

Низкотемпературные припои
Легкоплавкие припои имеют температуру перехода к жидкому состоянию до 450 °C. Применяются радиотехническими соединениями, при спайке проводов, других работах. Основные составляющие таких изделий пайки имеют сплавы олова, свинца, кадмия или висмута. В процессе обезжиривания, лужения технических плат имеют место сплавы Вуда или Розе. Такие вещества переходят в жидкое состояние уже на отметке 70 °C.

Низкотемпературный припой
Металлы имеют различную температуру плавления, важно ознакомиться с составом припоя перед покупкой
- Олово представляет собой легкоплавкий металл, который растворяется серной или соляной кислотой. Плавится металл на отметке 232 °C, воздействие стандартных комнатных температур не влияет на него, однако при отметке -50 °С разрушается составная кристаллическая решетка.
- Свинец является популярным ввиду своей легкоплавкости, хорошо поддается обработке. Окисляется только поверхность, на которую происходит воздействие окружающего воздуха.
- Кадмий используется в антикоррозийных целях при пайке изделием из олова и свинца. Сам материал токсичен, плавится при отметке 321 °С.
- Висмут добавляется в состав ввиду растворимости серной кислотой, азотной средой.
Наиболее удобная форма выпуска для пайки радиодеталей – проволока диаметром 2-2,5 см. Составом современных изделий является канифоль, которая выступает ролью флюса.
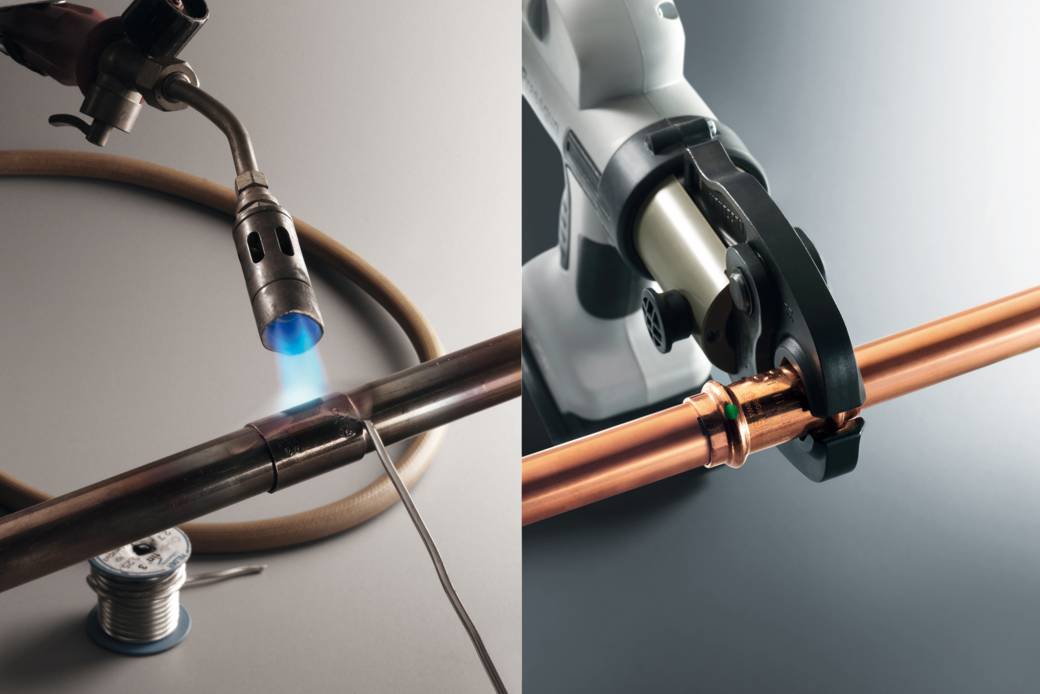
Газовая горелка для соединения медных труб
Пропановая горелка используется для соединения отдельных составляющих медной коммуникации и позволяет работать с деталями под температурой от 550 до 2000˚С. Кроме этого, конструкция горелки позволяет регулировать пламя, в зависимости от вида припоя (высоко- или низкотемпературного).
Нагрев этого аппарата происходит довольно быстро — за 10–30 секунд. Огромным плюсом такой горелки считается её портативность. Она функционирует без подключения к электросети, что существенно расширяет её возможности.
Этот аппарат классифицируется в зависимости от смеси, на которой он работает на:
- смеси газа с воздухом;
- смеси газа с кислородом.
Смесь газа с воздухом используют для того, чтобы запустить бытовые горелки. К их характеристикам можно отнести небольшой вес и такие же размеры. Они используются для пайки небольших отрезков труб. А комбинация газа и кислорода позволяет работать с трубами любого диаметра.
Медные трубы паяют при помощи газовой горелки, которая отличается компактными размерами
Способы паяния деталей из меди
При помощи сварки надежно скрепляются две медные детали, сохраняя шов герметичным и долговечным. Существует несколько способов, самыми распространенными из которых представляются высокотемпературная и низкотемпературная.
Особенности высокотемпературных соединений
 Высокотемпературное соединение
Высокотемпературное соединение
Высокотемпературная пайка медных трубок с помощью газовой горелки включает в себя работу при температуре от 450 градусов. Для скрепления используется припой из тугоплавких металлов. Часто используют серебро или ту же медь. Высокотемпературные соединения называют твердыми.
После сварки между деталями остается очень надежный шов, который с легкостью выдержит высокие температуры, а также практически не подвергается механическим повреждениям.
Процесс основан на повышении температуры металла до его размягчения. В таком состоянии детали очень легко совместить. Стоит отметить, что при таком способе противопоказано искусственное охлаждение металла. Если этим правилом пренебречь, неизбежна потеря прочности.
Способ подходит для деталей с диаметром от 12 до 159 мм. Используется не только для водных, но и для газовых труб. Чаще всего, такое соединение будет полезно для случаев перемещения жидкости с температурой, превышающей 120 градусов. Это позволяет использовать тип для создания отопительных систем.
Низкотемпературная пайка в деталях
 Низкотемпературное соединение
Низкотемпературное соединение
Второй вид соединений часто называют мягкой пайкой. Тут используются относительно невысокие температуры до 450 градусов. Припоем являются мягкие металлы, типа свинца или олова.
Шов, полученный в процессе низкотемпературной пайки, менее прочный. Но это компенсируется тем, что на металл в процессе соединения не оказывается сильное температурное воздействие. Таким образом, прочностные характеристики детали остаются на первоначальном уровне.
Такая пайка считается более безопасной для работника, так как шанс получить увечья меньше. Применяется в водопроводных сетях, а также в отопительных. Однако во втором случае температура проходящей жидкости не должна быть выше 130 градусов.
Как и чем паять медь
Существует всего два способа соединения труб из меди:
- Пайка в высоком температурном режиме, или «твердая», когда при производстве работ достигается значение от 600 до 900 градусов. Припой в данном случае используется тугоплавкий, а шов получается с высокими прочностными характеристиками. Этот метод используют для создания трубопроводов, предназначенных к работе с большими нагрузками.
- Пайка при низких температурах, до 450 градусов, — применяется обычно для бытовых нужд. Она носит название «мягкая», так как в процессе используют легкоплавкий припой для пайки медных труб.
Получить прочную и надежную спайку невозможно без использования следующих инструментов, расходных материалов и приспособлений:
- труборез необходим для того, чтобы срезы заготовок были ровными и строго перпендикулярными основной оси;
- фаскосниматель нужен для очистки обрезанных краев от заусениц; приспособления бывают круглые и в форме карандаша; круглые удобнее, но применимы для труб с диаметром не более 36 мм;
- оборудование для пайки – главный инструмент, в качестве которого используется электрический паяльник или компактная газовая горелка, работающая на пропане;
- расширитель – приспособление, при помощи которого подготавливают края труб к стыковке; глубина обработки определяется по диаметру заготовки;
- припой предназначен свой для каждого режима; для высокотемпературной спайки используют медную проволоку, содержащую фосфор, низкотемпературная пайка медных труб выполняется проволокой из олова или с использованием свинца;
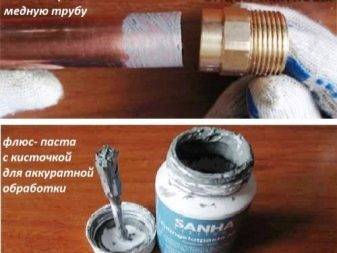
- флюс может применяться в твердом или жидком виде, щелочной или кислотный, в зависимости от условий выполнения работ; он помогает снять со стыкуемых частей оксидный пласт, что способствует более качественному соединению металла и припоя; иногда специальную пасту для пайки медных труб заменяют канифолью.
С целью более удобной регулировки температурного режима в зоне производства спаечных работ применяют промышленный фен. Использованием различных насадок можно наиболее точно направлять горячий воздух в нужное место. Этот инструмент необходим, чтобы создать лучшие условия для эффективной пайки с легкоплавким припоем предварительным разогревом места стыковки. Также в работе обязательно понадобятся наждачная бумага с мелкой посыпкой, металлический ершик, ветошь, щетки, кисточки.
Предварительная подготовка
Перед пайкой медных труб необходимо их подготовить.
Очистка поверхности
Качество связки припоя зависит от степени очищения спаиваемых поверхностей. Любые остатки каких-либо других веществ, грязи мешают проникать припою, уменьшают его текучесть. Все это приводит к тому, что вещество не распределяется равномерно, поверхность не полностью обработана припоем. Часто из-за этого не удается достичь качественной работы, и соединение выходит из строя.
Выделяют два способа очистки металла: химический и механический. Внешнюю часть трубы и внутреннюю часть фитинга очищают от оксидной пленки, грязи и примесей с помощью металлической щетки. Кроме этого, возможны варианты использования стальной шлифовальной шерсти или шкурки. После этого припой хорошо распределяется по поверхности.


Удобными в использовании являются очищающие салфетки на нейлоновой основе.
Химический способ предполагает использование кислоты, которая реагирует с оксидами. Можно использовать флюс, который обезжиривает поверхность и активно борется с оксидами.


Использование флюса и сборка частей
На очищенную поверхность нужно нанести флюс. Он наносится на участок трубы, который будет соединяться фитингом или раструбом, хорошо распределите флюс на поверхности, чрезмерное количество флюса может негативно сказаться на соединении. Но также не стоит применять флюс с внутренней стороны фитинга. Регулируйте расход пасты.
После нанесения флюса нужно правильно соединить детали, чтобы избежать прилипания к поверхности посторонних частиц. Если пайка будет проводиться позднее, будет намного лучше, чтоб детали уже были собраны. Надо провернуть трубу до упора, тем самым проверив ее соединение и распределение флюса. После уберите остатки флюса заранее подготовленной для работы тканью. Соединение можно нагревать.

Для низкотемпературной пайки используют флюсы, в списке состава которых занимают не последнее место хлориды алюминия. Флюсы – опасные вещества, поэтому необходимо следить за тем, чтобы излишек не оставался на внешней части трубы. Такая невнимательность может привести к коррозии металла и протечке. После пайки вновь осмотрите поверхность, на ней будет немного флюса из-за теплового эффекта. Появившийся на трубе флюс нужно снова убрать.
При высокотемпературной пайке вместо флюса используют буру. Ее мешают с водой до густой консистенции каши. Можно использовать специальные пасты для высокотемпературной пайки. Если вы выбрали медно-фосфорный припой, то флюс к нему не нужно приобретать, он уже присутствует в составе. Лучше использовать комплект одного производителя, при этом согласовать это с видом пайки.










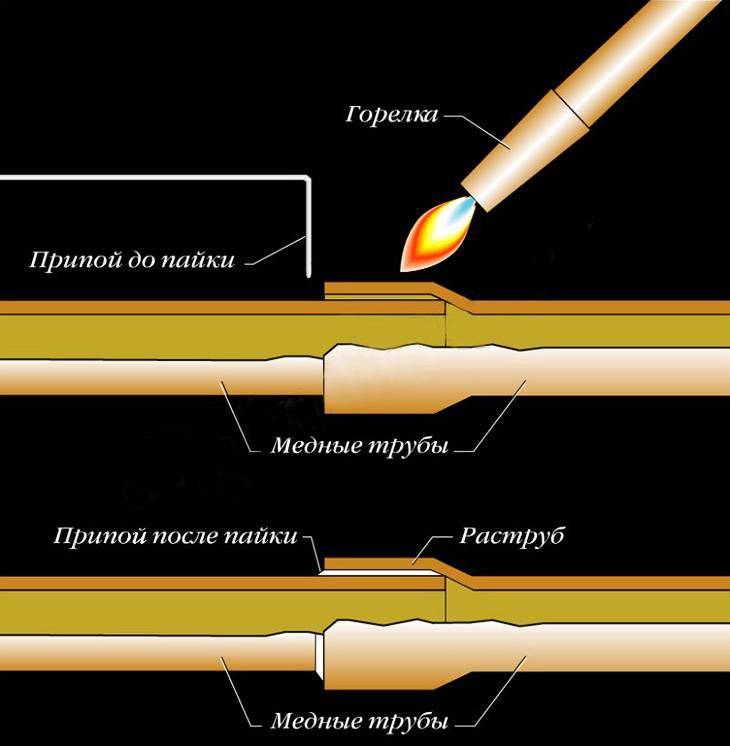
Раструбное утолщение
Для соединений в быту используют либо фитинги для пайки медных труб, либо раструбные утолщения.
Лучше выбрать вариант с раструбным утолщением, так нужно будет наложить лишь один шов на стыке труб.
С торца детали обрабатываются вальцовочным труборезом. Срез должен быть ровным и строго перпендикулярным. С концов труб избавляются от фаски, пользуясь фаскоснимателем. Внутри и снаружи поверхности зачищаются. Один отрезок трубы зажимают в тисках, внутрь вставляют труборасширитель
Затем нужно осторожно расширить внутренний диаметр трубы, чтобы в нее поместился внешний диаметр второй трубы
Перед ремонтными работами не забудьте убрать с конструкций пластиковые фрагменты, иначе они расплавятся и будут непригодны к использованию.

Особенности труб из меди
Химический состав, который используется при производстве медных труб, на 99% состоит из меди, но допускаются незначительные примеси олова, железа, сурьмы, свинца.
Это свойство можно возвратить путём отжига металла, то есть, нагрева его до 600—700 градусов с последующим охлаждением в естественных условиях. В результате таких действий медная труба получает некоторые технологические преимущества перед твёрдой медью. Конечно, мягкая труба проигрывает в прочности, но зато намного превосходит в пластичности, что увеличивает значение её удлинения при разрыве на 40—60%. Это означает, что мягкую трубу можно легко изгибать, не опасаясь её разрыва. Благодаря пластической деформации меди, такие трубы могут исключить разрыв водопровода при случайном его замораживании.
Медные трубы обладают такими достоинствами:
долговечность эксплуатации;
- прочность;
- способность легко подвергаться обработке;
- не боятся ультрафиолетового излучения;
- выдерживают максимально высокие температуры;
- безаварийно работают под высоким давлением;
- обладают бактерицидными свойствами;
- не поддаются коррозии;
- имеют высокую теплопроводность и гладкую поверхность.
Конечно, более высокую стоимость меди, в сравнении с другими современными материалами можно отнести к её недостаткам, но технология пайки позволяет сэкономить на фитингах.
Инструменты и оборудование для пайки медных труб
Пайка представляет собой процесс получения неразъемного соединения посредством ввода в пространство между соединяемыми элементами расплавленного припоя.

Припой расплавляется от пламени газовой горелки и всегда обладает меньшей, чем у материала трубы, температурой плавления, что позволяет ему равномерно заполнять все полости и формировать ровный шов. Различают две разновидности пайки:
- Низкотемпературная. Припой плавится при разогреве до 400-450°С. Способ отлично подходит для монтажа бытовых трубопроводных систем.
- Высокотемпературная. Дает более прочное соединение. Температура плавления – 600-900°С. Чаще используется для строительства систем, работающих в условиях повышенных нагрузок.
Существует две разновидности припоя для газовых горелок: мягкий и твердый. Первый представляет собой гибкую тонкую проволоку (сечением 2-6 мм) из свинца, олова, иных металлических сплавов. Второй чаще выпускается в формате жестких коротких стержней. Добавки серебра и фосфора усиливают эксплуатационные качества получаемых соединений.
Так, оловянно-свинцовый припой (ПОС) считается самым легкоплавким (текучесть наступает уже при 180°С). Добавление серебра положительно влияет на пластичность шва, увеличивает текучесть и адгезию. Медно-фосфорный припой применяется не только для сочленения медных деталей, но и эффективно паяет медь с латунью и бронзой. Пайку меди со сталью рекомендуется производить тугоплавким припоем, в котором содержится не менее 35% серебра.
Помимо припоя, для качественной пайки медных изделий пригодятся такие инструменты:
Газовая горелка (возможно, паяльник), предназначенные для работы с медью. Труборез. Позволяет получать строго перпендикулярный ровный срез. Фаскосниматель. Поможет удалить заусенцы, выровнять соединяемые края. Расширитель. Для подгонки изделий разного диаметра
Здесь важно помнить, что расширяемая труба должна быть отожженной. Рулетка, молоток
Рекомендуем ознакомиться: Обжимные фитинги для монтажа стальных труб

Что это такое?
Человек, хоть раз видевший работу газосварочного аппарата вполне может представить устройство газового паяльника. Данный инструмент состоит из трех частей:
- Бак для заполнения газом;
- Кнопка регулировки пламени;
- Соединитель.
На самом деле, конструкция немного сложнее, но если вы не планируете менять сопло или воздухозаборник, а этого делать не стоит, то и разбирать паяльник вам не придется. Главное преимущество заключается в возможности применять различные по форме и назначению жала. Заменить рабочее жало можно в течение нескольких секунд, если оно остыло до приемлемой температуры.
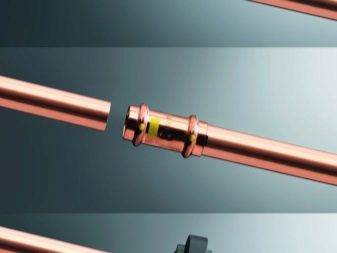
Соединения связывающим обжимом под высокое давление
Достижения в технологиях связывающих обжимных соединений и в разработках материалов для уплотнительных колец, позволяют применять соединения связывающим обжимом для систем высокого давления. Однако системы высокого давления требуют применения несколько иной конфигурации прессовых губок.
Результат изготовления соединительного узла техникой двойного обжима на 360º
Соединения связывающим обжимом для трубопроводов низкого давления, технологических трубопроводов и линий сжатых газов немедицинского назначения, используют единую стандартную шестиугольную форму прессования.
Соединение с помощью связывающих обжимов под более высокие давления требует использования специально разработанных пресс-фитингов и зажимных губок для обеспечения двойного обжима фитинга на 360°.
Газовая горелка для соединения медных труб
Пропановая газ горелка для пайки медных труб позволяет работать с поверхностями под температурой от 550 до 2000˚С. Возможность регулировать интенсивность пламени позволяет использовать оборудование, как для мягкого, так и твердого припоя.
Газ эффективен в труднодоступных местах для соединения плат, контактов малогабаритных приборов, трубок колонки и т.д. Помимо прочего, газ применяется для:
- выполнение соединения с применением воздуха;
- для подогрева соединений.
Классифицируется инструмент в зависимости от того, какая смесь выбрана для работы. Газ в комбинации с воздухом применяется для запуска бытовых горелок. Они отличаются малым весом и габаритами. Подходят для отрезков с небольшими диаметрами. Газ и кислород могут обрабатывать трубы любого диаметра. Используются в стационарных установках.
В местах, где газ установка, неэффективна, нагрев поверхности осуществляется феном.
Профессиональная газовая горелка для пайки медных труб
Он способен нагреть поверхность до температуры, оптимальной, чтобы запаять стык. Работать строительным феном удобно, так как он защищает руки от ожога.
Технология выполнения пайки
Чтобы правильно запаять трубу водопровода или колонки, важно выполнять все действия оперативно и четко. В случае, если пайка медных труб своими руками выполняется впервые, лучше потренироваться на ненужных отрезках
Установкой кранов с резьбой, стоит заниматься после запайки
Установкой кранов с резьбой, стоит заниматься после запайки.
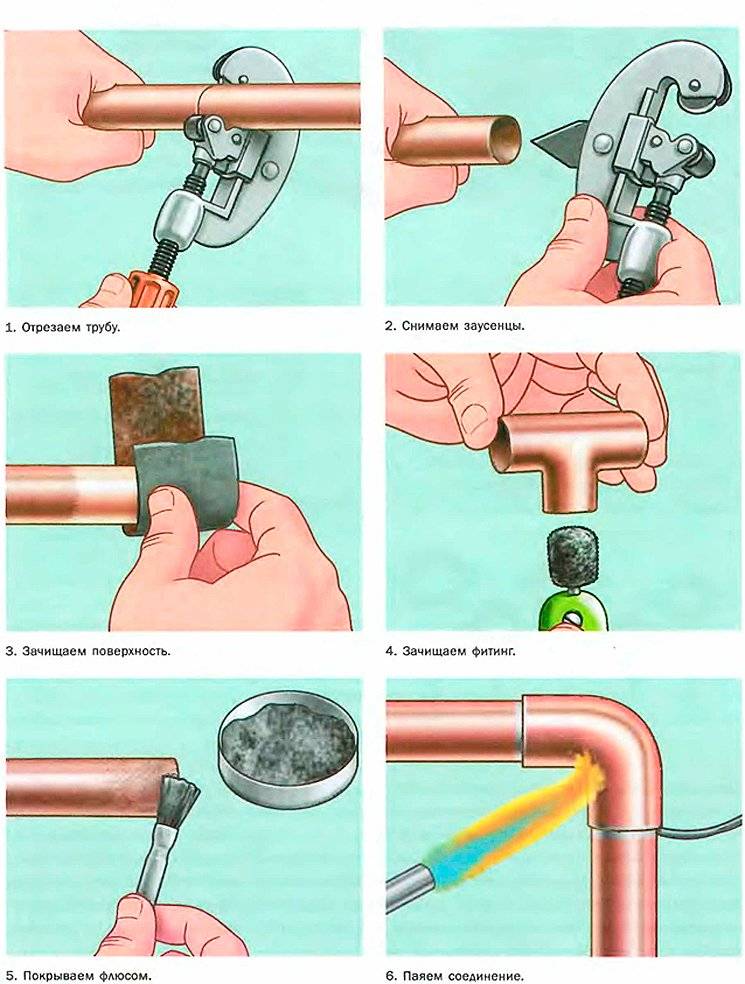
Чтобы качественно запаять отрезок, используется следующая технология:
- Удерживая трубу перпендикулярно к труборезу, отсоединить кусок необходимого размера.
- Удалить заусеницы фаскоснимателем, очистить ершиком полость трубы внутри и обезжирить.
- Отрезать еще один кусок и развальцевать его торец до нужного диаметра. Также очистить и обезжирить.
- Нанести на внутренний отрезок флюс и равномерно размазать его при помощи кисточки.
- Соединить отрезки в раструб, убрав оставшийся флюс тряпкой.
- Использовать газ для нагрева соединения до приобретения медью темного оттенка.
- Прекратить запайку при появлении на поверхности трубы капель.
- Оставить соединение до застывания в неподвижном состоянии.
- После выполнения монтажа, прогнать систему горячей водой.
Мягкая и твердая пайка – разница
Технология пайки включает два способа соединения медных отрезков:
- мягкий или легкий;
- твердый.
Мягкий способ эффективен для соединения труб большой толщины. В этом случае применяется газ, так как направленная пропановая горелка нагревает стык быстрее, чем паяльник. Метод мягкого соединения подходит не только для меди, но и большинства металлических сплавов, кроме легких, таких, как алюминий.








Перед тем, как паять медные трубы мягким способом, стоит максимально качественно зачистить контактные поверхности.
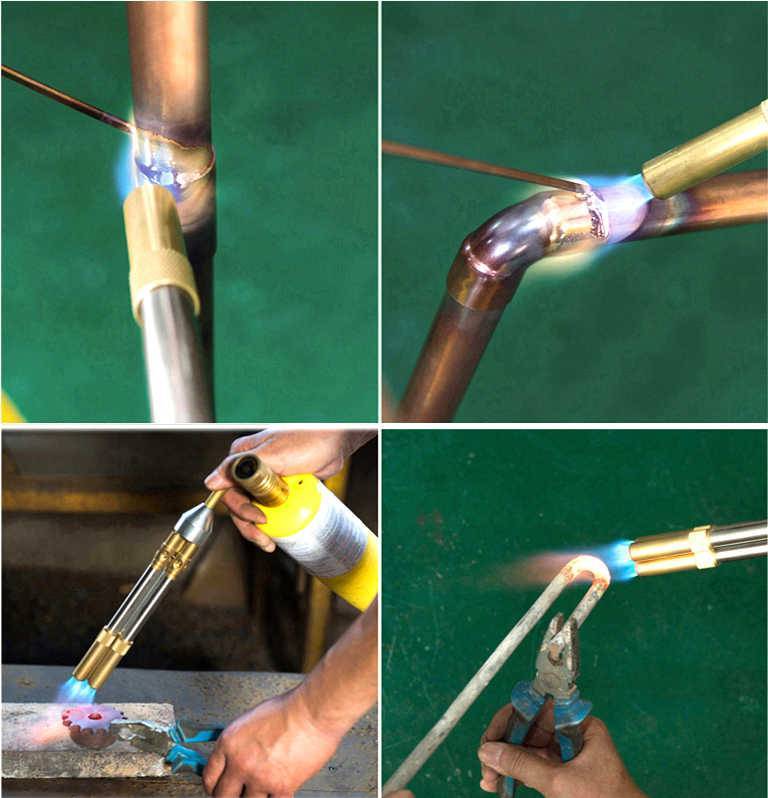
Технология пайки медных труб мягким способом с помощью газовой горелки
Во время процесса нагревания пропановая горелка все время перемещается по поверхности стыка, чтобы избежать неравномерного нагрева или перегрева участка.
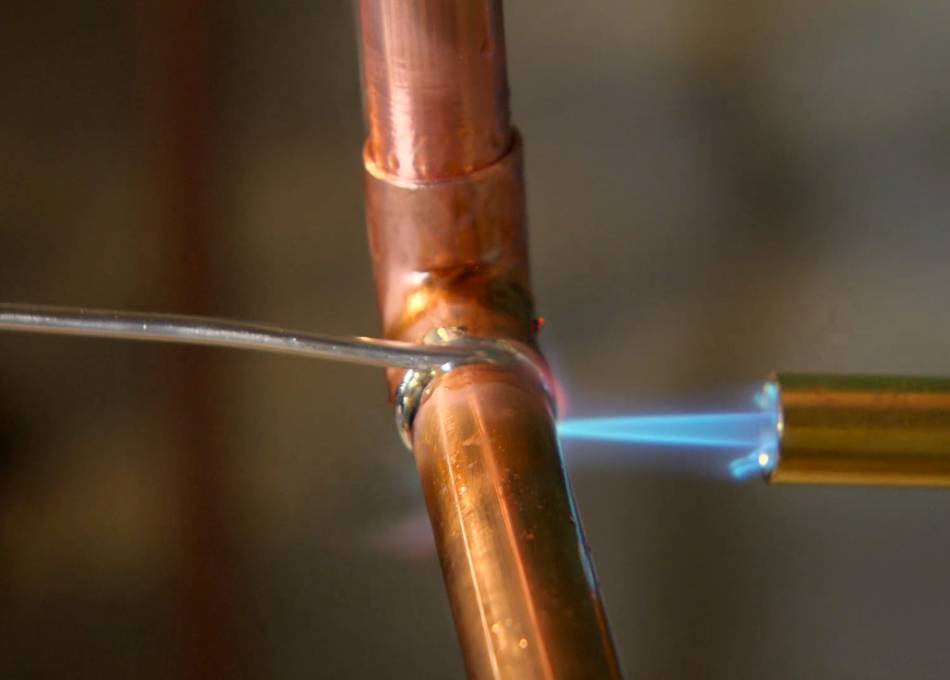
Отличается пайка медных труб твердым припоем тем, что она осуществляется при более высоких температурах. Для соединения отрезков используется паяльник. Шов соединения может быть уже, чем при мягком методе.
Соединение нужно разогреть по всей окружности равномерно.
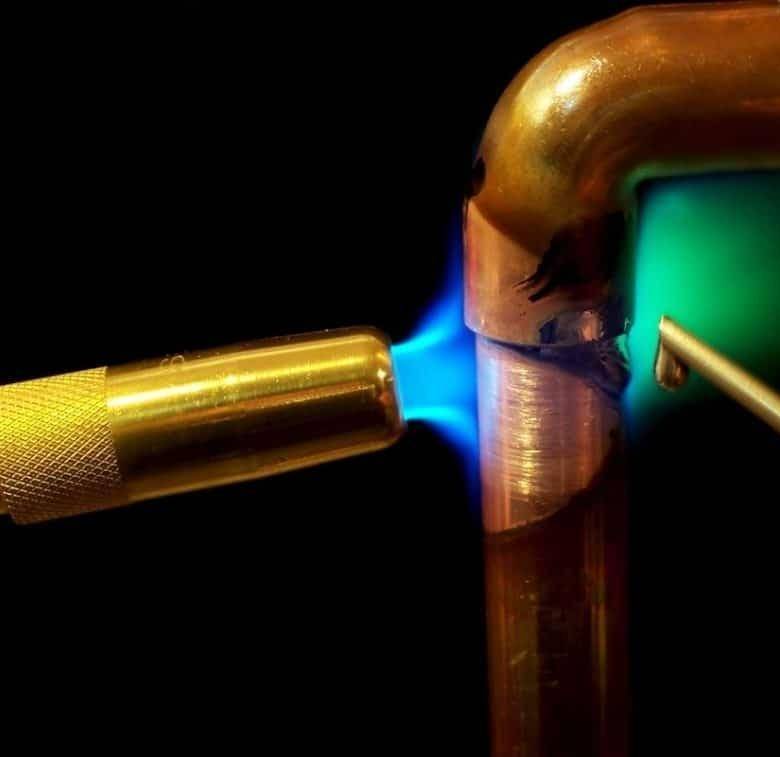
Технология пайки медных труб твердым способом с помощью высокотемпературного паяльника
Паяльник должен быть заправлен сбалансированной смесью газа с равным количеством кислорода и топлива. На то, что паяльник заправлен правильно, указывает короткое пламя ярко синего цвета.
Правила безопасности
Используя паяльник или другое оборудование, нужно придерживаться следующих правил безопасности:
- Чтобы запаять трубу нельзя держать под пламенем в руках отрезки короче 30-ти сантиметров. Медь – хороший проводник тепла, поэтому можно получить ожоги.
- Если на кожу попал флюс, его незамедлительно смывают водой, чтобы предотвратить образование ожога химией.
- Так как паяльник продуцирует открытое пламя, работать нужно в одежде из натуральных тканей.
- Перед тем, как спаять трубу, стоит позаботиться о вентиляции в помещении, так как во время работы припой для пайки медных труб выделяет вредные пары.
Стоимость пайки заставляет мастеров выбирать именно этот вид соединения труб. Чтобы запаять стык не требуется дорогое оборудование.
Подбор и температурные параметры газовых горелок
Горелки для пайки медных труб – основной рабочий инструмент, с помощью которого нагревают соединяемые участки трубопроводов и расплавляют припой. Мощность и температурные параметры зависит от типа соединения и используемого присадочного материала. Для самых простых работ можно использовать обычные приборы, оснащенные несъемными баллонами с горючей смесью из пропана.
В случае отсутствия горелки, для монтажных работ можно использовать промышленный фен. Его температура достаточна для работы с легкоплавкими припоями на основе олова.
Рассмотрим наиболее распространенные типы горелок.
Типы
При выборе горелки в первую очередь необходимо обратить внимание на тип питания. Различают следующие виды:
- Компактный одноразовый баллон с пропановой смесью;
- Стационарный баллон с комплектом с соединительных рукавов и редукторов для работы с пропан-кислородным составом;
- Систему питания ацетиленово-кислородной смесью.
Механизм регулировки пламени – важная часть прибора. Контролируя температуру можно работать со всеми типами припоев.
К вспомогательному оборудованию горелок относятся следующие узлы:
- Розжиг от пьезы. Удобная функция компактных моделей существенно облегчает процесс запуска устройства.
- Отражатель пламени. Создает направленный поток горючей смеси, что позволяет направить его точно в зону нагрева.
- Обратный клапан. Отвечает за автоматическое прекращение подачи газа при отсутствии пламени.
Подготовка и последовательность работ
Ремонт небольшой трубки или огромной трубы начинается с реализации базовых подготовительных этапов, без которых гарантировать положительный результат невозможно.
Работать нужно по следующему порядку:
- Фиксация трубы (подойдет даже обыкновенная изоляционная лента);
- Зачистка поверхности;
- Устранение мелкого мусора;
- Проверка соединения на течь;
- Обезжиривание поверхности;
- Герметизация свища.
Починить медные трубы (при условии полного или частичного отсутствия течи) совсем не сложно, если выполнять все действия, согласно регламенту. Достаточно лишь подобрать оптимальный вариант, осуществить подготовительные этапы и надежно герметизировать свищ. Если все действия выполнены верно, прослужить «залатанная» система сможет еще не менее пары лет.
Компоненты для пайки
Для обеспечения качественного и крепкого соединения труб необходимо подобрать правильные материалы для пайки.
Выбор припоя
 Припой для пайки может быть мягким и твердым. Твердый припой имеет вид стержней и плавится при рабочей температуре в 900 градусов. С его помощью достигается высокая прочность соединения труб. Это важный показатель при сооружении систем водоснабжения, кондиционирования, охлаждения и газоснабжения.
Припой для пайки может быть мягким и твердым. Твердый припой имеет вид стержней и плавится при рабочей температуре в 900 градусов. С его помощью достигается высокая прочность соединения труб. Это важный показатель при сооружении систем водоснабжения, кондиционирования, охлаждения и газоснабжения.
Считаются удобными и чаще всего применяются припои двух видов:
- с добавкой Cu 94;
- с добавкой Cu 94 P 6 Ag 2.
Шестипроцентная концентрация фосфора в добавке позволяет уменьшить температуру, при которой плавится медь до 750 градусов. Прочность соединения достигается благодаря схожести температурных коэффициентов расширения у меди и припоя.
Мягкий припой представляет собой проволоку в 2-3 мм диаметром. Для его плавления достаточно температуры в 300 градусов, поэтому он обычно применяется в бытовом ремонте. В состав такого припоя входят: свинец, олово и их сплавы с примесью серебра.
Выбор флюса
Флюсы бывают двух видов:
- высокотемпературные, с рабочей температурой выше 450 градусов;
- низкотемпературные, с рабочей температурой ниже 450 градусов.
Флюсы обеспечивают плотное соединение припоя с металлом, помогают предотвратить окисление трубы, способствуют лучшему растрескиванию припоя, защищают от влияния кислорода участки спайки.
Перед расплавкой припоя соединяемые поверхности зачищаются. Затем на них равномерно кистью тонким слоем наносится флюс. После спайки деталей трубы, необходимо удалить лишний флюс для предотвращения коррозии поверхности и протечек.
Выбор фитингов
Фитинги представляют собой детали для отвода труб, поворотов и переходов на резьбу. Раструбы фитингов имеют определенные стандарты диаметра с учетом зазоров, подходящие для различных видов труб. Фитинги имеют достаточно высокую стоимость и, если есть возможность, вместо них используется труборасширитель.
Необходимые инструменты и материалы
Чтобы соединения труба к трубе или фитинги были герметичными и не теряли своих характеристик со временем, необходимо использовать специальные инструменты и материалы от проверенных производителей.
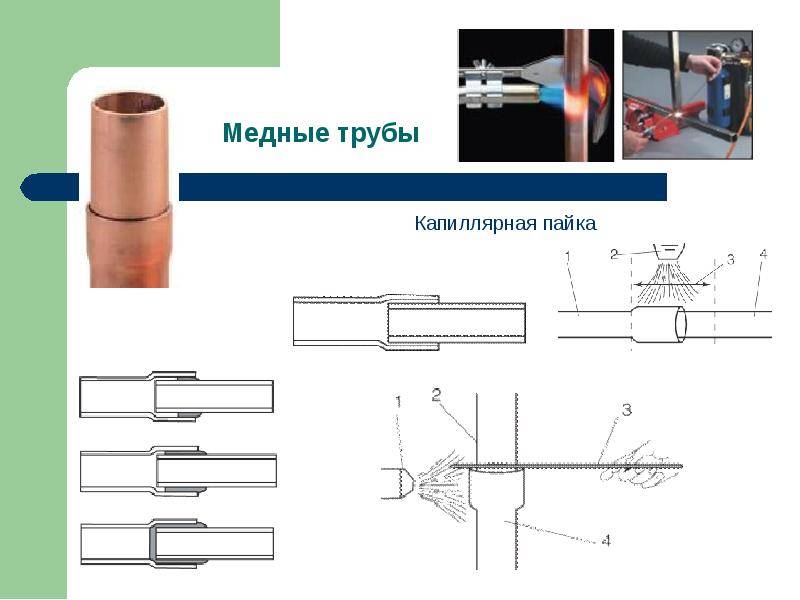
Самый маленький комплект для капиллярной пайки включает ряд принадлежностей.
Фотографии из Материал трубы должен содержать не менее 99% меди. Отожженные трубы обычно продаются в бухтах длиной 25 или 50 м, а неотожженные – наборами по 3 или 5 м. Для работы по дому обычно покупают ручной инструмент, который начинается с газового баллона, заполненного пропан-бутаном. Работать удобнее, если предусмотрены пьезоподжиг, газовый подогрев, регулировка пламени. При разделении трубы на элементы обычной пилой или лобзиком рез получается неровным. Труборез гарантирует точность, чистоту, отсутствие складок, с помощью развертки-калибратора можно увеличить диаметр на конце трубы. Развальцовка труб используется при соединении без использования стыков. Станок для снятия фаски используется для подготовки обрезанных труб, чтобы очистить края от заусенцев, сделать поверхность металла более гладкой и однородной, а также усадить кромку. Дом обычно выполняется оловом . Лучшими добавками к олову считаются серебро и медь, но также используются сплавы с сурьмой и висмутом. Перед соединением медных элементов точки контакта смазываются жидким или пастообразным флюсом, что обеспечивает равномерное распространение припоя на участке пайки. Также понадобится губка или наждачная бумага – для наружной обработки и тряпка – для удаления лишнего потока Медные трубы необходимого диаметра Регулируемая газовая горелка Труборез для отрезных элементов Расширитель бесфрикционного соединения Фаска для снятия металлического слоя сверху Припой для капиллярной пайки Флюс или паста для обработки внутренней поверхности меди
Для удобства использования горелки иногда используют тиски, если процесс сварки ведется на столе или верстаке.
 При соединении элементов уже установленного трубопровода все действия производятся только вручную. Обычно в одной руке держат горелку, а в другой паяют
При соединении элементов уже установленного трубопровода все действия производятся только вручную. Обычно в одной руке держат горелку, а в другой паяют
Вместо ручной щетки вы можете использовать отвертку, чтобы быстро и эффективно очистить внутреннюю часть трубки.
Основные ошибки при пайке своими руками
Чаще всего именно спешка приводит к тому, что соединение двух элементов получается неудачным. Потому что забывают осмотреть поверхность соединяемых деталей. Первое действие, направленное на исправление ошибки, — проверка отсутствия дефектов. Они могли появиться при нарезке деталей.






Насколько надежным окажется шов, зависит от чистоты поверхности. Поэтому смахнуть даже невидимые пылинки все же стоит. При нанесении флюса допускается одна из самых основных ошибок. Мастер может забыть обработать небольшой участок изделия. И он станет причиной того, что должного соединения не получится.
Важно также следить за температурой горелки или паяльника, поскольку перегрев обрабатываемого элемента приводит к сгоранию флюса. Но недостаточная температура плавления также вредна
В этом случае соединительные составы не размягчаются и не прилипают.
Каким припоем паять медные трубы?
Существует огромное множество припоев для соединения отдельных элементов медного трубопровода с помощью пайки. Все они подразделяются на два вида по консистенции:
- твёрдый (тугоплавкий);
- мягкий (легкоплавкий).
Наиболее популярными для этих целей являются низкотемпературные припои. Они позволяют стыковать медные трубы при низких показателях температур, в результате чего исключается возможность их деформации. Но стоит отметить, что швы после такого припоя обладают довольно низкими механическими качествами.
Высокотемпературные припои, в отличие от низкотемпературных, позволяют выполнять максимально прочные соединения труб.
При низкотемпературной пайке, которая является очень популярной при монтаже медных трубопроводов в бытовых условиях, чаще всего используют припои, не содержащие в своём составе свинца. Бессвинцовые припои позволяют получить устойчивое к механическим воздействиям сцепление. К бессвинцовым припоям относят: сплавы олова с висмутом, сурьмой, серебром и т. д. Олова в таких припоях содержится порядка 95%, остальные 5% приходятся на дополнительные элементы.
В бытовых условиях чаще всего используется мягкий припой, в котором содержится большое количество олова
Для пайки при низких температурах может применяться припой, который является сплавом олова и свинца, однако, такой материал не рекомендуется использовать для монтажа водопроводной конструкции. Это связано с тем, что свинец является токсичным материалом и может нанести вред здоровью жильцов.
Для пайки медных труб используют специальную газовую горелку, которая позволяет добиться максимальных показателей прочности и надёжности соединения.
Что такое пайка и припой?
Припой – это сплав либо металл, который применяют для стыковки отдельных металлических деталей, чтобы обустроить единую систему. Технологию соединения двух частей в цельную конструкцию принято называть пайкой.
Поскольку припои задействуют во многих отраслях, их выпускают в виде разнообразных форм – это может быть проволока, прутки, фольга и т.д. Химический состав припоя для пайки медных труб напрямую зависит от температурного режима плавления, от вида используемых элементов, от их параметров и прочих нюансов.
Основой припоя бывают такие химические элементы:
- медь;
- серебро;
- олово;
- цинк;
- свинец;
- сурьма.
У припоя температурный режим плавления должен быть более низким, чем у металлов, из которых произведены стыкуемые детали, слегка нагреваемые в процессе пайки и не поддающиеся деформации. Пайка считается более выгодным способом соединения по сравнению со сваркой.
Припои в соответствии с температурой плавления бывают нескольких видов:
- Легкоплавкими – от 150 до 450 градусов.
- Среднеплавкими – не выше 1100 градусов.
- Высокоплавкими – до 1850 градусов.
Первый вид припоев задействуют для мягкой пайки, а второй и третий – для твердой.
Что нужно для пайки медных труб? При соединении изделий помимо припоя требуется флюс. Он необходим для защиты скрепляемых поверхностей от процесса окисления. Чтобы соединение получилось прочным, необходимо правильно выбрать и припой, и флюс. Целью использования припоев является получение надежного шва. Часто без него невозможно обойтись при стыковке труб разного назначения, включая медные изделия.





