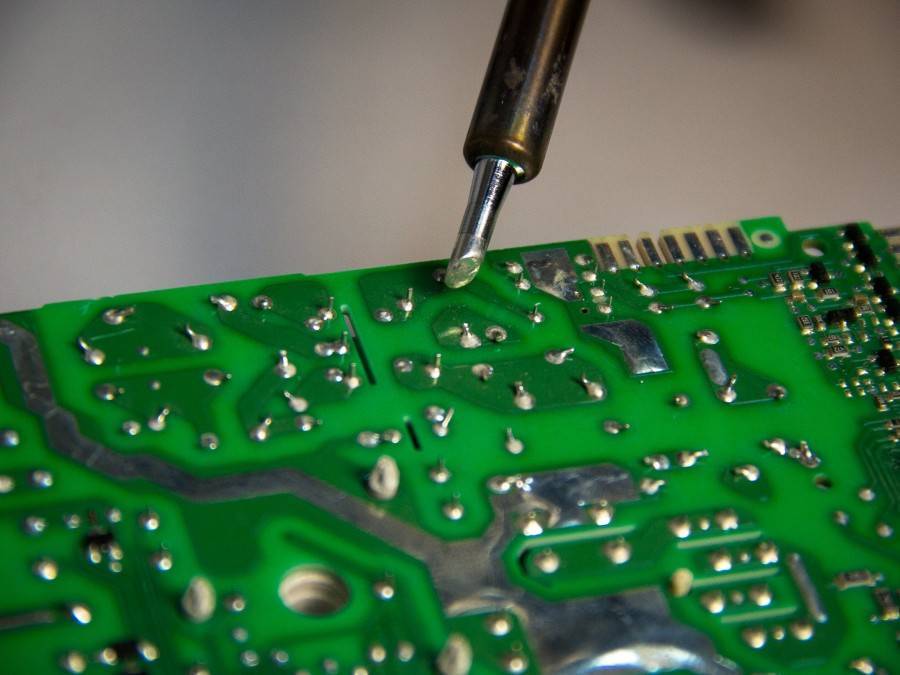
Перед тем, как отпаять деталь с платы паяльником, необходимо знать следующее. Полупроводниковые элементы крайне чувствительны к перегреву. Также дорожки на печатной плате при высокой температуре или превышении длительности пайки могут отслоиться от подложки или оборваться, что еще хуже.
Температурные условия
Температура жала паяльника должна составлять 200-250⁰С. При большей температуре могут произойти отслоение печатных дорожек и перегрев микросхемы. Такие же цели ставит время пайки одной ножки – не более 3-х секунд.
Обратите внимание! Некоторые сайты советуют для демонтажа ориентироваться не на температуру, а на мощность паяльника. Это неправильно
Температура у них одинакова, просто менее мощный может не справиться с плавлением припоя у вывода за счет интенсивного теплоотвода, а слишком мощным легко перегреть выводы и плату. Оптимальный вариант – паяльник мощностью 40 Вт.
Многие микросхемы чувствительны к статическому электричеству. Работать необходимо с надетым электростатическим браслетом и с заземленным инструментом.
Подбор инструментов
Чтобы качественно выполнить поставленную задачу, в первую очередь нужно правильно подобрать инструмент. Для выпаивания конденсатора из платы мы можем использовать:
- Демонтажный паяльник;
- Паяльник без регулировки температуры;
- Паяльную станцию.
Еще нам обязательно понадобится несколько вспомогательных инструментов и расходные материалы, но об этом немного позже.
Название «демонтажный паяльник», или «демонтажный пистолет», как принято его называть, говорит само о себе. Этот инструмент предназначен именно для демонтажа, для выпайки деталей из платы. Японский Goot TP-100 справится с этой задачей за считанные секунды.
С таким оборудованием задачу можно решить максимально быстро и качественно. Но, согласитесь, не у каждого под рукой может быть такой инструмент. Затраты на приобретение демонтажного пистолета оправдывают себя, когда он постоянно в работе. Позволить себе такой инструмент может крупный сервисный центр или компания, которая занимается массовым производством. Поэтому, мы будем пользоваться более доступным набором инструментов.
В принципе, выпаять конденсаторы с материнской платы можно обычным паяльником без регулировки температуры. Не стоит выбирать паяльник мощностью менее 40 Вт – жало может не успевать разогревать припой, остывать в припое, а паяльник мощностью более 80-100 Вт – может перегреть и повредить плату, дорожки и компоненты на ней.
Инструмент, который мы выбрали для работы, есть в каждой мастерской по ремонту электроники – термовоздушная паяльная станция. В нашем распоряжении имеется станция АССТА 401.
Accta 401 – станция с паяльником для бессвинцовой пайки мощностью 70 Вт. Мощности паяльника будет достаточно как для работы с обычным, так и бессвинцовым припоем. Забегая вперед, скажу, что большая мощность будет только положительно влиять на процесс выпайки. Почему? Как только жало прикасается к выводу с припоем, начинается передача тепла от жала к припою и выводам конденсатора. Паяльник, имеющий большую мощность, может быстро разогреться и быстро достичь необходимую температуру, а также расплавить припой.
Пример пайки для паяльника с несгораемым жалом
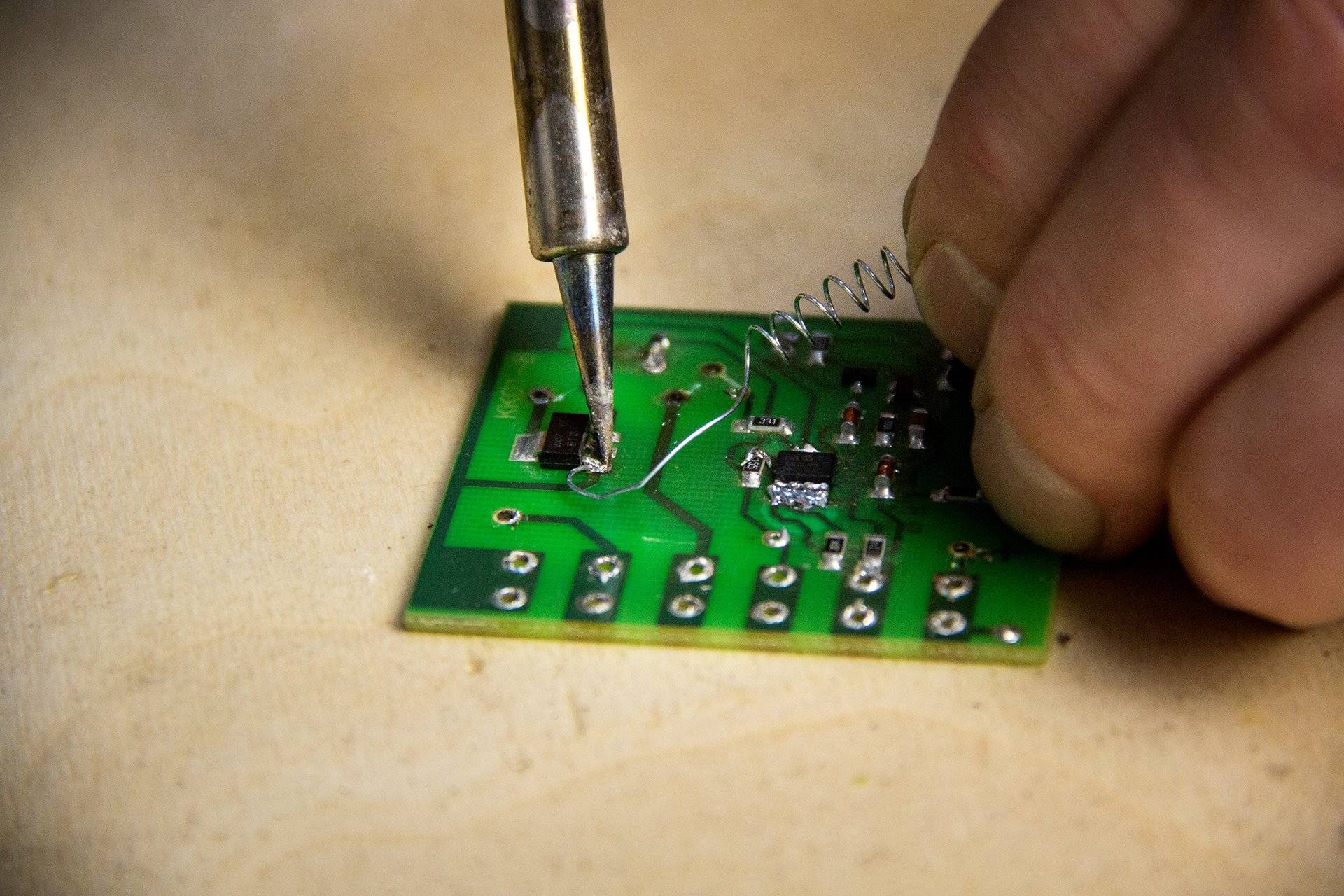
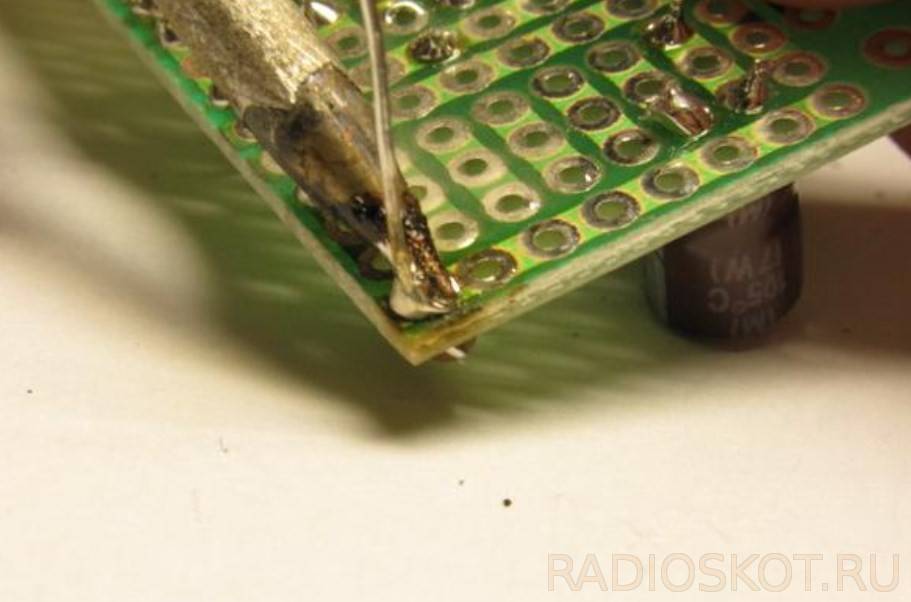
Здесь вновь надо начать с описания того, чем отличается пайка таким жалом. Самое большое отличие в том, что несгораемое жало только разогревает, оно не является средством для переноса припоя на место пайки. То есть по итого, все раздельно – жало обособленно разогревает, припой подается отдельно. В этом случае между жалом и припоем не образуется должной адгезии, это связано, прежде всего, с материалом жала. Материал не способен переносить припой, зато он и не сгорает, то есть практически вечный. Ну, об этом я уже тоже говорил, сейчас ближе все-таки о самом процессе… В этот раз процесс лужения провода будет проводить с использование флюса, а не жира. Капаем несколько капель на зачищенные от изоляции и окислов контакты под пайку.
Укладываем провод на площадку и лудим. К слову, в качестве площадки для лужения прекрасно подходит деревянная вставка. Дерево со временем впитывает в себя жир и флюсы, а при необходимости может наоборот отдать их на проводник.
При разогреве провода жалом, подаем припой к месту лужения.
Припой распределяем по поверхности проводника, в то время пока водим его вдоль него, вместе с разогретым жалом.
Тоже самое делаем и со вторым проводником.Теперь выставляем проводники друг относительно друга и используя припой, который подается проволокой, разогреваем его и заливаем в щель между проводников.
Все контакт готов, можно изолировать место пайки. Как и в предыдущем случае, провода можно скрутить между собой до пайки.Теперь о пайке на плате. Здесь все аналогично. Ножки радиодетали вставляются в плату. Затем одновременно подносим припой и жало. Разогреваем место пайки, припой расплавляется и растекается по ножкам.
Приобретите необходимые инструменты для пайки
Используйте паяльник с контролем температуры
Для правильной пайки электронных компонентов и печатных плат нужно приобрести паяльник с электростатической защитой, и высокой мощностью нагревательного элемента. Это позволит паять длительное время без сильного нагара и хорошо подходит для радиолюбительской и профессиональной практики. Простые паяльники без регулировки требуют некоторых навыков для исключения перегрева паяемых компонентов.
Для небольших радиокомпонентов и тонких проводов нужно использовать паяльник с мощностью до 25 Ватт. Для радиаторов, трансформаторов и толстых проводов берите 100 ваттный паяльник, не меньше.
Если паяльник позволяет, используйте регулировку температуры, чтобы настроить оптимальную температуру жала, при которой припой плавится достаточно быстро, но не перегревается.
Используйте припой в катушках нужного состава
 состоит на 60 % из олова и на 40 % из свинца и обозначается 60/40. Этот припой рекомендуется новичкам в пайке, но требует хорошей вентиляции или защиты органов дыхания от паров свинца, способного накапливаться в организме. Так что проветриваем тщательнее, товарищи.
состоит на 60 % из олова и на 40 % из свинца и обозначается 60/40. Этот припой рекомендуется новичкам в пайке, но требует хорошей вентиляции или защиты органов дыхания от паров свинца, способного накапливаться в организме. Так что проветриваем тщательнее, товарищи.
Все большую популярность набирают , у которых температура плавления выше и для их пайки требуются специальные флюсы. Такие припои состоят на 96,5 % из олова и на 3,5 % из серебра. Наличие серебра уменьшает омическое сопротивление паяного контакта, что хорошо сказывается на надежности электроники.
Используйте припой с флюсом внутри
 Часто в середину проволоки добавляется флюс – такой трубчатый припой обладает лучшей паяемостью и облегчает процесс пайки благодаря удалению окислов изнутри паяного соединения. Внутри трубчатого припоя часто используют следующие наполнители:
Часто в середину проволоки добавляется флюс – такой трубчатый припой обладает лучшей паяемостью и облегчает процесс пайки благодаря удалению окислов изнутри паяного соединения. Внутри трубчатого припоя часто используют следующие наполнители:
— канифоль сама по себе является нейтральным флюсом, хорошо смачивает поверхность припоя, но оставляет коричневый липкий остаток, который, впрочем, может быть удален с помощью изопропилового или этилового спирта и даже растворителем. Существуют различные канифольные флюсы, но чаще всего используются с обозначением RMA – умеренно активированная канифоль.


— безотмывочный обычно не оставляет сильного остатка, который может вызвать коррозию металлов или создать утечку тока из-за проводимости. Этот флюс изобретен для снижения временных затрат на отмывку после пайки.
— водорастворимый флюс обычно является на основе кислот, остаток которых может быть смыт с платы водой. Иначе эти остатки флюса вызывают коррозию металла, что приводит к повреждению платы и электронных компонентов.
Используйте компоненты, совместимые с платой
 Для начинающих рекомендуется использовать выводные электронные компоненты, которые вставляются в отверстия в печатной плате. Эти отверстия в идеале должны быть металлизированы, чтобы надежно соединять верхний и нижний слой платы. Правильная пайка других электронных компонентов, проводов и разъемов отличается применением других приемов пайки, но общий принцип остается тем же.
Для начинающих рекомендуется использовать выводные электронные компоненты, которые вставляются в отверстия в печатной плате. Эти отверстия в идеале должны быть металлизированы, чтобы надежно соединять верхний и нижний слой платы. Правильная пайка других электронных компонентов, проводов и разъемов отличается применением других приемов пайки, но общий принцип остается тем же.
Используйте специальные инструменты для удержания компонентов
 Даже выводные радиодетали достаточно малы для мощных пальцев радиолюбителя. Так что лучше иметь под рукой клещи, и , чтобы во время обучения пайке не обжечься и надежно фиксировать детали инструментом.
Даже выводные радиодетали достаточно малы для мощных пальцев радиолюбителя. Так что лучше иметь под рукой клещи, и , чтобы во время обучения пайке не обжечься и надежно фиксировать детали инструментом.
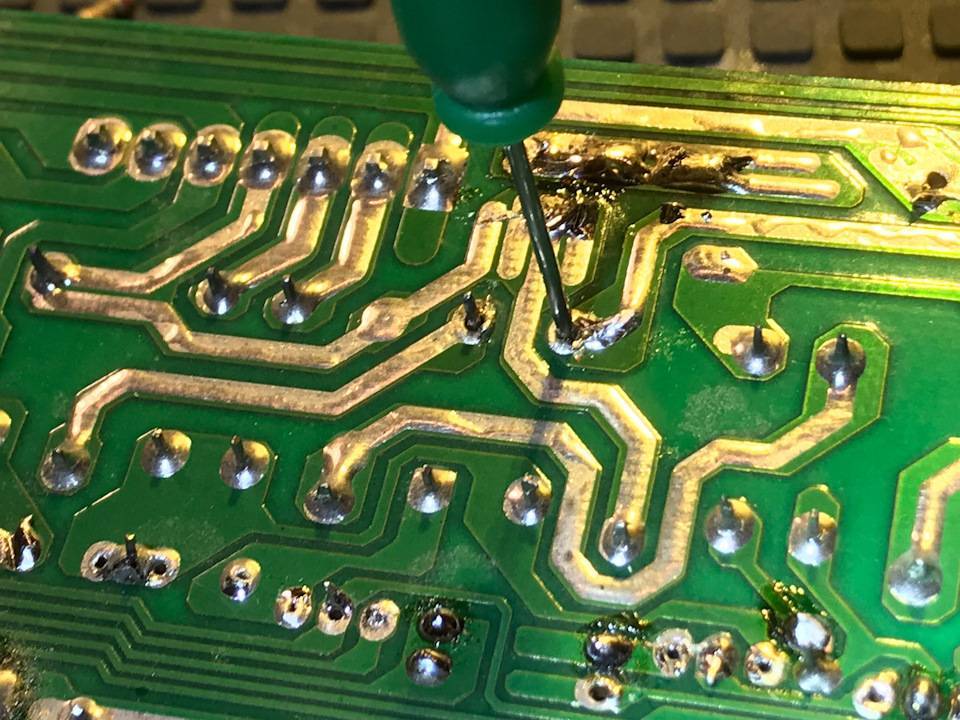
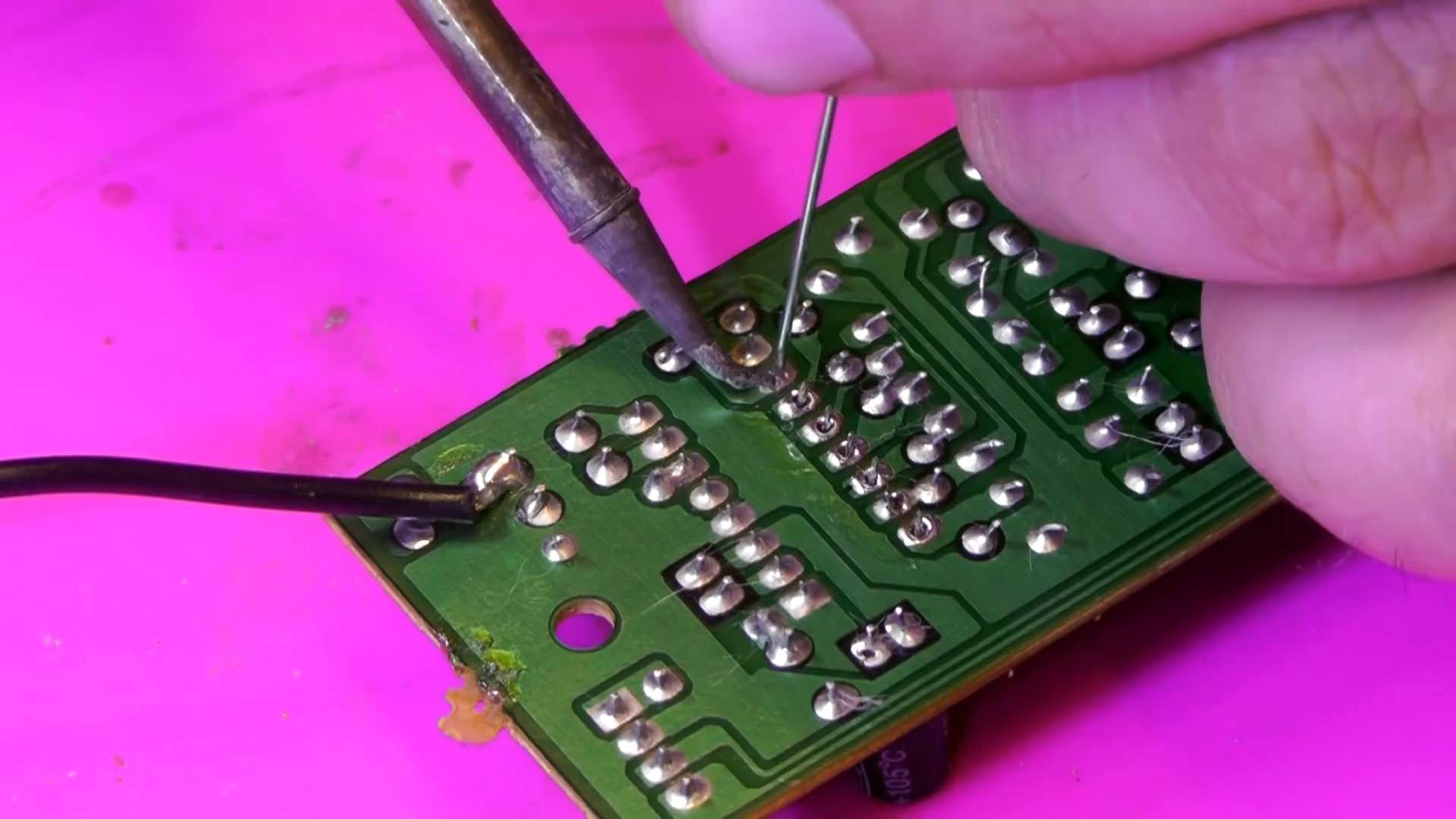
Использование оловоотсоса
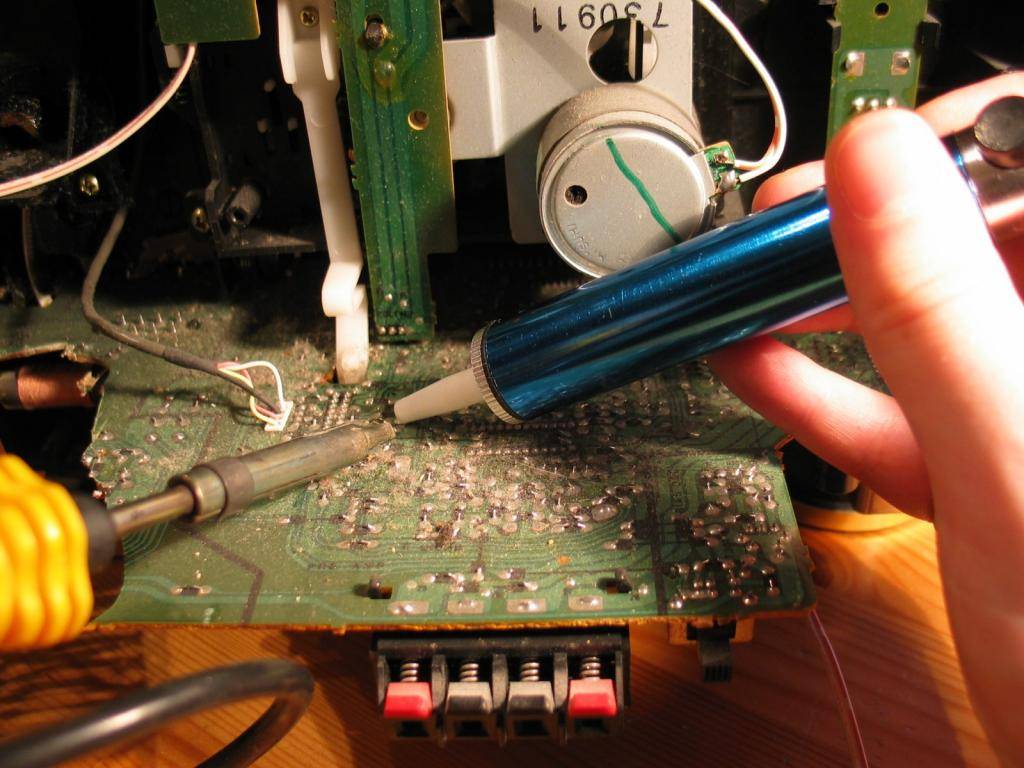
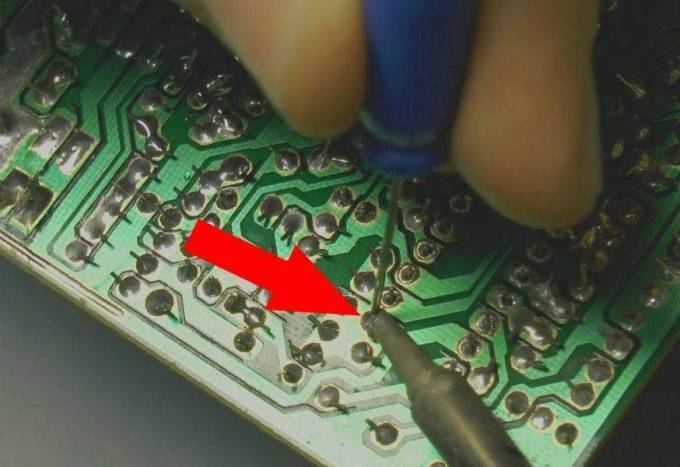
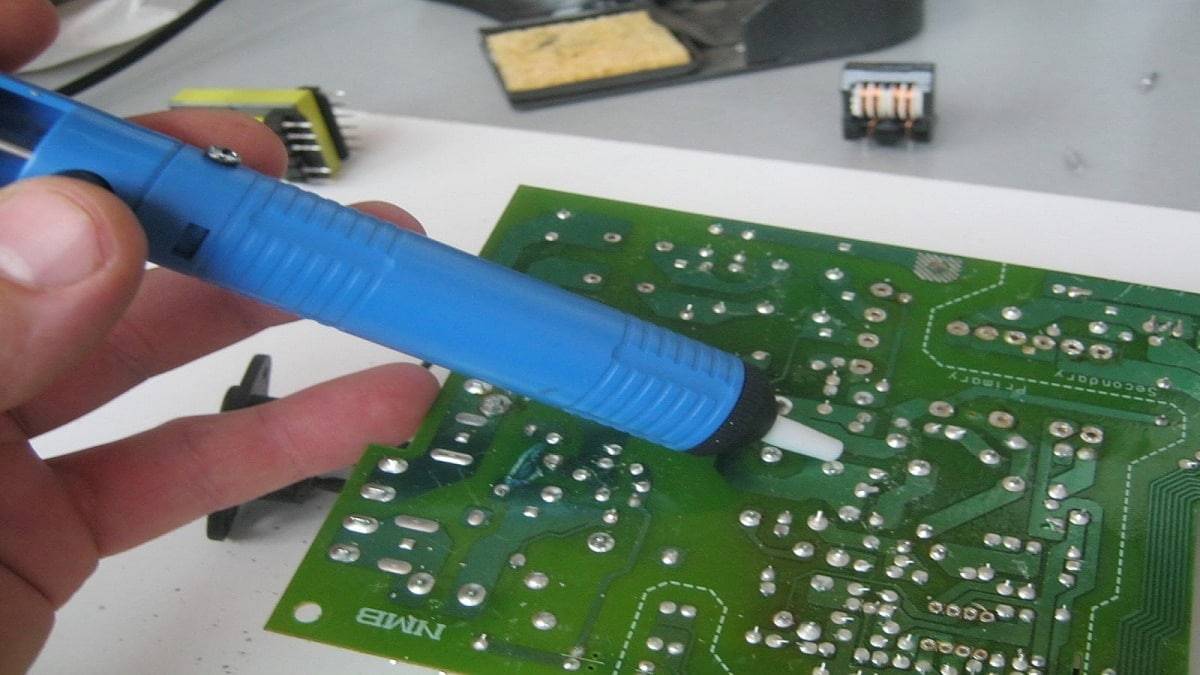
Если во время пайки расплавилось слишком много олова (припой выглядит как шарик) или олово выгорело, часть может быть отсосана. Для этого воспользуемся соответствующим устройством. Работает экстрактор аналогично шприцу.
Нажмите на поршень в верхней части всасывающего устройства. Подносим наконечник ближе к тому месту, с которого хотим удалить излишки олова. При этом нагреваем припой горячим паяльником.
Припой нагревается паяльником. Рядом с ним кончик всасывающего устройства, готового всасывать расплавленное олово
Осторожно отпустите поршень (с кнопкой разблокировки), собрав излишки олова. Будьте осторожны, чтобы не повредить жало (на всякий случай эти жала заменяемы)
Удалите скопившийся излишек олова из всасывающего устройства, снова нажав и отпустив поршень.
Удалите излишки олова из всасывающего устройства, нажав и отпустив поршень
Или можно вынуть его прямо из оловохранителя.

Удаление олова из всасывающего устройства путем его раскручивания
Еще один способ убрать слишком много олова – просто тщательно очистить паяльник, а затем использовать этот паяльник, чтобы собрать излишки олова (нужно наловчиться).
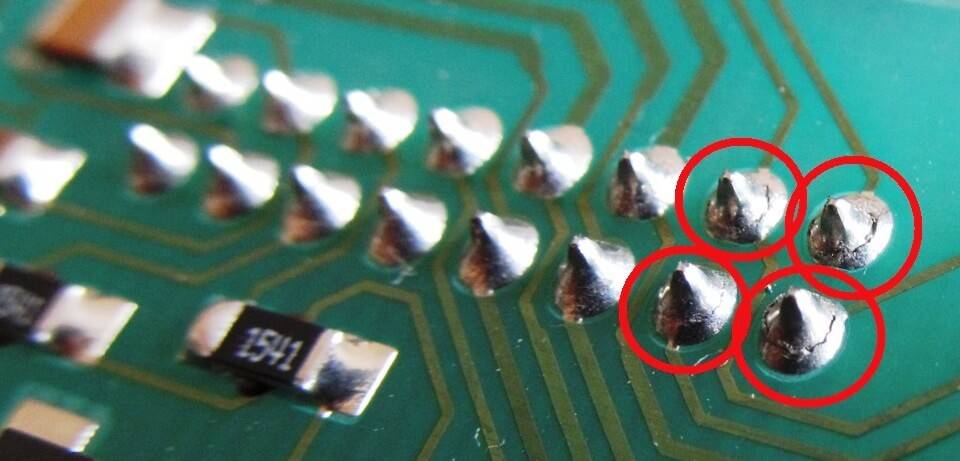
Если припой будет тусклым (не блестящим), это может быть признаком перегрева.
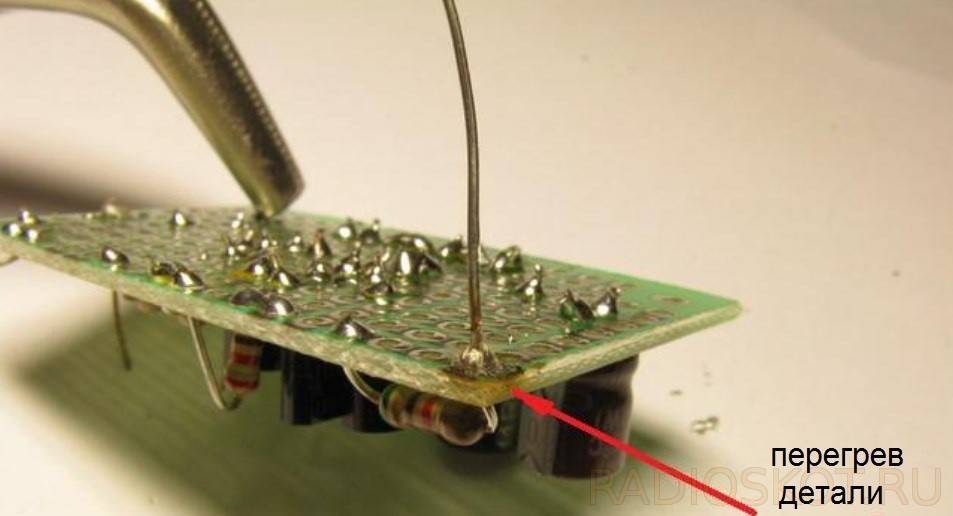
Перегретый припой
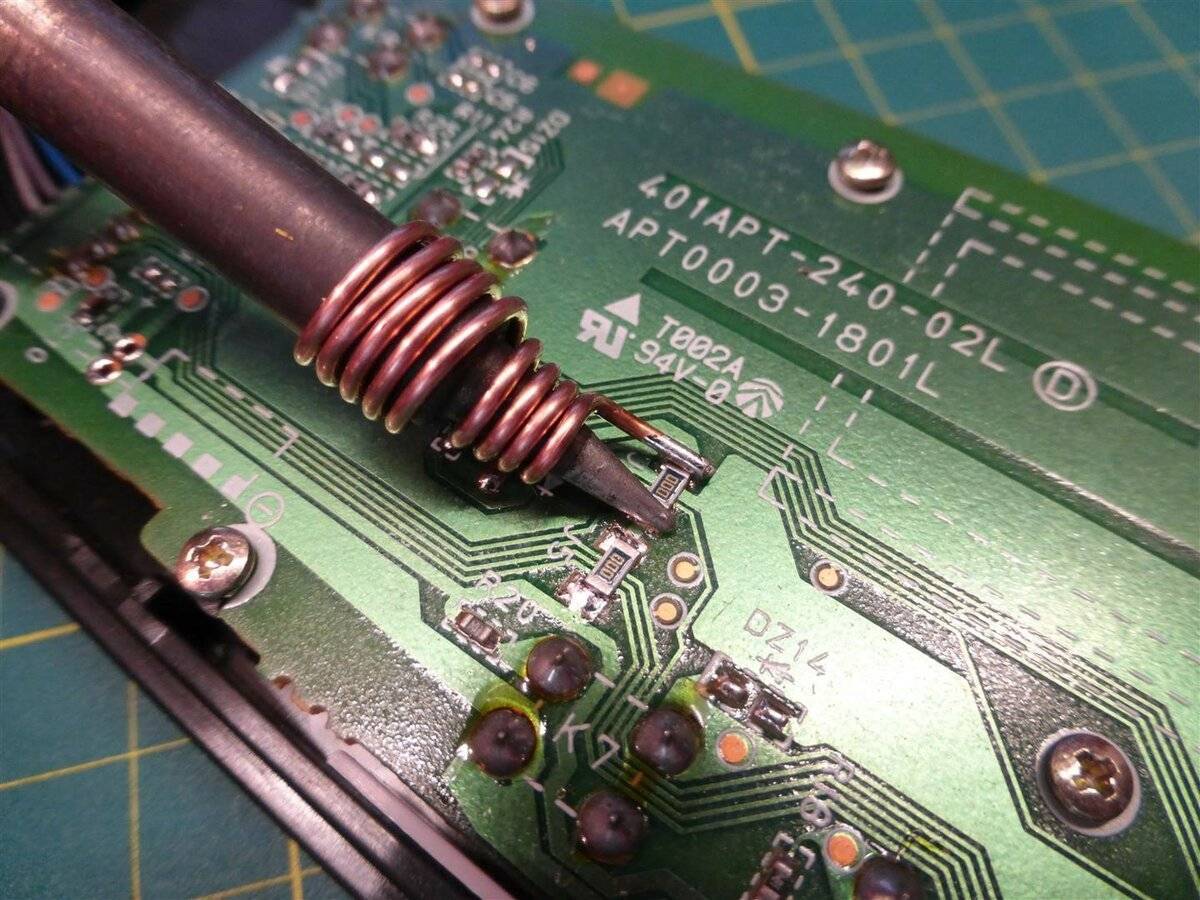
В такой ситуации нагретое паяльное жало нужно аккуратно и быстро погрузить в канифоль.

Жало паяльника, погруженное в канифоль
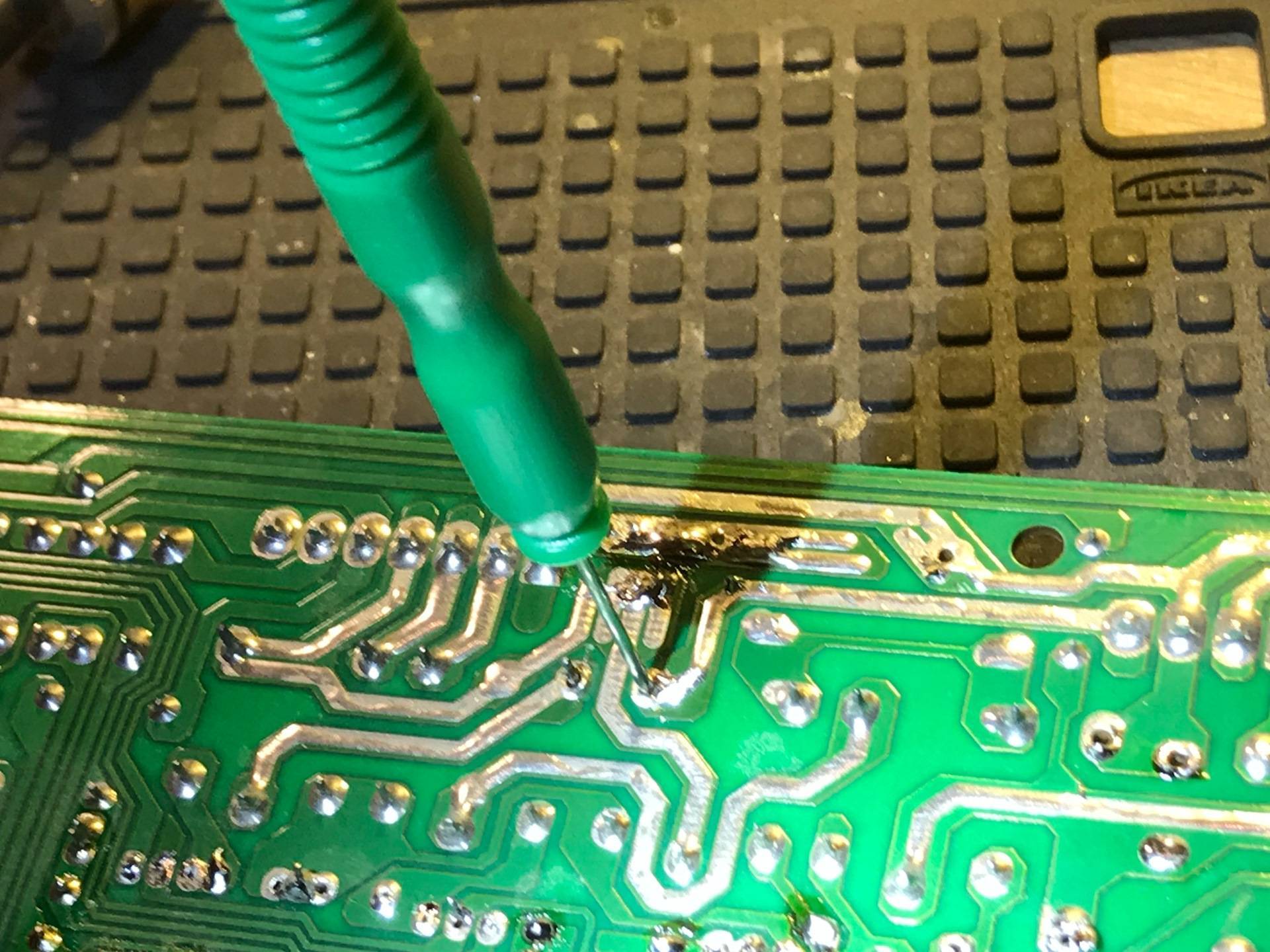
Затем быстро нанесите кончик канифоли на исправленное место. Делать это нужно очень быстро, потому что канифоль выгорает и может оказаться, что к моменту прикосновения к припою канифоли на жале уже не останется!
Устранение перегретого припоя проканифоленным паяльником
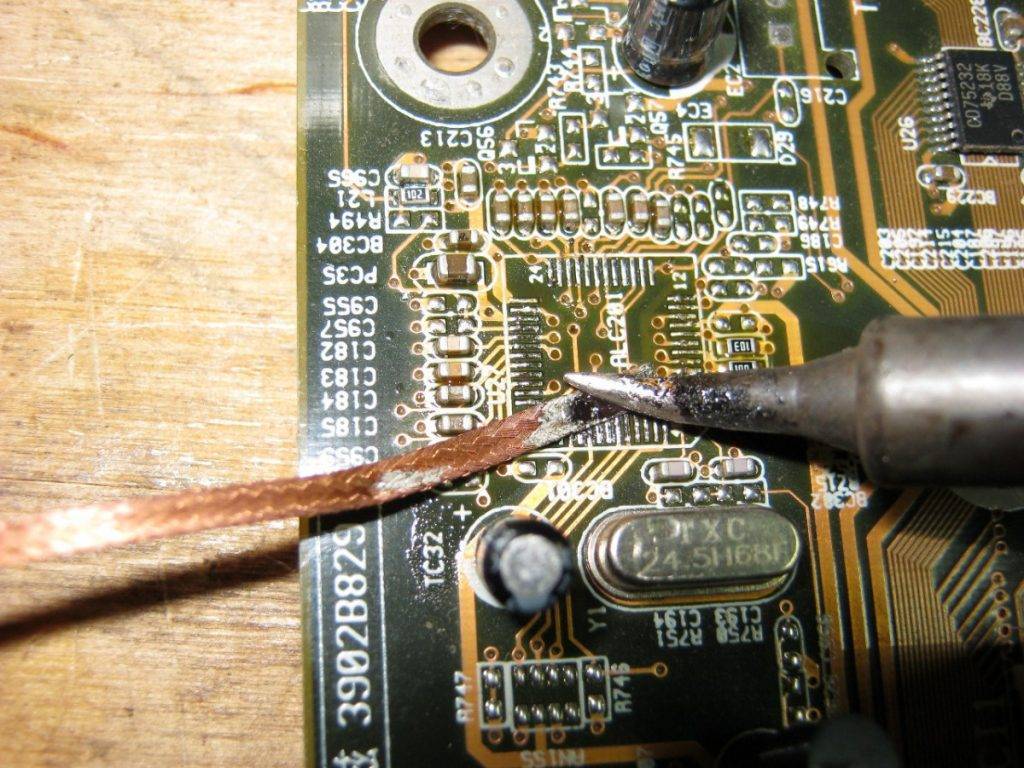
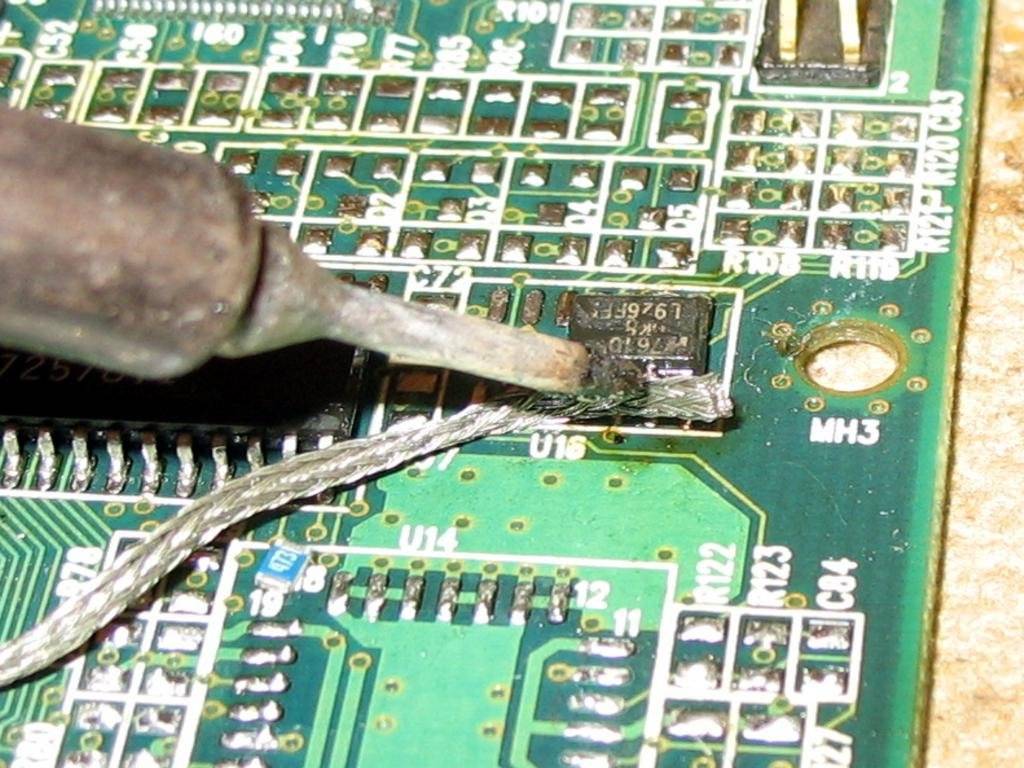
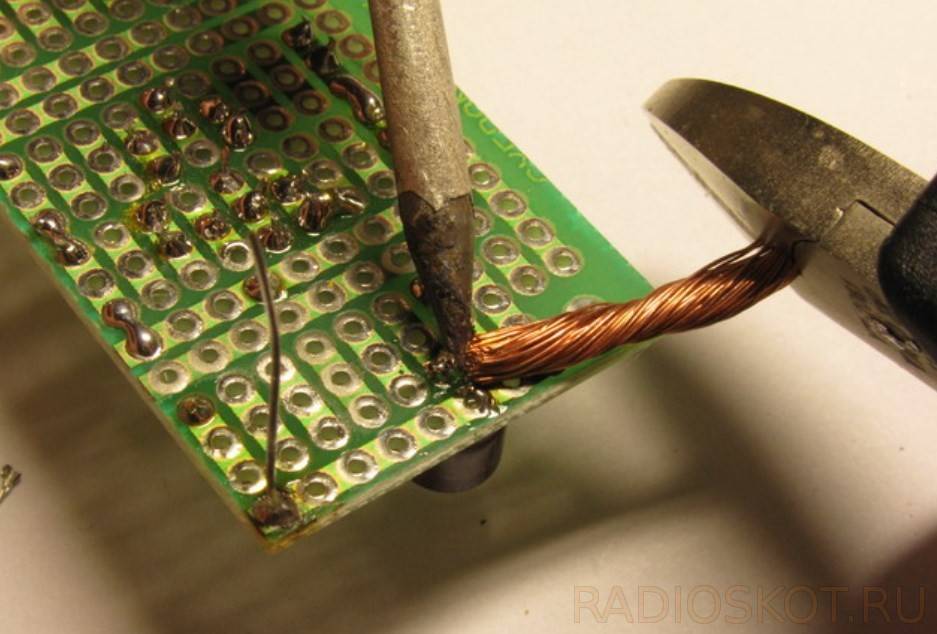
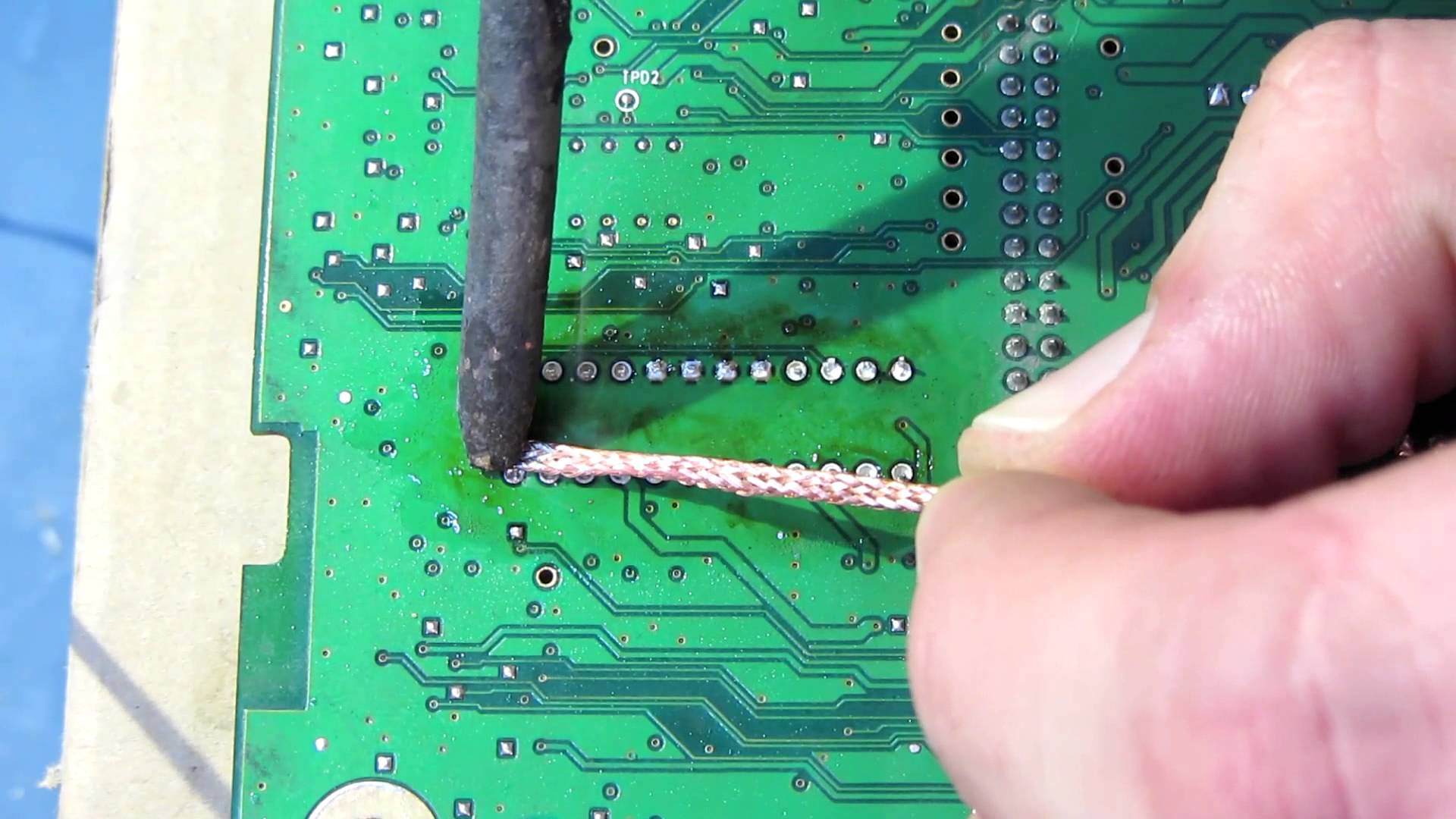
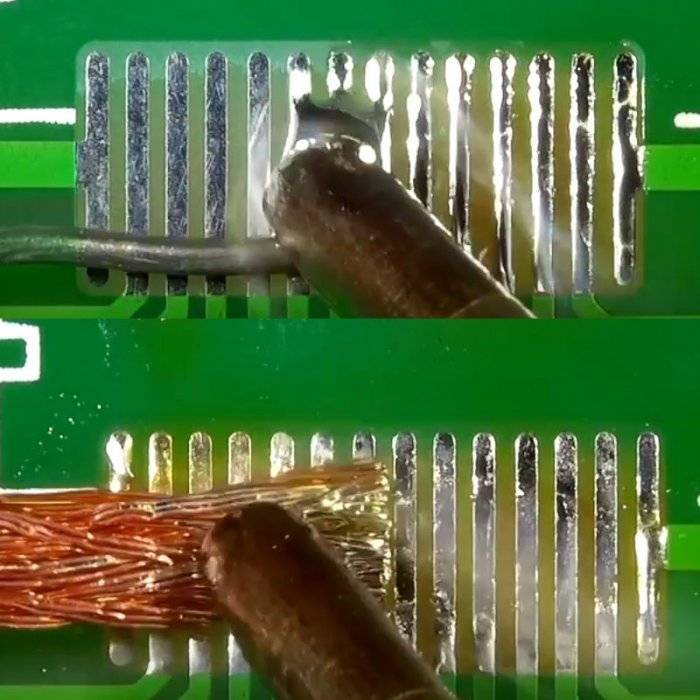
Если при пайке близко находящихся элементов олово из двух разных точек пайки соприкасается друг с другом, его необходимо удалить. В противном случае это может привести к короткому замыканию или повреждению отдельных компонентов или даже всего устройства. В такой ситуации используется специальная оплетка для удаления излишков олова. Нагреваем припой между этими точками пайки паяльником, а затем прикладываем оплётку.
Избыток олова, соединяющий две точки пайки рядом друг с другом
Эти плетеные медные провода образуют губку, которая и собирает излишки олова.
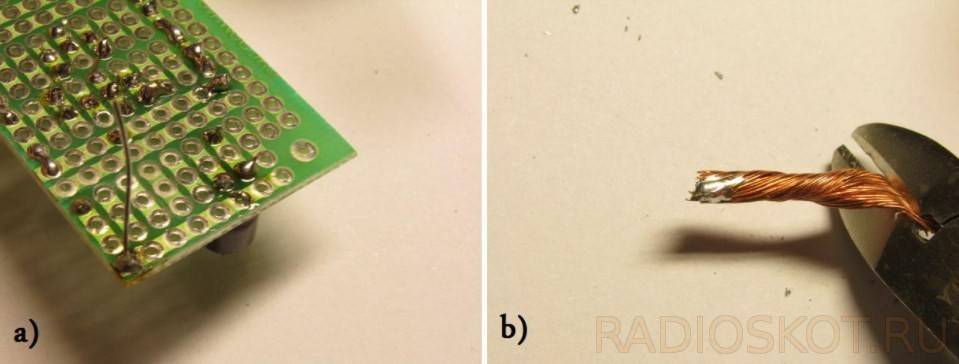
а) Отдельные точки пайки; b) излишки олова собранные оплеткой
В принципе для основы паяльного дела этой информации хватит с головой, дальше идёт только практика и так сказать “набивание руки”. Опыт обязательно придёт со-временем. И поверьте, опыт этот ещё много раз в жизни пригодится!
Форум по обсуждению материала КАК ПРАВИЛЬНО ПАЯТЬ ПАЯЛЬНИКОМ
|
| ||
|
|
Методики демонтажа
Способ, как выпаивать микросхемы, зависит, в основном, от типа выводов, хотя есть и универсальные методы.
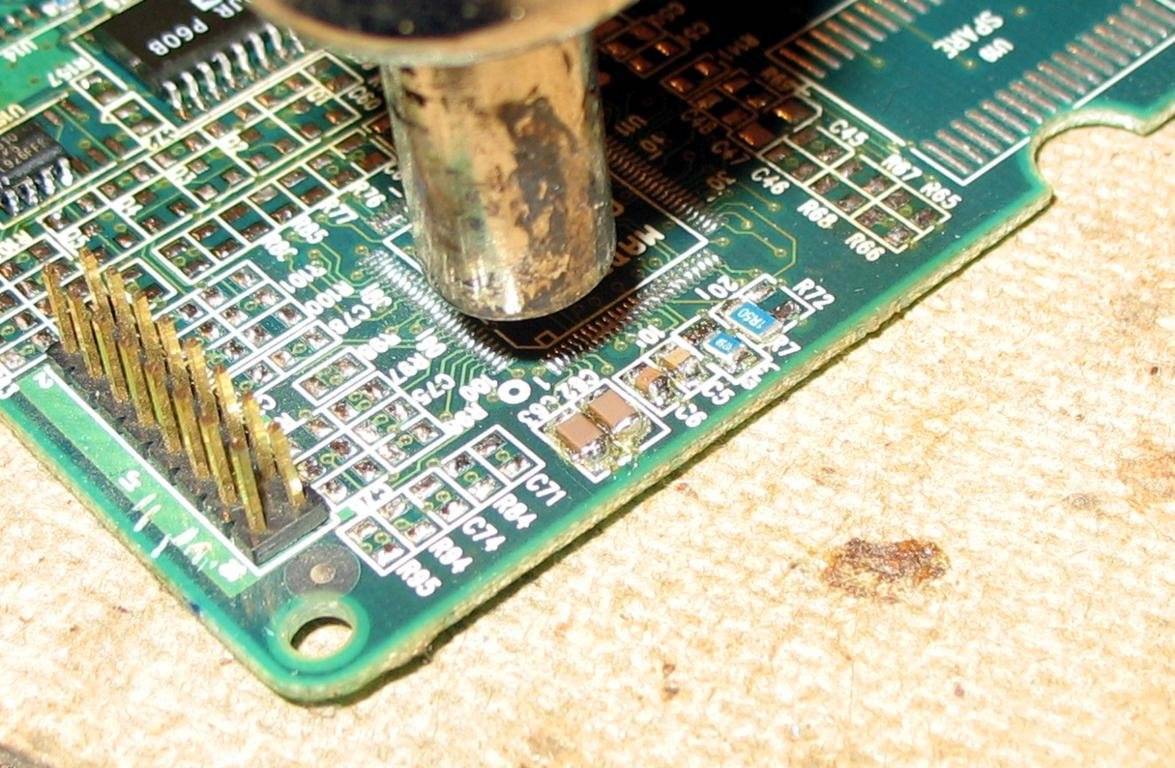
Демонтаж микросхемы паяльником
Это самый трудоемкий и ненадежный способ. Применяется только тогда, когда количество ножек микросхемы минимальное. Перед тем, как выпаивать микросхемы паяльником, кончик жала тщательно облуживают и очищают от остатков припоя, чтобы он остался только в виде тонкой пленки. Расплавленный припой, который окружает ножку ИМС, под действием силы натяжения переходит на жало. Повторяя процедуру несколько раз, полностью освобождают выводы.



Важно! Перед каждым касанием платы жало очищают от припоя. Время касания не должно быть более трех секунд. Если ножка освобождена не полностью, заняться ею можно только через некоторое время после остывания
В это время можно заниматься следующими выводами
Если ножка освобождена не полностью, заняться ею можно только через некоторое время после остывания. В это время можно заниматься следующими выводами.
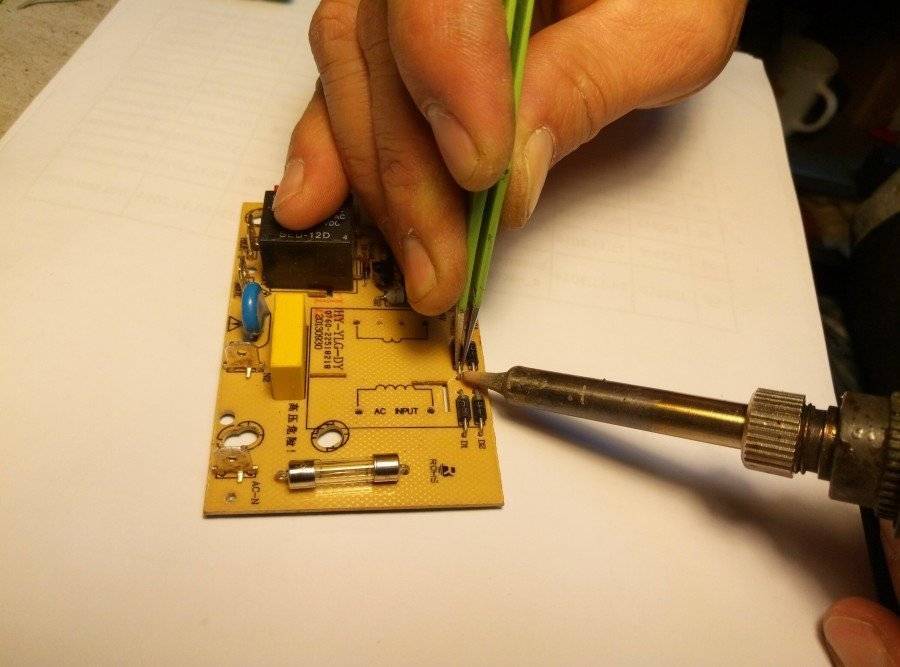
Демонтаж микросхемы с помощью бритвенного лезвия
При работе с планарными элементами на помощь придет обыкновенное бритвенное лезвие. Для удобства лезвие бритвы разламывают пополам вдоль. Прислонив лезвие вплотную к границе вывода и платы, прогревают привой до его расплавления. Просунув лезвие между ножкой и платой, разделяют их. Лезвие выполнено из нержавеющей стали, поэтому припой к нему не пристает.
Использование демонтажной оплетки
Специальная демонтажная оплетка работает благодаря капиллярному эффекту, втягивая в себя расплавленный материал. Можно с тем же эффектом использовать оплетку экранированного кабеля. Оплетка должна быть чистой, без следов окисления. Для того чтобы улучшить растекание расплава, оплетку смачивают жидким флюсом.

Демонтаж микросхем с помощью оловоотсоса
Оловоотсос представляет собой специальный поршень, который при движении втягивает в себя расплав, освобождая вывод. Данный метод пригоден для работы с DIP и SIP компонентами.

Использование медицинских иголок
Такой способ наилучшим образом показал себя при демонтаже ИМС, особенно для одностороннего печатного материала. Двухсторонний печатный монтаж также может использоваться для демонтажа иглы от шприцов. Выбирая иглу, нужно, чтобы ее внутренний диаметр позволял свободно входить ножке микросхемы, а наружный – проходить в отверстие печатной платы. Кончик иглы стачивают надфилем до получения ровной поверхности.
Иглу надевают на кончик ножки и прогревают вывод паяльником. После расплавления припоя иглу вводят в отверстие платы и плавно поворачивают вокруг оси до застывания олова. После этого снимают иглу с ножки, которая теперь полностью свободна. Материал иглы (нержавеющая сталь) не облуживается, поэтому вращение вокруг ножки необходимо только для того, чтобы легче было вынуть ее из отверстия.
 Как выпаять ИМС иглой
Как выпаять ИМС иглой
Использование сплава розе
Используя сплав розе, можно выпаять одновременно все выводы ИМС, благодаря тому, что легкоплавкий сплав растекается между выводами и равномерно и одновременно передает всем им тепло от разогретого жала паяльника. После полного прогрева деталь аккуратно извлекают из платы при помощи пинцета.
Минус у данного метода один – после демонтажа остатки сплава розе собрать не получится, поскольку он будет засорен излишками олова и свинца, которые изменят его состав и температуру плавления.
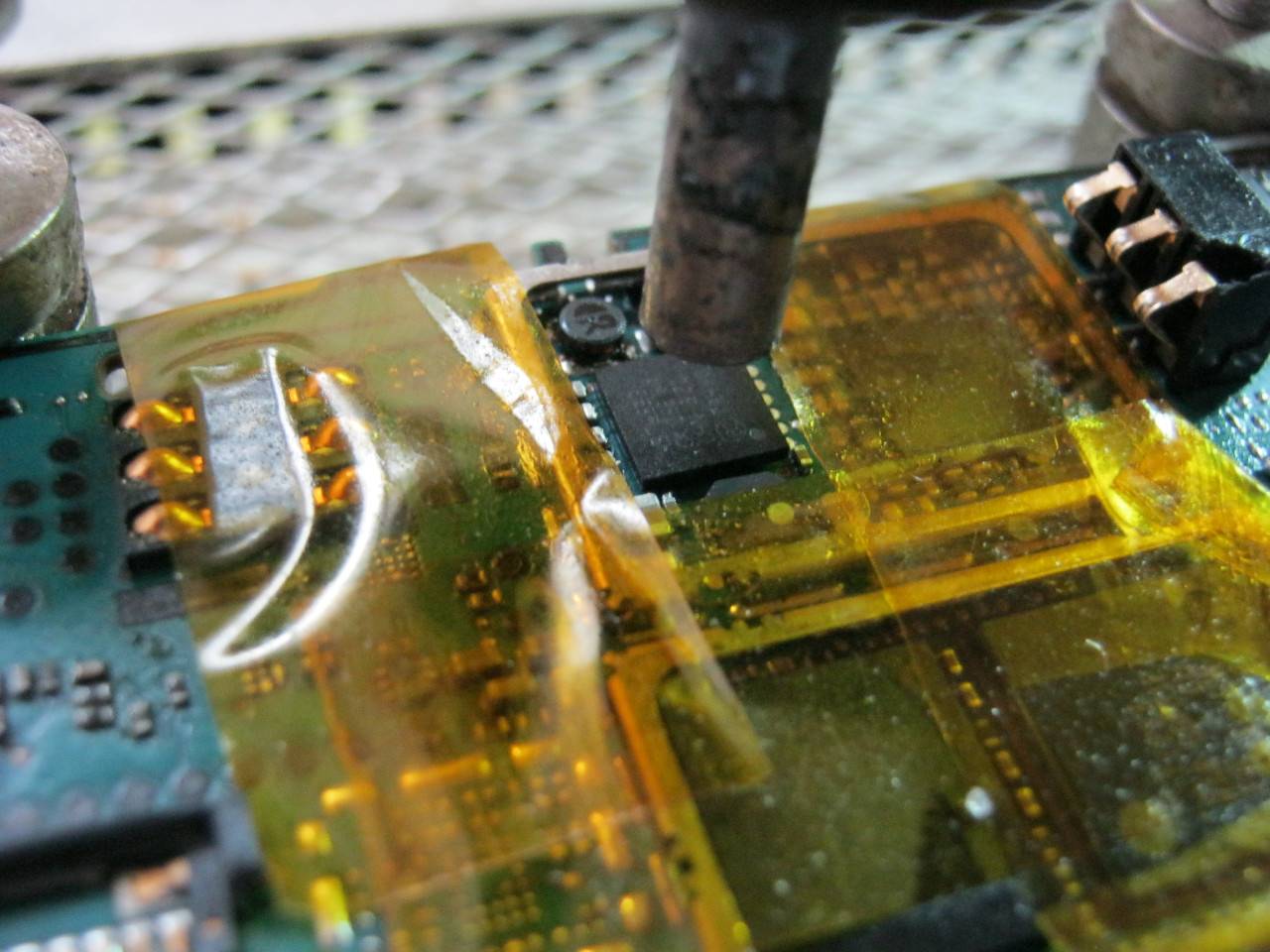
Как выпаять микросхему из платы феном
При работе с SOJ, PLCC, QFJ и BGA корпусами необходима паяльная станция или фен с регулировкой температуры. При помощи станции прогревают целиком участок платы до освобождения микросхемы, а при помощи фена с насадкой поток горячего воздуха направляют на выводы ИМС до их освобождения.
Отпаивать радиоэлементы необходимо при температуре 250⁰С. Соседние элементы для исключения перегрева следует прикрыть алюминиевой фольгой.

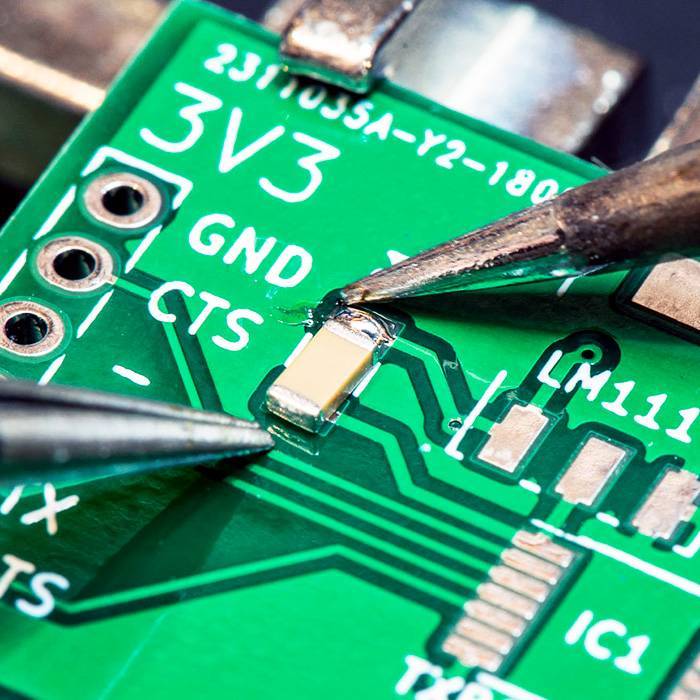
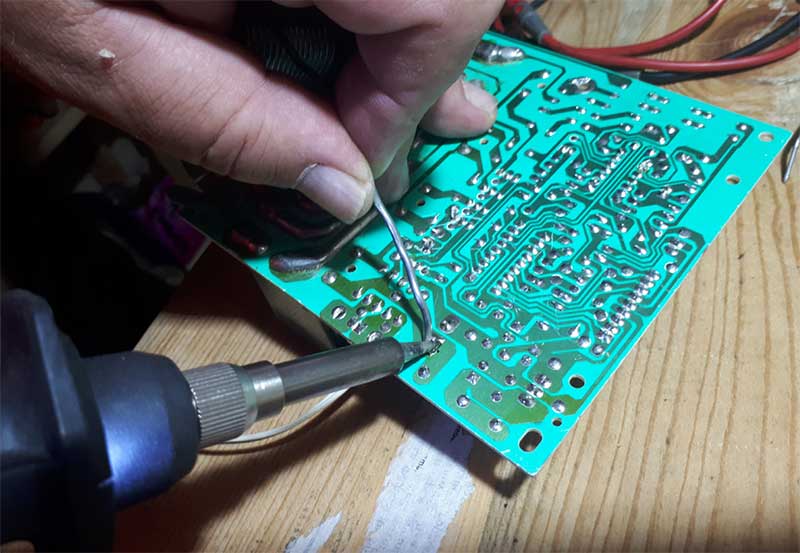
Как выпаять конденсаторы из материнской платы
Чтобы выпаять конденсаторы или другие двухвыводные элементы, нет необходимости использовать специальный паяльный инструмент. В процессе демонтажа прогревают один из выводов конденсатора, одновременно наклоняя элемент с целью выхода ножки из отверстия. Далее повторяют то же самое со второй ножкой, наклоняя деталь в обратную сторону. Во избежание отрыва не надо сильно давить на конденсатор. Прогревая поочередно оба вывода, постепенно освобождают их.
Какой инструмент нужен для пайки?
Паяльник
Все паяльники можно условно разделить на классические сетевые модели и паяльные станции. Классические модели имеют длинную рукоятку с паяльным жалом на конце. Они довольно мощные и подходят для соединения массивных деталей и проводов. Они качественно выполняют прогрев детали и припоя. Но их толстое жало не слишком подходит для работ с электроникой.
Существуют маломощные небольшие модели с тонким жалом, позволяющие паять мелкие детали, такие как SMD-компоненты. Для проводов они не подойдут, а вот для электроники самое оно. Например, Rexant 12-0180 на 8 Вт вообще может подключаться к Power Bank и свободно работать с деталями и платами.
Паяльные станции являют собой прибор с возможностью регулировки рабочей температуры. Благодаря этому можно максимально точно настроить прибор для пайки определенной детали. Например, для пайки плат нужна невысокая температура, иначе есть риск сжечь дорожку. Большинство паяльных станций имеет керамическое жало.
Также отметим, что для разных типов работ применяются разные жала. Они могут быть в виде конуса, плоской лопатки, шилообразные или со срезом. Обычно жала изготавливают из меди и покрывают хромом или никелем. Чтобы к жалу припой хорошо прилипал, необходимо регулярно чистить его от окислов и различной пыли, а также время от времени лудить его. Большинство современных паяльников изготавливаются с возможностью замены жал.
Флюс
Одним из главных расходных материалов является флюс. Он необходим для снятия оксидной пленки и защиты металла от коррозии. Обычно такие флюсы изготавливаются на основе хлорной или соляной кислоты. Они отлично подходят для пайки различных металлов, однако сразу после выполнения работ необходимо смывать остатки флюса, так как кислоты могут вызывать коррозию. Флюсы на основе кислот обычно жидкие. Стоимость их колеблется от 30 до 200 рублей, в зависимости от объема и производителя.
Также есть сухие флюсы, например, канифоль, которую мы будем использовать. Канифоль менее эффективна при пайке стальных изделий, но отлично подходит для меди и основанных на ней сплавов. Для того, чтобы покрыть канифолью деталь, необходимо предварительно растопить ее паяльником. Если вы новичок в пайке, то рекомендуем сразу учиться на канифоли.
Припой
Используется для соединения проводов и деталей так называемый ПОС – припой оловянно-свинцовый. Само по себе олово имеет хорошую электропроводность и дает прочное соединение. Тогда зачем нужен свинец? Свинец улучшает застывание припоя, не давая олову растекаться по поверхности и топорщится иголками.
Рекомендуем брать мягкий припой в виде проволоки толщиной 1 мм — он быстрее плавится и легко наносится на поверхность деталей. Обычно он продается в виде небольших бухт, однако в характеристиках указывается не длина всей проволоки, а ее вес. В среднем 1 гр припоя стоит 5 рублей. Но чем больше бухта, тем дешевле можно купить расходник. Если только начинаете паять, то возьмите катушку на 25 гр — ее хватит надолго.
Существуют также безсвинцовые припои. Однако в них свинец заменен на цинк или индий. Их преимущество в том, что они не токсичны и дают лучшую устойчивость к коррозии. Но у них более высокая температура плавления, поэтому для мелких радиотехнических деталей не подойдут.
Демонтаж микросхемы с помощью бритвенного лезвия
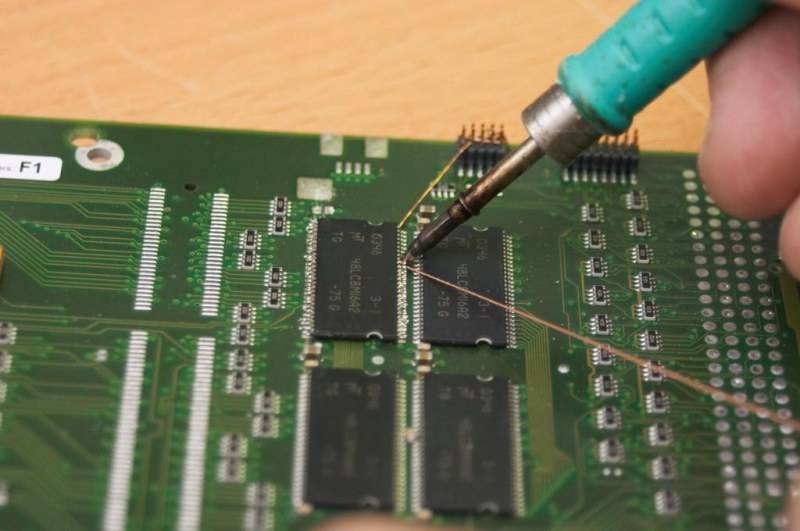
Основная проблема выпайки микросхем состоит, как я уже говорил, в том , что пока греешь один вывод другой уже остыл а чтобы извлечь микросхему нужно чтобы все выводы оставались прогреты одновременно. Это сделать паяльником сложно но можно. Можно конечно взять и варварски изогнуть жало какого-нибудь ЭПСН паяльника и эдаким Г-образным крючком прогревать пайки. А можно пойти проще. Только в этом случае нужно воспользоваться какой-либо металлической пластиной или скобой которая не облуживается.
В качестве такой пластины можно применить бритвенное лезвие. Лезвие нужно для того, чтобы тепло от паяльника концентрировалось не на одном выводе а передавалось сразу нескольким. Единственное, может потребоваться более мощный паяльник так как при низкой мощи тепла которого было достаточно для одного вывода может не хватить на целую прорву выводов.
поэтому прижимаем лезвие к целому рядку ножек микросхемы и начинаем прогревать все пайки одновременно, Прогреваем и одновременно покачиваем микросхему, можно под брюхо микросхемы подсунуть лезвие ножа стараясь приподнять микросхему с одного края. Таким образом освободив от монтажного плена один ряд ножек, тем же макаром, освобождаем второй ряд.
Что такое паяльник и как устроен прибор
Электрическим паяльником называется такой вид электрического инструмента, посредством которого осуществляется объединение двух деталей между собой посредством мягких веществ. Таким мягким веществом является припой, который расплавляется, и переходит в жидкое состояние за счет воздействия высоких температур. Когда воздействие высоких температур прекращается, припой затвердевает (что происходит практически мгновенно), тем самым обеспечивая надежное соединение. Рассматриваемый прибор является главным оружием электронщиков, посредством которого осуществляется не только соединение проводов и полупроводниковых элементов, но и их разъединение.
Прибор внешне имеет простую конструкцию, однако внутри он состоит из различных деталей, с назначением которых следует разобраться. Знать устройство паяльника вовсе не обязательно, чтобы научится им правильно пользоваться, но эта информация поможет в случае выхода его из строя. Состоит прибор из ряда следующих элементов, которые имеют свои особенности:
- В его основе заложен металлический стержень, изготовленный из красной меди. Именно этот стержень нагревается, и плавит припой при соединении деталей. За основу стержня используется красная медь, так как именно этот материал обладает высокой степенью теплопроводности (хорошо передает тепло). Конец стержня имеет клиновидную форму, что необходимо для работы с мелкими полупроводниковыми элементами. Конец стержня называется жалом, как на отвертках
- Нагревательный элемент — стальная трубка, внутрь которой вставляется стержень из красной меди. Трубка оборачивается слюдой или стеклотканевым составом, поверх которого наматывается проволока из нихрома. При прохождении тока по проволоке, она нагревается, и передает тепло металлической трубке. В итоге нагревается стержень, и переходит в рабочее состояние. Поверх нихромовой проволоки находится защитный слой слюды. Он защищает спираль от соприкосновения с металлическим корпусом паяльника, тем самым повышая безопасность электрического прибора. Вторая его защитная функция заключается в том, чтобы сохранять тепло, и не передавать его стальному корпусу прибора
- Рукоятка — изготавливается из термоустойчивого пластика или дерева, и позволяет мастеру удобно работать инструментом
- Провода и вилка для подключения в розетку. Провода соединяются с выводами нихромовой проволоки. Для надежности соединения используются алюминиевые зажимы, которые пропаиваются с целью обеспечения надежного контакта. Зажимы в месте соединения используются на мощных паяльниках, а на маломощных приборах объединение осуществляется без дополнительной фиксации, но с обязательным нанесением припоя. Алюминиевые пластины для соединения медного провода с нихромовой нитью используются для повышения надежности объединения, а также для отвода тепла. Чем мощнее паяльник, тем сильнее нагреваются медные провода, поэтому алюминиевые зажимы осуществляют отвод тепла. Эта информация будет полезна в случае, если при ремонте мощного паяльника принимается решение об удалении алюминиевых пластин. Толщина жилы медного кабеля выбирается в зависимости от мощности прибора
- Стальной корпус — это часть инструмента, внутри которой располагается нагревательный элемент. На корпусе может присутствовать (в зависимости от модели) резьбовой винт, посредством которого фиксируется стержень. В конструкции корпуса могут находиться отверстия ближе к рукоятке, назначение которых заключается в отводе тепла
Как устроен паяльник внутри, показано на фото ниже.
С устройством паяльника полезно разобраться всем, кто планируется осуществить его ремонт в случае возникновения поломки.
Вспоминаем курс школьной физики
Для того чтобы паять светодиоды (например, типа SMD), необходимо знать, что обозначают некоторые знаки, нанесенные на схемы. А именно:
- «U». Это буквой на всех электрических схемах обозначают напряжение. Оно измеряется в В (вольтах);
- «I». Под этим обозначением кроется ток. Он измеряется в А (амперах);
- «R». Такая буква означает электрическое сопротивление элементов схемы. Этот показатель измеряется в Ом (омах).
Все перечисленные выше значения отражают закон Ома, который описывается следующей формулой:
Кроме этого необходимо понимать, что под буквой «Р» находится мощность, которая измеряется в Вт (ваттах). Мощность определяется по следующей формуле:
Расшифровку этих значений необходимо обязательно знать для того, чтобы правильно припаять светодиоды в любые схемы и платы.
Распайка планарных деталей
Демонтаж с помощью сплава Розе
Контакты микросхемы у нас при этом замкнутся, но это не страшно, после того как демонтируем микросхему, мы легко с помощью демонтажной оплетки, уберем излишки припоя с контактов на плате, и с контактов на микросхеме.
Итак, мы взялись за нашу микросхему пинцетом, по краям, там где отсутствуют ножки. Обычно длина микросхемы, там где мы придерживаем ее пинцетом, позволяет одновременно водить жалом паяльника, между кончиками пинцета, попеременно с двух сторон микросхемы, там где расположены контакты, и слегка тянуть ее вверх пинцетом. За счет того что при расплавлении сплава Розе или Вуда, которые имеют очень низкую температуру плавления, (порядка 100 градусов), относительно бессвинцового припоя, и даже обычного ПОС-61, и смещаясь с припоем на контактах, он тем самым снижает общую температуру плавления припоя.

Демонтаж микросхем с помощью оплетки
И таким образом микросхема у нас демонтируется, без опасного для нее перегрева. На плате у нас образуются остатки припоя, сплава Розе и бессвинцового, в виде слипшихся контактов. Для приведения платы в нормальный вид мы берем демонтажную оплетку, если флюс жидкий, можно даже обмакнуть ее кончик в нее, и кладем на образовавшиеся на плате “сопли” из припоя. Затем прогреваем сверху, придавив жалом паяльника, и проводим оплеткой вдоль контактов.
Выпаивание радиодеталей с оплеткой
Таким образом весь припой с контактов впитывается в оплетку, переходит на нее, и контакты на плате оказываются очищенными полностью от припоя. Затем эту же процедуру, нужно проделать со всеми контактами микросхемы, если мы собираемся запаивать микросхему в другую плату, или в эту же, например после прошивания с помощью программатора, если это микросхема Flash памяти, содержащая прошивку BIOS материнской платы, или монитора, или какой либо другой техники. Эту процедуру, нужно выполнить, чтобы очистить контакты микросхемы от излишков припоя. После этого наносим флюс заново, кладем микросхему на плату, располагаем ее так, чтобы контакты на плате строго соответствовали контактам микросхемы, и еще оставалось немного места на контактах на плате, по краям ножек. С какой целью мы оставляем это место? Чтобы можно было слегка коснувшись контактов, жалом паяльника, припаять их к плате. Затем мы берем паяльник ЭПСН 25 ватт, или подобный маломощный, и касаемся двух ножек микросхемы расположенных по диагонали.
Припаивание SMD радиодеталей паяльником
В итоге микросхема у нас оказывается “прихвачена”, и уже не сдвинется с места, так как расплавившийся припой на контактных площадках, будет держать микросхему. Затем мы берем припой диаметром 0.5 мм, с флюсом внутри, подносим его к каждому контакту микросхемы, и касаемся одновременно кончиком жала паяльника, припоя, и каждого контакта микросхемы. Использовать припой большего диаметра, не рекомендую, есть риск навесить “соплю”. Таким образом, у нас на каждом контакте “осаждается” припой. Повторяем эту процедуру со всеми контактами, и микросхема впаяна на место. При наличии опыта, все эти процедуры реально выполнить за 15-20 минут, а то и за меньшее время. Нам останется только смыть с платы остатки флюса, растворителем 646, или отмывочным средством Flux Off, и плата готова к тестам, после просушивания, а это происходит очень быстро, так как вещества применяемые для смывания, очень летучие. 646 растворитель, в частности, сделан на основе ацетона. Надписи, шелкография на плате, и паяльная маска, при этом не смываются и не растворяются.
Единственное, демонтировать таким образом микросхему в корпусе Soic-16 и более многовыводную, будет проблематично, из-за сложностей с одновременным прогреванием, большого количества ножек. Всем удачной пайки, и поменьше перегретых микросхем! Специально для Радиосхем – AKV.
Форум по обсуждению материала ПАЙКА SMD ДЕТАЛЕЙ БЕЗ ФЕНА
|
| ||
|
|





