

Как выполняется гибка труб?
Для выгибания трубчатых изделий чаще всего требуется относительно незначительное усилие, поэтому промышленное оборудование в таких работах применяют редко. Но, конструкция трубогиба должна быть такой, чтобы в процессе гибки не деформировалось сечение трубы.
Деформация может произойти по таким причинам:
- Угол изгиба превышает 10-15°. В данном случае внутренняя часть профиля чрезмерно сжимается, а внешняя – растягивается. Из-за этого труба деформируется и может треснуть.
- Высокое содержание углерода в стальном сплаве (все марки, начиная со стали 40). Материал очень упругий, поэтому при изгибе может пружинить. Если контур изделия имеет сложную форму, пружинное усилие может составить 15-20%.
- Искажение торца трубы, если она ненадёжно зафиксирована. Торец принимает другое положение, его перпендикулярность к оси полностью теряется. Такую трубу возможно не удастся установить в конструкцию после гибки.
Поэтому сначала нужно детально проработать схему, по которой будет изготовлен профилегиб своими руками, чертежи, фото, видео помогут подобрать оптимальный тип конструкции.
Лучше использовать готовые чертежи, разработанные инженерами под соответствующее сечение профиля
Чтобы избежать деформации, также важно выбирать подходящие марки стали. Для гибки лучше всего подходит профиль горячей прокатки.
Также подходят изделия из мягких сплавов цветных металлов. На заготовке не должно быть следов коррозии и окалины, иначе усилие будет распределяться неравномерно.
Конструкция и чертеж трубогиба для профильной трубы
Устройство для сгиба профильной трубы – ручное, электрическое или механическое оборудование с относительно небольшими размерами и весом. В работе применяется технология холодного проката. А для кривизны оптимальных параметров и обработки деталей разных разметов и видов используются специальные насадки.

Гибочные башмаки для деформации деталей разных размеров
Профилегибочные станки являются роликовыми механизмами и бывают четырех видов:
С верхним подвижным роликом.
Самый распространенный и простой вид. При этом, если профилегиб ручной, ролик движется под управлением редуктора, если гидравлический – гидросистемы. Погрешность данного вида устройств – минимальна.
С левым подвижным роликом.
Кроме обычного сгиба детали, данное устройство способно завивать спирали. Для контроля сгибания такие станки оснащены ЧПУ с возможностью заранее установить параметры процесса. Поэтому у готового изделия параметры сгибания максимально соответствуют начальным параметрам.
Станки с подвижными нижними коликами.
Применяются для сгиба крупных заготовок. Такие трубогибы бывают только гидравлическими и отличаются полным автоматизированным управлением.
Трубогибы, все ролики котороых двигаются при работе.
Самое технологически сложное устройство, вмещающее в себя плюсы всех вышеперечисленных видов. Он способен провести полный цикл гибочных работ над деталью.
Чертеж профилегиба своими руками
Чертежи как покупного, так и самодельного трубогиба для профильной трубы зависят от вида прибора. Но есть элементы, присутствующие в каждом устройстве: рама, трубные упоры (два или больше), валы.

Вальцы для трубогиба, предназначенные для деталей разных форм и размеров
Рама (или станина) предназначена для закрепления на ней остальных деталей. Она может быть одного из двух видов:
- Закрытая (имеет сложную конструкцию, поэтому изготавливается на заводах; требует определенных навыков при эксплуатации, однако является более безопасной, чем открытая).
- Открытая (характерна для трубогиба, сделанного своими руками по чертежам; размеры такой рамы относительно небольшие, поэтому использовать ее несложно).
Вальцегибочные станки для автомобильных ступиц
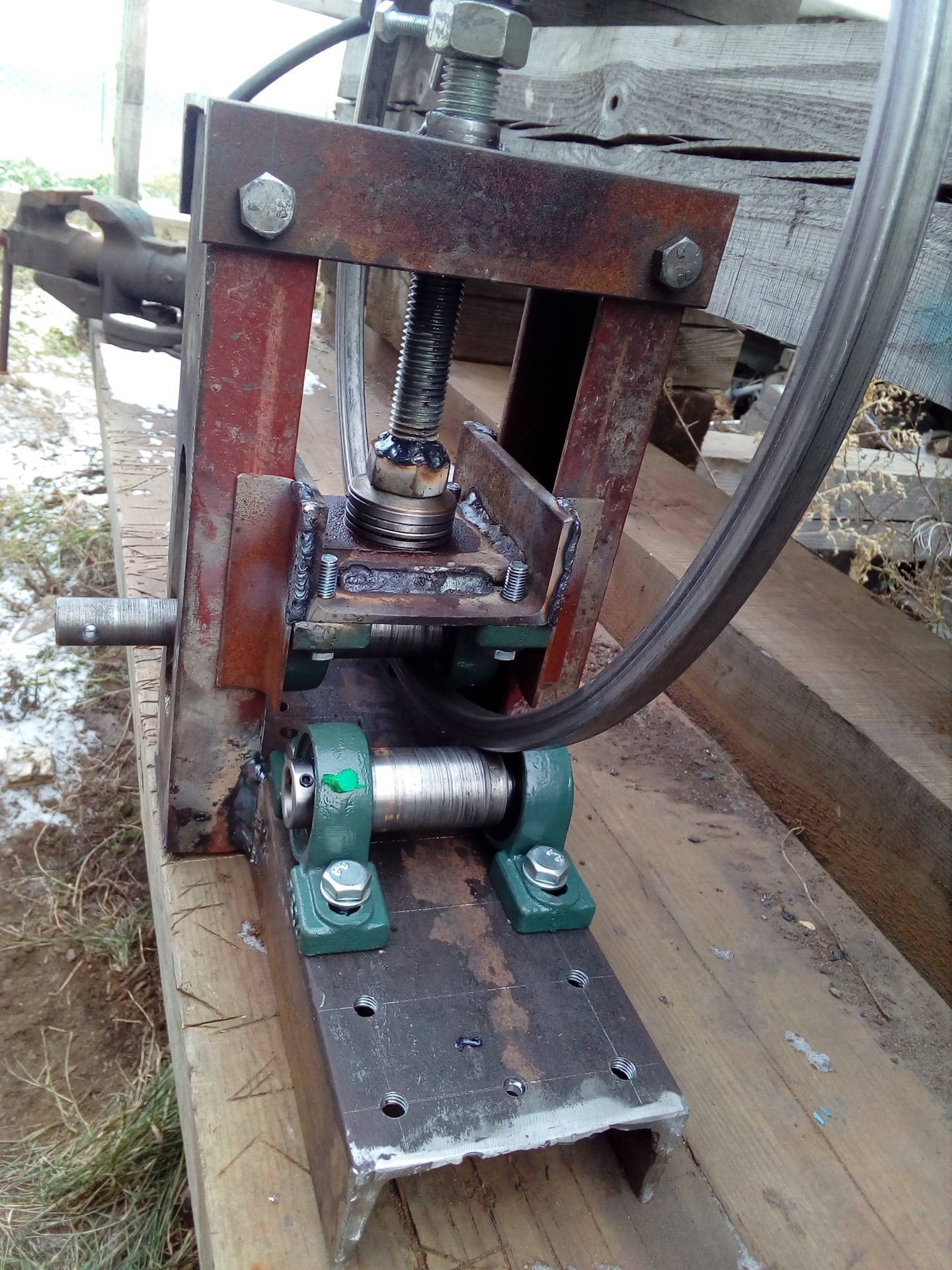
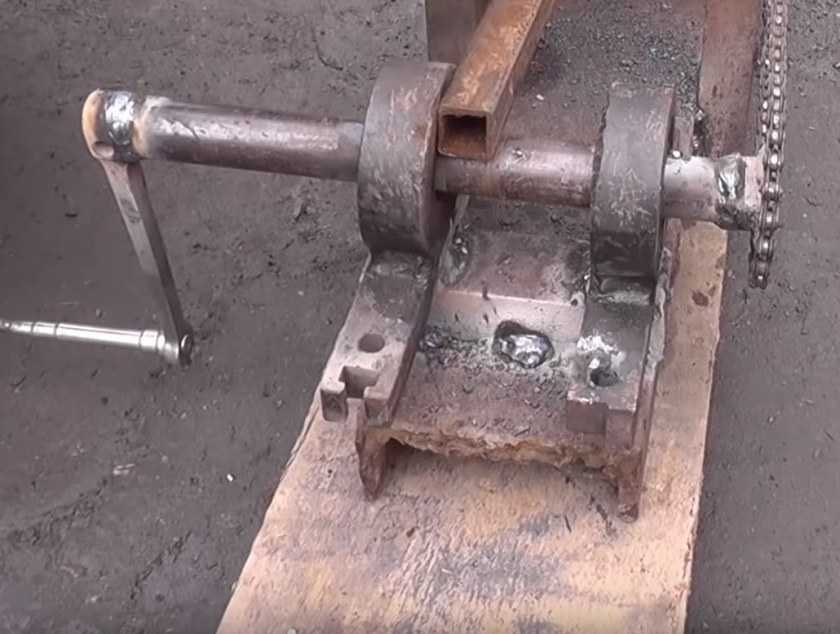
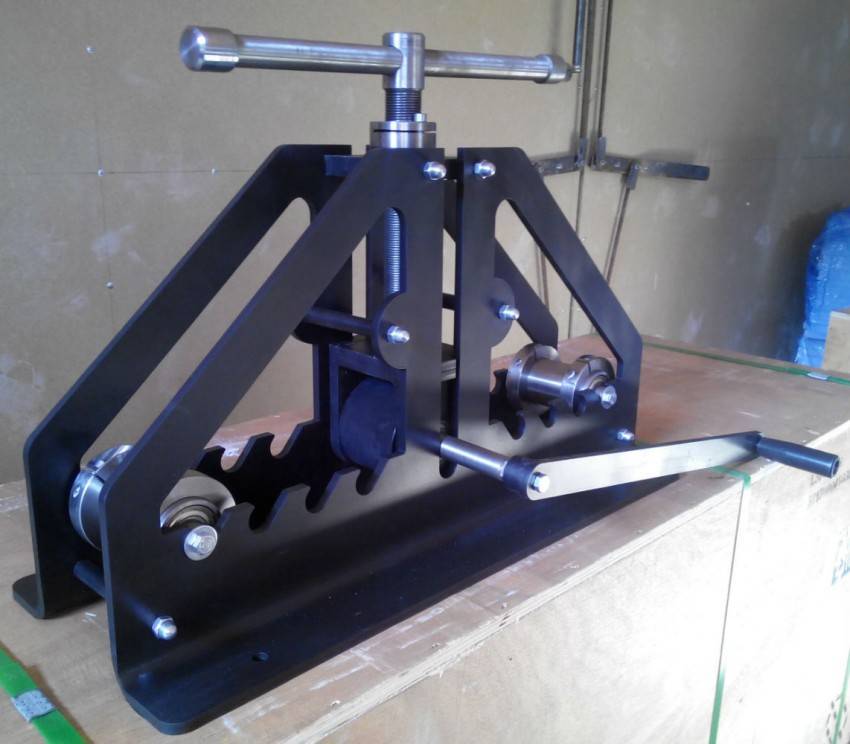
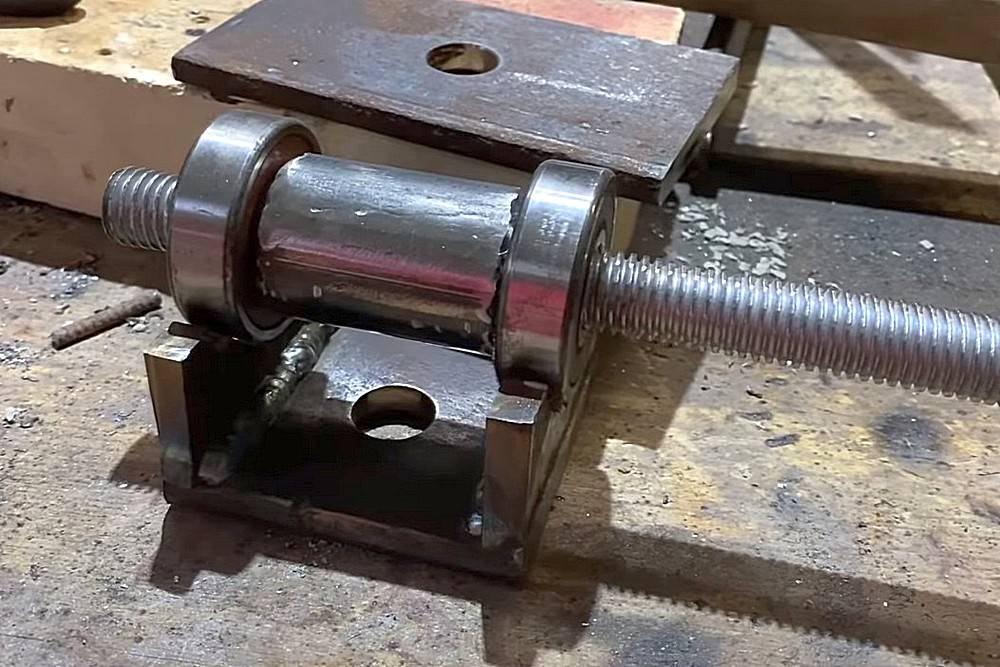
Еще один уникальный трубогиб от народных мастеров – это инструмент, собранный из металлического профиля и автомобильных ступиц. Его конструкция массивная и простая, что позволяет не беспокоиться о поломках во время эксплуатации.
Процесс изготовления такого трубогиба выглядит следующим образом. Две автоматические ступицы с поворотным кулаком или обработанные валы привинчиваются или привариваются к полу так, чтобы они могли вращаться вокруг своей оси.
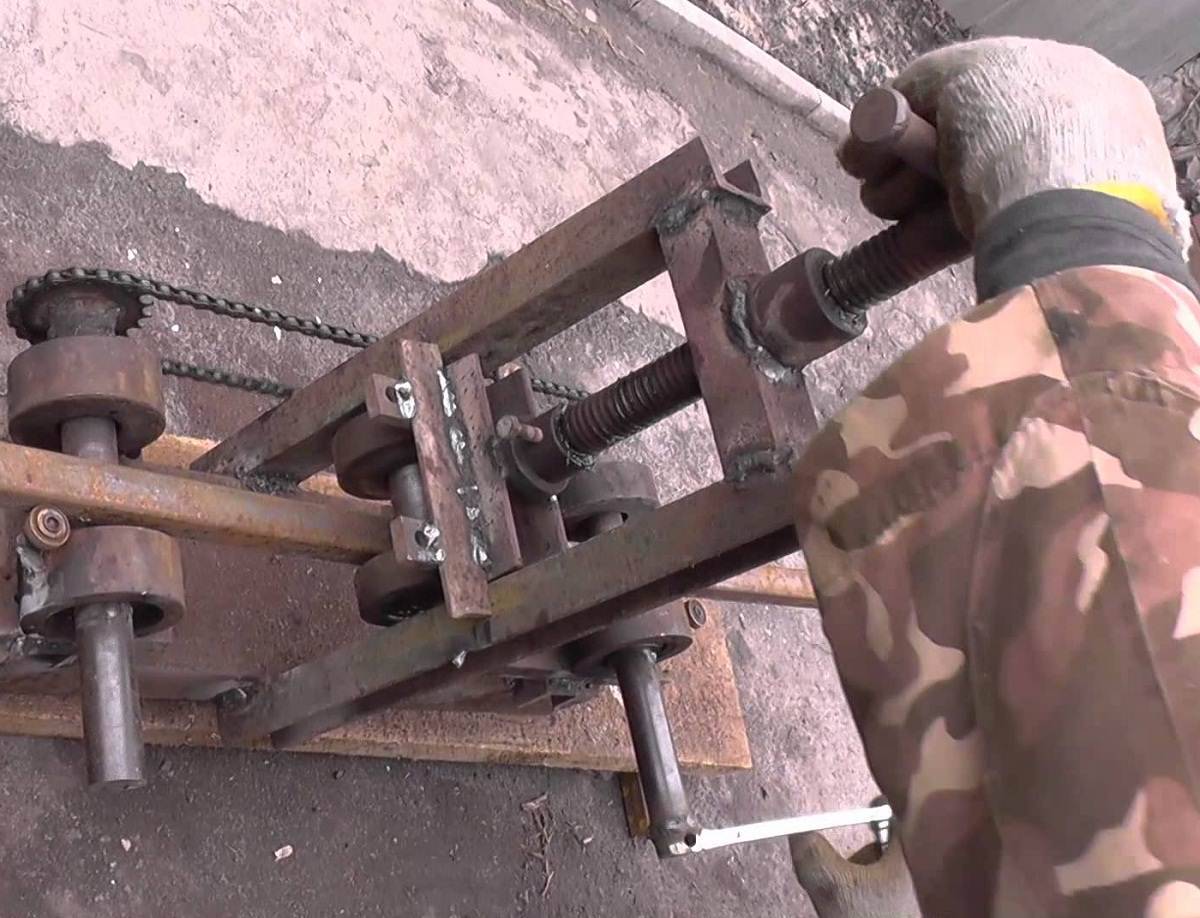
Между ступицами имеется фиксированный канал, который можно сваривать с двух углов. Внутри направляющей имеется канал меньшего размера, к одному краю которого приварена третья ступица с осью шарнира, а ко второму – гайка или резьбовая втулка для нажимного болта.
По краям направляющего канала приваривают полосы или уголки для ограничения вертикальных перемещений подвижной части конструкции. Кромка основного желоба закрыта пластиной с отверстием для стопорного винта. С другой стороны пластины к винту приваривается ручка затвора.
В результате получился роликовый трубогиб с ограниченным усилием зажима. Если к верху подвижной ступицы прикрутить ручку для вращения, то с помощью такого инструмента появляется возможность гнуть профиль по всей его длине.
Фотографии из Широкий круг ступиц автомобиля может мешать сборке трубогиба, поэтому лучше сразу отрезать болгаркой, винт нужно хорошо смазать машинным маслом. Вместо традиционных металлических пластин углы могут быть используются в качестве упоров – они уменьшают дальнейшие колебания внутреннего канала в канавке. Винт прижимного механизма не должен касаться движущихся частей ступицы. Втулка ограничителя должна быть приварена к винту, чтобы ограничить его движение наружу высокое качество ступичных подшипников, рукоятка прижимного вала может быть сделана на одной стороне, главное, чтобы она не ломалась Самосварные ступицы к раме Направляющий канал с углов Внутренний подвижный канал с упорами Гильза для прижимных винтов Углы упора верхние Внешний вид механизма Стопорная втулка Ограничительная втулка на винте Ручка поворота ступицы
Делаем электромеханический трубогиб
Мы решили рассказать вам, как изготовить электромеханическую модель трубогиба. Такое оборудование способно справиться с любым объёмом работ, при этом не придётся прикладывать физическую силу.
Для изучения, представляем две версии инструкции как изготовить трубогибочный станок для круглых труб своими руками. Если после ознакомления текстового руководства возникнут вопросы, рекомендуем смотреть так же и видео материалы.
Как сделать трубогиб без сварки и токарки. Размеры, чертежи, нюансы The pipe bender
Смотрите это видео на YouTube
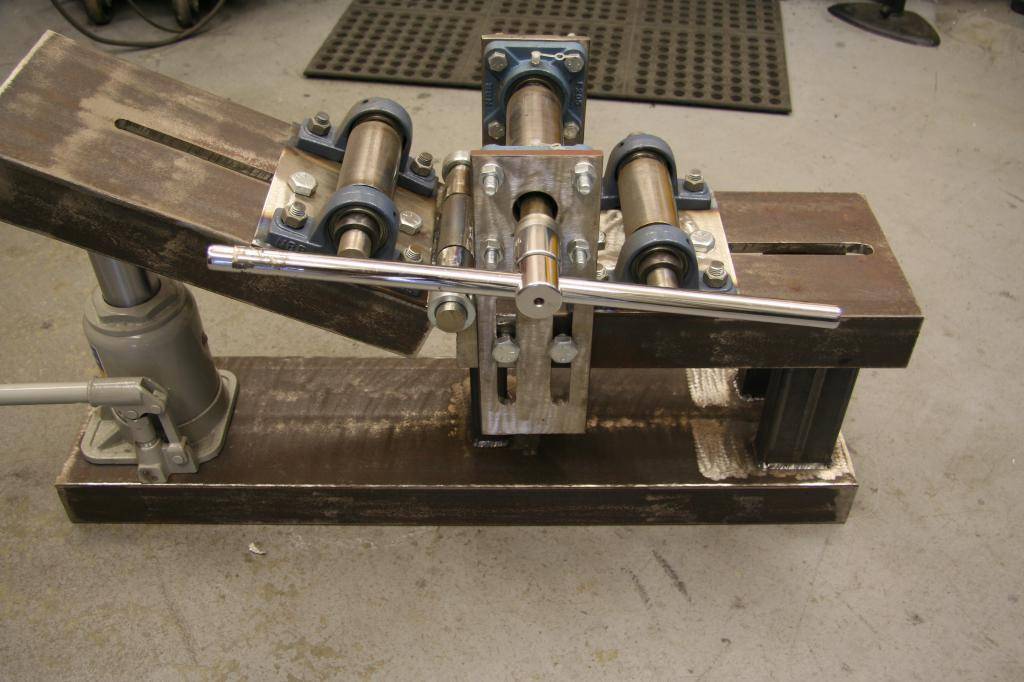
Устройство состоит из трёх рабочих органов — одного нажимного и двух опорных валиков, поэтому его ещё называют трёхваловым прокатным станком. Это один из самых сложных гибочных механизмов, который можно собрать своими руками, но мы решили начать именно с него. Если он у нас получится, то сделать более простые виды трубогибов нам не составит труда.
Итак, устройство мы будем делать из: 204-ых подшипников, стабилизатора поперечной устойчивости от автомобиля «Ваз», гаек, шпилек, обрезков труб (20 на 40 с толщиной 2 мм, 15 на 15 на 1,5 мм; 80 — 80 — 5 мм), металлического листа толщиной 3 мм.
Для сборки электрического гибочного станка мы воспользовались следующими чертежами.
Схема прокатного станкаСхема валаЧертёж вилкиОпоры для подшипниковЧертёж щекиСхема прижимного винта
Переходим к работе, пошаговая подробная инструкция выглядит следующим образом:
Подготавливаем станину — для этого понадобится два отрезка арматуры или профиля одного размера, на верхней стенке которых мы делаем по 4 отверстия для наших шпилек.
Детали для станины
Из металлического листа вырезаем две боковые стенки конструкции, проделываем в заготовках отверстия для их крепления к станине и установки вальцов, а также большое окошко для подвижного валика. Отверстия следует проделывать сразу в двух заготовках, чтобы они совпадали.







Вырезаем боковины
Берём стабилизатор поперечного сечения от жигулей, протачиваем его под головку 19, это позволит вращать вал шуроповёртом. На него будет одеваться подшипник с диаметром 20 мм.
Делаем проточки на стабилизатореОдеваем подшипник
Приступаем к изготовлению прижимного механизма из винта и куска швеллера, размер которого должен быть чуть меньше, чем расстояние между боковыми стенками конструкции, чтобы заготовка свободно ходила в нем. В швеллере проделываем отверстие, равное размеру винта, куда привариваем гайку. После чего вкручиваем винт и снизу фиксируем гайкой. Сверху в винте просверливаем отверстие, в него вставляем шпильку, которая будет служить рукояткой.
Привариваем гайкуВставляем винт
На вал одеваем два подшипника, фиксируем шайбами. Заготовка устанавливается на швеллер, в котором предварительно мы проделали отверстия для прижимного винта и боковые для крепления.
Собираем прижимной вал
Приступаем к сбору приспособления:
- вставляем шпильки в отверстия одной боковой стенки и фиксируем их гайками;
- средние шпильки — это наши входной и выходной ролики, они наборные, размер зависит от комплектации подшипниками под различные задачи;
Вставляем шпильки-ролики
на нижние шпильки одеваем шайбы, а затем устанавливаем две заготовки из профиля, которые будут служить основанием нашего станка;
Устанавливаем профильное основание
прижимной вал размещаем в середине конструкции, протолкнув винт в отверстие, он должен располагаться точно по центру между роликами, а между винтом и щеками устанавливаем прокладки из металлической пластины;
Размещаем прижимной вал
прижимной винт прикручиваем к швеллеру вала гайкой;
Прикручиваем прижимной винт
накрываем конструкцию второй боковиной и закручиваем гайки.
Одеваем стенку
Станок готов, остаётся на заточенную сторону вала одеть головку, а затем с помощью шуруповёрта привести в действие устройство. Это универсальный станок-кольцевик, используя его вы сможете изгибать не только круглые, но и профильные трубы, достаточно только поменять насадки на роликах.
Изготовление изделия
Практически все вышеуказанные приспособления предназначены для загиба круглых труб. К примеру, на крюках не получится выполнить загиб заготовки квадратной формы. Для этих целей применяется роликовый трубогиб для профильного металлопроката. Если внимательно изучить простую технологию сборки, то вполне можно соорудить практичный и удобный станок. Из материалов потребуется:
- 3 вала;
- металлический профилированный каркас;
- ролики;
- домкрат.
Инструкция для сборки:
- Из металлических профилей делается каркас, поэтому не обойтись без сварочных работ. Устройство должно прочно закрепляться на столешнице, следовательно, внизу рамы с помощью сварки фиксируются крепежи. Между верхними и нижними валами будут монтироваться две опоры по вертикали: с выбранной одной стороны или в середине. На том участке, где опора отсутствует, будет закрепляться валик с профилем, он должен быть зафиксирован на болты. Для поднятия механизма используется домкрат.
- В той части каркаса, которая будет сдвигаться, необходимо приварить валы. Они размещаются по обе стороны: справа и слева. Для третьего прижимного вала изготавливаются специальные опоры. Его также следует прихватить.
- На этом этапе сооружается стальная ручка. Она фиксируется к прижимному валу с помощью сварки.
- Чтобы в процессе работы сгибаемое изделие не соскакивало, следует прихватить вертикальные ролики и валы, которые должны находиться между прижимным и боковым валом. При работе, труба будет пропускаться через колесо и тонкий вал — это сохранит устойчивость и предотвратит сдвиг профильного изделия.
- В конце работы закрепляется домкрат под смещающуюся часть профиля. Инструмент можно использовать любой — обыкновенный реечный или гидравлический цилиндрический. Для удобства, деталь закрепляется на раме.
Сооружение простейшего шаблонного трубогиба
Такой вариант станка делается даже из дерева. Ручной трубогиб может обходиться и без прижимного ролика, а если такой и установится, то будет предназначаться для тонкостенных труб. Основной материал — это прочная доска с толщиной более диаметра изгибаемого изделия. К примеру, сечение трубы: 30 мм, значит, материал подбирается на толщину 40 мм.
В процессе работы может происходить соскакивание заготовки, поэтому для удобства сгибания, на торце выполняется профилирование шаблона. Для таких целей изготавливается некий желоб из дерева. Берутся две доски, и вырезается по одной грани на каждой. Чтобы не сталкиваться с ошибками в процессе сборки, рекомендуется предварительно сделать чертеж.
Если для сгиба изделия будет применяться именно ручной трубогиб, то шаблон закрепляется на прочное основание. Упор монтируется с левой стороны (для правшей). Между упором и лекалом пропускается труба и осуществляется сгибание до той степени, пока изделие не приобретет требуемый радиус. Работать надо с большой аккуратностью, потому что материал может соскочить с шаблона.
Простейший трубогиб

Если вы задумались над вопросом о том, как сделать трубогиб самому, простейшая конструкция вам подойдет. Для этого следует использовать один из самых доступных способов – песок. Он засыпается во внутреннюю полость трубы. Лучше использовать мелкофракционный речной. Его предварительно просеивают и сушат. Далее с двух сторон торцы заглушаются пробками. Круглую трубу можно будет загнуть вокруг шаблона нужной формы.
Место сгиба при необходимости предварительно можно прогреть газовой горелкой или паяльной лампой. Если использовать такой способ, то необходимо контролировать боковые стенки. При превышении критического радиуса труба попросту сложится, как картонный домик.
Реализация ручной роликовой модели
Изготовление ручного трубогиба своими руками состоит из некоторых стальных деталей без использования специальных механических приспособлений. Это устройство предназначено для локального изгиба трубы. Для деформации профиля используется прямое ручное усилие, поэтому гибочный станок должен быть оснащен длинным сильным рычагом.
Далее мы рассмотрим процесс изготовления двухвалкового гибочного станка, прикрепленного к опорной раме. Размеры инструментов могут отличаться от предложенных, в зависимости от потребностей и материалов.
Необходимые материалы и инструменты
Деформация труб – процесс трудоемкий, требующий хороших и прочных материалов, иначе вместо профиля может погнуться сам рабочий инструмент.
Для изготовления механического ручного трубогиба вам потребуются:
- Сварочный аппарат.
- Два ролика из стали с высоким сопротивлением (например, 1045) входят в комплект поставки. Диаметр большего составляет 100 мм, а самого маленького – 60 мм. Оба имеют толщину 35 мм и радиус внешней полости 0,5 дюйма.
- Стальная труба диаметром минимум 1,5 дюйма с толстой стенкой (минимум 3 мм). Он будет служить рычагом, поэтому его минимальная длина составляет 1,5 метра.
- Четыре стальные полосы размером 15 x 6 см и толщиной 4-5 мм для фиксации основания трубогиба в тисках, поддержки трубы и изготовления ручки. Вам также понадобится стальная пластина 20-25 см шириной 60 мм и толщиной 3 мм.
- Два болта: первый диаметром 0,75 дюйма и длиной 60 мм для большого ролика, а второй диаметром 0,5 дюйма и длиной 40 мм для малого ролика.
- Стальной лист 300 х 300 мм и минимальной толщиной 3 мм.
- Порок.
В процессе работы могут потребоваться другие общехозяйственные инструменты – молоток, пилы, наждачная бумага, линейка и т.д. Вышеуказанные ролики предназначены исключительно для труб диаметром 1 дюйм, но за счет исключения выемки по окружности можно получить универсальный инструмент для гибки металлических профилей.
Процесс изготовления трубогиба
Когда все необходимые детали и инструменты собраны в одном месте, можно переходить непосредственно к изготовлению трубогиба:
- Подготовьте чертеж с разметкой расположения основных элементов.
- Проверить совместимость отверстий ролика с диаметром болтов.
- Просверлите два отверстия диаметром 0,5 и 0,75 дюйма в двух металлических полосах. Расстояние между осями отверстий должно быть ровно 80 мм (сумма радиусов обоих роликов).
- Просверлите отверстие 0,75 дюйма в центре опорной рамы. Вставьте в него соответствующий болт, не выступая сзади. Приварите болт к металлической пластине.
- Возьмите перфорированные металлические пластины 15×6 см, болт 0,5 дюйма, меньший ролик, стальную полосу 35 x 60 мм и сварите из них P-структуру, вставив болт с роликом в соответствующие отверстия.
- Припаиваем концы болта к металлическим полоскам. У вас должно получиться какое-то копье с отверстием побольше, ближе к открытому краю.
- К основанию получившейся копья необходимо приварить трубку ручки.
- Приварите опорную планку трубы к металлическому каркасу. Расстояние от планки до центральной оси болта должно быть равно радиусу большого рулона плюс 0,5 дюйма.
- Приварите к дну станины планку 15 х 6 см для крепления в тиски.
- Вставьте в копье большой ролик, наденьте раму на центральный болт и сверху закрутите гайку.
- Зажмите папку в тисках и проведите первые тесты.
Важные нюансы изготовления:
Фотографии из Перед работой необходимо смазать внутренний канал ролика машинным маслом или литолом, так как он подвергается большим нагрузкам в горизонтальной плоскости. Крепежная планка должна быть приварена по всей своей длине, так как она подвергается сильным радиальным нагрузкам. В конструкции необходимо поместить дюймовую трубку на центральный винт между роликами, чтобы оценить правильность сборки. Его исходное положение должно быть параллельно нижнему фиксирующему стержню. Покраска гибочного станка вряд ли будет долговечной, но замедлит коррозию металлических элементов. Опорная планка на основании Крепежная планка, приваренная снизу к крепежной планке основания Центральная роликовая балка устанавливается на готовый боковой загиб
Слабым местом получившейся всей конструкции являются сварные швы, поэтому в процессе изготовления трубогиба им уделяется особое внимание
Разборный шаблон из крюков
Чтобы придать изделию большой радиус применяется именно такой вариант трубогиба, который сооружается из простых подручных материалов. Для упрощения задачи можно обойтись сооружением шаблона из дерева. Вместо него производится закрепление крюков к основанию. Они размещаются по периметру заданного радиуса. Приспособление удобно тем, что всегда есть возможность изменить градус изгиба. Для этого всего-навсего переставляются металлические крюки с другим определенным углом.








Такая конструкция используется и для сгибания стальных труб большого диаметра. Но для выполнения такой непосильной задачи используется лебедка и прочные крюки.
Простейший шаблонный трубогиб своими руками
Мы разобрались в общих чертах с конструктивными особенностями механизмов для гибки трубных изделий. Теперь нам будет проще понять, изготовление какого приспособления потребует минимальных усилий. Сразу скажем, что конструкция конкретного самодельного механизма зависит от радиуса изгиба заготовки, который мы планируем получить, диаметра трубы и толщины ее стенок.
Самый простой вариант трубогиба
Если самодельный трубогиб нужен вам для выполнения несложных и неответственных работ (например, для сгибания изделий дугой для строительства парника), проще всего сделать приспособление шаблонного типа. Здесь все элементарно:
- Берете несколько деревянных досок. Соединяете их друг с другом в одну конструкцию, используя любой удобный для вас способ (металлические уголки, клеящие составы, гвозди или саморезы для древесины). Толщина используемых досок обязана быть на пару сантиметров больше сечения труб, которые планируется сгибать.
- Прикрепляете сделанный шаблон из дерева к основе. Функцию таковой может выполнять какая-либо отдельная поверхность либо обычный стол.
- Привинчиваете специальный упор к основе. В него вы будете упирать трубное изделие и изгибать его под требуемым углом.
Самодельный трубогиб готов. Его изготовление заняло максимум пару часов. А если вы внимательно посмотрите наш видео-урок, то сможете сделать шаблонное приспособление буквально за полчаса. Работать с таким механизмом просто. Вам нужно разместить между упором и шаблоном один конец трубного изделия, взяться рукой за второй его конец.
Необходимый инструмент для сборки
Сделать хороший трубогиб с помощью молотка, отвертки и шурупов не удастся. Как минимум, при изготовлении этого инструмента потребуется:
- сварочный аппарат;
- болгарка;
- токарный станок;
- дрель.
Но главной частью сборки трубогиба остается точный чертеж, без которого даже не стоит начинать сборочные работы. Нельзя обойтись при изготовлении трубогиба и без общехозяйственных инструментов.
Естественно, что приобретать токарный станок и сварочный аппарат необязательно. Для выточки нескольких деталей из заготовок и для их сварки можно обратиться к знакомым или в цех, занимающийся изготовлением кованых изделий. За небольшое вознаграждение там быстро помогут сделать всё необходимое.
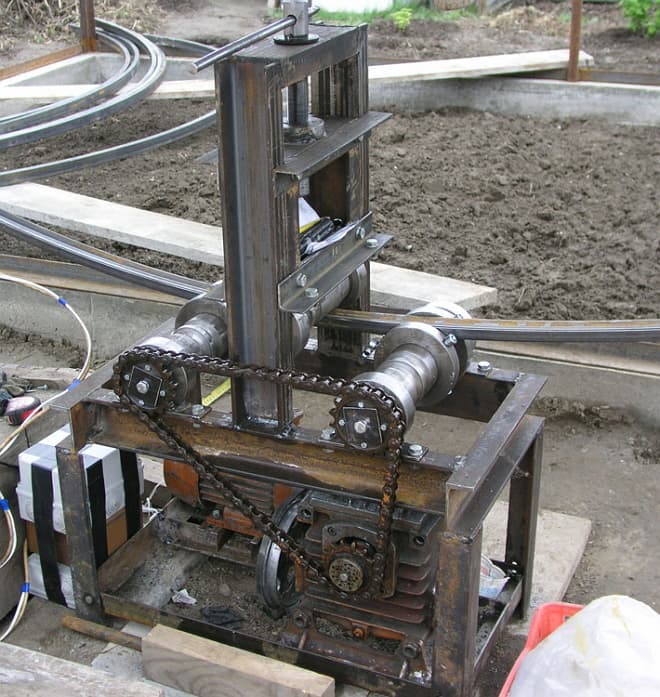
1 Конструкция трубогиба и необходимые материалы
В строительной практике в разное время использовалось множество разнообразных моделей гибочных станков, отличающихся между собой как конструктивным устройством, так и принципом работы. Однако лучше всего зарекомендовали себя роликовые трубогибы, в сравнении с аналогами они отличаются большей эффективностью и простотой эксплуатации.
Конструкция такого станка состоит из следующих элементов:
- 3 ролика — два из которых фиксированы, а положение третьего можно регулировать по вертикали, изменяя тем самым радиус изгиба трубы;
- ось вращения, на которой крепятся ролики;
- приводной механизм, состоящий из шестеренок, соединяющих их цепи и ручного рычага;
- несущий каркас, на котором закреплены все вышеуказанные элементы.
Отметим, что трубогиб для профильной трубы обязательно нужно оснащать стальными роликами. Деревянные и полимерные ролики подойдут для работы с пластиковыми трубами, для металлического профиля их прочностных характеристик будет недостаточно.
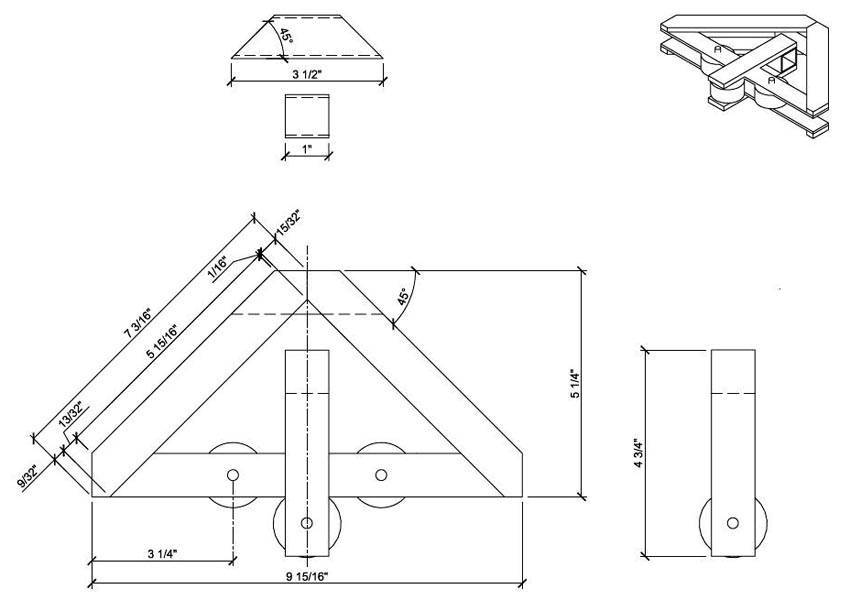
Схема трубогиба с размерами
Подобные трубогибы работают по принципу прокатки — это наиболее щадящий метод изгиба, при реализации которого вероятность излома профиля сводится к нулю. Для гибки трубу необходимо уложить на два нижних ролика и опустить верхний так, чтобы создать на нее давление, после чего с помощью ручного рычага ролики приводятся во вращение и начинается гибка. Процесс повторяется до тех пор, пока конструкции не будет задан требуемый радиус либо угол изгиба.
Чтобы сделать такой трубогиб своими руками вам потребуются следующие комплектующие:
- стандартный автомобильный домкрат;
- 3 стальных валика;
- квадратный профиль для каркаса;
- пружины;
- цепь и ручка для привода;
- втулки, металлическая пластина либо швеллер для опоры станка.
Для изготовления рамы необходимо брать профиль 20*20 с толщиной стенки не менее 5 мм. Диаметр валиков подбирается по ширине их внутреннего паза, руководствоваться необходимо максимальным размером труб, с которыми вы планируете работать.
1.2 Как сделать трубогиб — пошаговая инструкция
Чтобы сделать трубогиб своими руками вам потребуются такие электроинструменты как болгарка (с отрезным и шлифовальным кругом), сварочный аппарат и шуруповерт. Все металлические элементы станка рекомендуем предварительно покрыть антикоррозийной грунтовкой, таким образом вы значительно увеличите срок его эксплуатации.
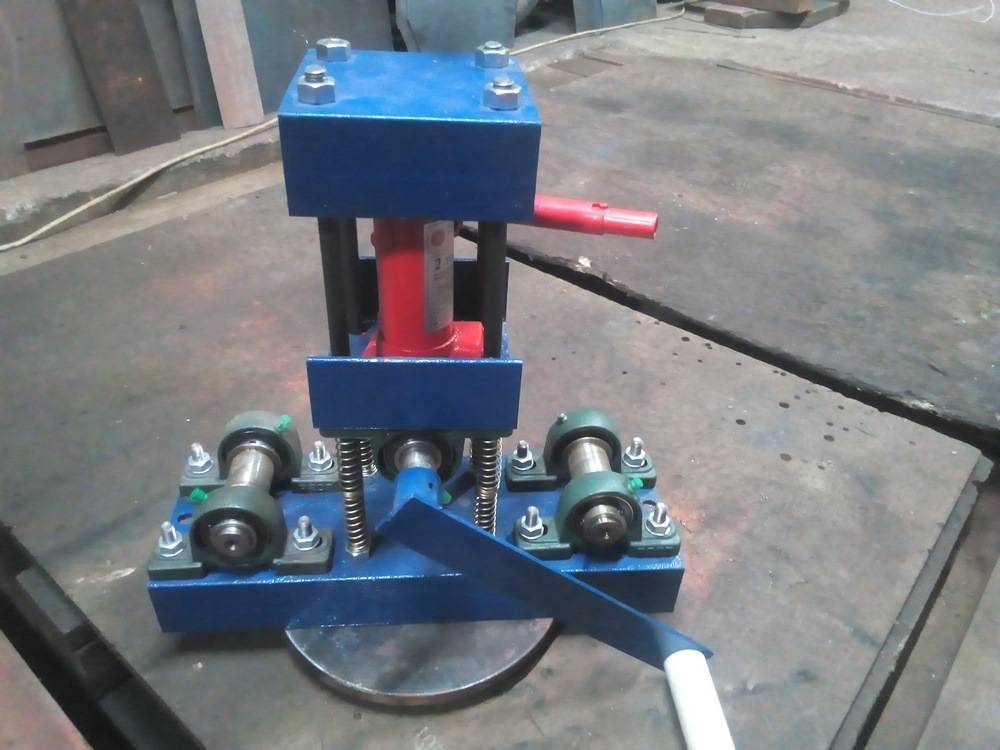
Самодельный трубогиб для профильной трубы
Размеры станка приведены на вышеуказанной схеме, его сборка выполняется по следующему алгоритму:
- Обрезается подходящий по длине кусок швеллера, который будет использоваться в качестве опорной пластины для каркаса.
- Далее на токарном станке вытачиваются обоймы для подшипников внутри роликов и к опоре вертикально приваривается два отрезка уголка высотой 10-15 см.
- Монтируется основная несущая платформа под валики из аналогичного швеллера, длина которой короче длины нижней пластины на 10 см.
- В крайней части верхнего швеллера высверливается сквозное отверстие, в котором на резьбовую втулку монтируется отрезок верхнего швеллера недостающей длины. Под отрезком устанавливается домкрат, который упирается подъемником в регулируемую пластину.
- К верхней части каркаса привариваются 3 ролика, которые устанавливаются в подшипниках. Для поднятия боковых роликов над поверхностью пластины используется уголок, центральный поднимается на большую высоту посредством прямоугольного профиля.
В отверстие центрального ролика устанавливается ось вращения, к которой приваривается приводная ручка, после чего вал цепью соединяется остальными роликами. Изготавливать самодельный трубогиб без цепи, оставляя приводным только один ролик, не рекомендуется, так как в таком случае возможно снижение КПД работы из-за пробуксовки профиля при прокатке. На приводном рычаге лучше всего делать проворачивающуюся ручку.
Сделать хороший трубогиб своими руками — недостаточно, еще необходимо научиться правильно работать с таким оборудованием. Существует два метода гибки — холодный и горячий. Холодный является наиболее простым в реализации, но при этом очень грубым методом, поскольку он оставляет на профиле видимую деформацию в месте, где в трубу вдавливался ролик в начале процесса (вся остальная часть профиля гнется ровно).
Однако холодный метод при работе с особо толстостенным профилем применять достаточно проблематично, так как он требует значительных трудозатрат. Тут оптимально подходит горячая гибка, которая предполагает нагрев участка трубы в зоне начального воздействия, что позволяет значительно увеличить ее пластичность. В качестве источника огня лучше всего использовать паяльную лампу.
Особенности технологии изгиба труб
Гибка труб не относится к числу энергоёмких штамповочных операций, поэтому усилия при изгибе вручную невелики. Сложности заключаются в том, что без соблюдения определённых условий сечение согнутой трубы деформируется, а качество изгиба невысоко. Происходит это по следующим причинам:
- При изгибе на угол, превышающий 10…150, внутренние области сечения пребывают под действием напряжений сжатия, а наружные – растяжения. Поэтому на поверхности трубы появляются складки и/или трещины;
- Трубы, изготовленные из среднеуглеродистой стали (марок от сталь 40 и выше), имеют повышенную упругость. Это проявляется в эффекте пружинения гнутого профиля, когда его размеры не соответствуют заданным. При изгибе по сложному пространственному контуру пружинение может достигать 15…20%;
- Без принудительной фиксации конца трубы её торец искажается, и его граница теряет свою перпендикулярность относительно оси. В результате возникают сложности с монтажом прилегающих деталей.
С учетом этого, необходимо выбирать заготовки из труб, произведенных из пластичных марок сталей. Холоднодеформированные трубы гнутся хуже, чем трубы горячей прокатки. В целом, под ручную гибку более подходят бесшовные стальные трубы по ГОСТ 8732-76, а также трубы из пластичных цветных металлов и сплавов – алюминия, латуни, меди и т.д.
Для исключения негативного влияния концентраторов напряжений все внешние поверхности материала должны быть очищены от окалины и ржавчины.
Как сделать самостоятельно станок для гибки труб
Чтобы сделать станок для гибки профильной трубы своими руками необходимо помнить о тому, что конечное изделие должно отличаться предельной простотой и выполняло свою функцию.
1-й способ
Чтобы сделать и пользоваться гибочным станком для профильной трубы необходимо подготовить два куска швеллера, два обрезка пальцев, являющихся частью гусениц трактора, и четыре уголка.
Чтобы согнуть заготовку понадобится домкрат, способный развивать усилие в 5 тонн и более. При этом потребуется его модернизация за счет установки на выдвижном штоке стальной платформы, для изготовления которой можно использовать выработанный шкив, имеющей ширину «ручейка» сопоставимую с профилем трубы. В данном случае обустройство гидравлического привода предполагает отрезание половины шкива и высверливание в нем посадочного места под шток домкрата.
Станина будущего станка собирается из уголков, закрепленных на стальной плите посредством сварки. Всего используется четыре уголка, имеющих полку от 60 до 80 мм, на верхних концах которых фиксируют с помощью сварки два швеллера. Для регулировки угла загиба предусматривается необходимость наличия симметричных отверстий в стенках швеллеров, которые требуется высверлить.
Чтобы привести готовый станок в исходное для работы положение, достаточно:
- в полученные в швеллерах отверстия вставить оси (пальцы) и закрепить на них ролики в качестве упоров для заготовки;
- поднять платформу домкрата до того уровня, чтобы в образовавшийся промежуток могла пройти заготовка;
- установить заготовку в станок для профильной трубы и создать требуемый изгиб с помощью домкрата, используя его функциональность.
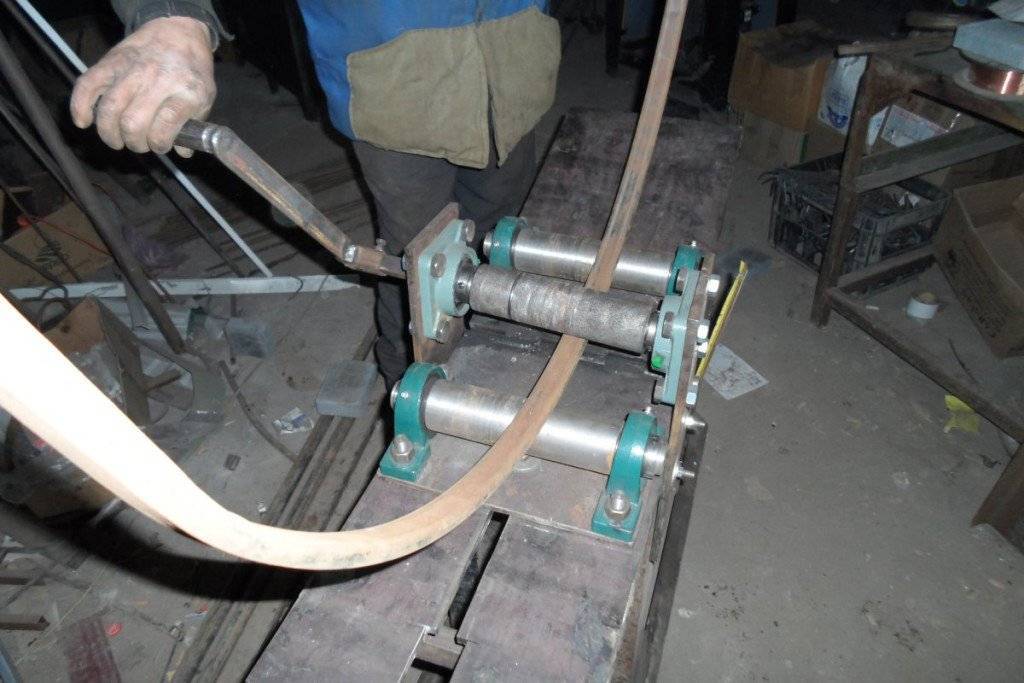
2-й способ
Самодельный трубогиб для профильной трубы на основе проката подразумевает, что заготовка будет уложена на боковые ролики, а сверху прижата третьим. После фиксации трубы в этом положении останется только привести посредством цепной передачи в движение валы для достижения нужного изгиба.
Чтобы сделать станок для прокатки профильной трубы потребуется:
- изготовить ролики и обоймы для размещения подшипников, что может быть достигнуто за счет обращения к услугам профессионального токаря. Всего конструкцией создаваемого устройство предусмотрено наличие трех валов, где один крепится на пружинах, а другие фиксируются в боковинах рамы;
- подготовить полку. Для этого понадобится швеллер (50 мм), из которого надо будет собрать прямоугольник 100 на 30 см. Затем в собранной полке следует проделать отверстия под валы и нарезать резьбу, необходимую для реализации возможности изменять силу воздействия прижимного вала;
- посредством сварки собрать конструкцию из имеющихся деталей;
- полку подвесить на пружины, а боковые валы соединить цепью посредством звездочек, приварив на один из валов рукоятку;
- установить домкрат таким образом, чтобы его использование позволяло изменять силу прижатия.
Внимание! Проблематично изготовить функциональный прокаточный трубогиб без соответствующих расчетов и чертежей. При этом не все обладают необходимыми для этого знаниями, поэтому лучше всего воспользоваться готовой документацией
Самостоятельное изготовление трубогиба для профиля – это вполне реализуемая задача, которая должна соотноситься с определенными целями
Если вы планируете проведение таких работ лишь как разовое мероприятие, то можно собрать деревянную конструкцию, которая вполне способна выдержать короткий срок эксплуатации. В противном случае, когда предполагается изготовление труб с тем или иным изгибом на постоянной основе, желательно обзавестись стационарным агрегатом более сложной и надежной конструкции
Самостоятельное изготовление трубогиба для профиля – это вполне реализуемая задача, которая должна соотноситься с определенными целями. Если вы планируете проведение таких работ лишь как разовое мероприятие, то можно собрать деревянную конструкцию, которая вполне способна выдержать короткий срок эксплуатации. В противном случае, когда предполагается изготовление труб с тем или иным изгибом на постоянной основе, желательно обзавестись стационарным агрегатом более сложной и надежной конструкции.
Чтобы собрать стационарное устройство, востребованное для изгиба труб, необходимо сделать следующее:
- смонтировать металлический каркас, соединив его элементы с помощью болтов и сварки;
- установить оси и валы на них в соответствии с имеющимся чертежом, соблюдая уровни размещения: два выше третьего;
- собрать цепную передачу, используемую для приведения станка в действие, для чего понадобится не только цепь, которую можно позаимствовать, например, со старого мотоцикла, но и три шестерни;
- закрепить на одном из валов ручку.
Изготовление трубогиба своими руками для профильной трубы: чертежи и схемы
Самое простое устройство состоит из рамки, планок, двух упоров. Если нужно, к нему можно добавить гидравлическую систему. В сложных конструкциях используется силовой нагнетатель и дополнительные рычаги.






Пример схемы трубогибов для профильной трубы своими руками:
Схема прибора
Модель №1 – прокатная
Алгоритм сборки:
- Металлическую основу нужно закрепить на ровной прочной поверхности и по торцам высверлить отверстия.
- На стальных прямоугольных пластинах нужно также выполнить сверление для закрепления катков.
- Закрепить пластины на основе гайками и болтами.
- В пазы установить ролики нужного размера и прочно их зафиксировать.
- В центре основания приварить стойки для центрального вала и закрепить его шпилькой с гайкой.
- Один вал снабдить рукоятью для поворота.
Результат: Должна получиться конструкция, как на фото. Можно не использовать основу металла, а закрепить плаcтины непосредственно к основанию.
Прокатная модель
Модель №2
Ещё один трубогиб для профильной трубы своими руками более простой конструкции справится с изделиями сечением в два с половиной сантиметра.
Порядок работ:
- Необходимо изготовить шаблон устройства на бумаге.
- Из обрезков пиломатериалов собрать устройство по шаблону, скрепляя детали саморезами.
- Прикрутить полученный модуль к стене. С одной стороны модуля прикрутить брус для упора.
Результат на фото:
Образец модели
Модель №3
Этот вариант выполненного своими руками трубогиба для профильной трубы ещё проще:
- Лист фанеры прикручивается к стене, не нем изображается нужный изгиб.
- По линии закрепляются при помощи винтов металлические крюки. К каждому крюку нужно приделать пластинки из металла, они будут дополнительно фиксировать сгибаемый материал.
- Нужно предусмотреть упор для конца трубы.
Результат работы:
Трубогиб из фанеры
Применение гидравлики
Для гидравлического устройства потребуются:
- ролики – 2 штуки;
- гидравлический домкрат;
- башмак;
- швеллер;
- стальные пластины.
Домкрат фиксируют на верстаке. Он будет толкать трубу в плотной захватывающие ролики. Если подготовить ролики разного диаметра, можно работать с изделиями любого размера.
Подобное устройство не требует дополнительный затрат, а домкрат есть у каждого автомобилиста





