

Рекомендации специалистов
Спаивание труб обязано производиться в помещении с плюсовой температурой: чем холодней воздух, тем дольше необходимо прогревать детали
Для прочного и герметичного соединения необходимо обратить внимание на такие рекомендации:
- Оборудование для бытового применения используется для работы с трубами сечением до 35 мм, в других случаях нужно использовать профессиональный паяльный аппарат.
- Мощность инструмента для домашних условий обязана составлять 1500 Вт.
- Не нужно сильно прижимать детали друг с другом. Поскольку расплавленный материал вдавится внутрь и уменьшит проходное отверстие фитинга, это, в свою очередь, снизит рабочие характеристики системы.
Решая в первый раз выполнить работы своими руками, лучше всего приобрести материал с определенным запасом. Зная лишь теоретически, как правильно можно спаять трубы, прежде чем приступать к монтажу, нужно потренироваться. Если опыт вышел не совсем удачным, то лучше доверить установку трубопровода в доме специалистам.
Источник
Сварка по технологии «в раструб»
Раструб – это довольно известное название функциональной части трубы, которое предполагает ее расширение на конце. Сварка через раструб предполагает помимо разогрева краевых частей изделий ввод меньшего из них в большее. Раструб на одну из труб можно приварить, либо он там будет сделан еще на этапе производства. В качестве привариваемого раструба обычно используют гладкостенную муфту, а уже в ней свариваются две трубы.
В этом случае сварочные работы обойдутся значительно дороже, чем в предыдущем. Причиной такого роста цены является большее количество создаваемых швов и закупка муфты.
Выполняются работы следующим образом:
- Трубы обрезаются под прямым углом, а затем выравниваются до идеального состояния с использованием ножа для фасок и калибровочного инструмента.
- Затем поверхности очищаются от любых типов загрязнений, а к сварочному аппарату приделывается насадка нужного диаметра.
- Паяльник запускается и прогревается до нужной температуры. Затем муфту надевают на одну насадку соответствующего размера, а трубу вставляют в чашу насадки, естественно, меньшего размера. Как только материал размягчен до оптимальных кондиций, можно состыковать два элемента.
- Затем останется лишь ввести трубу в муфту и зафиксировать их в таком положении на 20-30 секунд.
Все следующие швы делаются по аналогии.
Требования к качеству сварных соединений
Внешний вид и параметры правильно выполненного сварного соединения должны отвечать определенным требованиям, в числе которых следующие.
Размеры валиков грата должны соответствовать значениям, приведенным на рисунке ниже.
Параметры грата
- Грат должен быть равномерно и симметрично распределен по окружности стыка.
- Взаимное смещение стенок свариваемых труб в радиальном направлении не должно превышать 10% от их толщины.
- Впадина (А) между валиками грата (линия сплавления) не должна располагаться ниже наружной поверхности труб.
- Цвет грата должен быть идентичен цвету труб. Наличие трещин, пор и инородных включений не допускается.
На рисунке ниже изображен сварной шов, выполненный с соблюдением всех технологических параметров. Его отличают гладкие, симметричные валики с округлыми формами и размерами, не выходящими за рамки установленных значений.
Правильная форма грата
А вот так выглядят швы, выполненные с нарушениями технологии.
Слишком маленький грат
Слишком малые размеры валиков грата говорят о заниженном давлении при осадке труб или недостаточном времени прогрева.
Чрезмерно большие размеры валиков свидетельствуют о завышенном времени прогрева или слишком высокой температуре нагревателя.
Слишком большой грат
Смещение торцов труб друг относительно друга происходит при плохой центровке или отсутствии фиксации труб в центраторе.
Смещение торцов труб
Некачественное торцевание (наличие зазора между сомкнутыми торцами труб) приводит к неравномерности распределения грата по периметру труб.
Таблица сварки ↑
Вспомогательным материалом для правильного и высококачественного сваривания полиэтиленовых труб также являются всевозможные таблицы, которые показывают необходимые для сварки параметры труб, температурные и силовые, механические условия, количество времени на оплавление и остывание.
Учитывать все эти моменты в процессе проведения сварочных работ – это очень важные шаги, которые ведут к прочности и надежности соединений любой трубопроводной системы.
Таблица времени сварки отражает не только временной показатель, но также и для каких диаметров труб применимо, то или иное количество времени на оплавление и охлаждение торцов полиэтиленовых труб:
| Наружный диаметр трубы, мм | Время нагревания, сек. | Время соединения, сек. | Время охлаждения, мин. |
| 16 | 5 | 4 | 2 |
| 20 | 7 | ||
| 25 | 7 | ||
| 32 | 8 | 6 | 4 |
| 40 | 12 | ||
| 50 | 18 | ||
| 63 | 24 | 8 | 6 |
| 75 | 30 | 10 | 8 |
При использовании метода стыковой сварки часто пользуются параметрами режима стыковой сварки, где отражены не только температура и время, но также и давление при нагреве и давление при осадке двух концов труб:
Фото: параметры режима стыковой сварки
Для любого способа сварки также применяются таблицы, которые хорошо показывают необходимые параметры наружного грата. Если эти показатели не совпадают с табличными, тогда это говорит о неправильной технологии, которая применялась к сварочным работам.
Фото: параметры наружного грата
Некоторые, особенные способы укладки трубопровода, всегда осуществляются при помощи соответствующих таблиц, которые помогают придерживаться некоторых моментов, цифровых показателей или особых расположений, к примеру, допустимых изгибов или перепадов труб:
Фото: таблица допустимых изгибов и перепадов труб
| Температурный перепад, t/С | Отношение длин дуги к длине хорды, м | Длина дуги, м | Длина хорды, м | Стрелка прогиба, м |
| 10 | 1,0022 | 0,2269 | 0,2264 | 0,0064 |
| 20 | 1,0045 | 0,3316 | 0,3301 | 0,0137 |
| 30 | 1,0067 | 0,4014 | 0,3987 | 0,0201 |
| 40 | 1,0087 | 0,4538 | 0,4499 | 0,0256 |
| 50 | 1,011 | 0,5236 | 0,5176 | 0,0341 |
| 60 | 1,0131 | 0,5585 | 0,5513 | 0,0387 |
| 70 | 1,0168 | 0,6109 | 0,6014 | 0,0463 |
| 80 | 1,0176 | 0,6458 | 0,6346 | 0,0517 |
| 90 | 1,0196 | 0,6807 | 0,6676 | 0,0574 |
| 100 | 1,022 | 0,7156 | 0,7004 | 0,0633 |
Все таблицы, которыми чаще всего пользуются профессионалы по установке и монтажу трубопровода из полиэтилена низкого давления, полностью соответствуют ГОСТам, а потому способствуют наилучшему качеству и помогают избежать брака и аварийных ситуаций в дальнейшей эксплуатации труб, соединенных при помощи того или иного способа сварки.
Как правильно подключить посудомоечную машину, узнайте из статьи: как подключить посудомоечную машину. Чтобы устроить дренаж вокруг дома, смотрите статью.
Схему устройства сливного бачка унитаза, можно посмотреть на странице.
4 Нормативная база сварки встык
Как видно из , до недавнего времени в России была значительная неразбериха с технологией стыковой сварки, поскольку несколько действующих нормативных документов давали собственную ее трактовку, и потому большинство сварщиков предпочитали доверять стройной немецкой технологии DVS. А требования к оборудованию стыковой сварки в России вообще не были определены никаким нормативом.
С начала 2013 г. в РФ начали действовать сразу два нормативных документа:
- ГОСТ Р 55276 – на технологию стыковой сварки ПЭ труб при монтаже водопроводов и газопроводов, на основе перевода международного стандарта ISO 21307;
- ГОСТ Р ИСО 12176-1 – на оборудование для стыковой сварки, на основе перевода международного стандарта ISO 12176-1.
Принятие ГОСТа на оборудование было безусловно полезным. К сожалению, это не значит, что самое низкосортное импортное оборудование сразу отсеялось. Но, во всяком случае, немногочисленные Российские производители оборудования теперь вынуждены работать над качеством, а потребитель получил подсказку по оценке качества приобретаемого оборудования.










ГОСТ на технологию стыковой сварки навел относительный порядок. Во всяком случае, привел к единообразию технологии стыковой сварки ПЭ труб на территории РФ. Но проблемы остались.
ВАЖНО! ГОСТ Р 55276 наряду с традиционным режимом сварки при низком давлении (схожа с DVS 2207-1 и старыми Российскими нормативами) узаконил режим сварки полиэтиленовых труб при высоком давлении, которая раньше применялась только в США. Этот режим предъявляет повышенные требования к оборудованию, зато позволяет заметно сократить время сварочного цикла
ВАЖНО! ГОСТ Р 55276 вряд ли годится для непосредственного использования на стройплощадке, поскольку ориентирован не на сварщика, а на разработчика технологической карты сварки полиэтиленовых труб. ВАЖНО! ГОСТ Р 55276 не решил проблему ограничений, которыми страдали старые Российские нормативы и по сей день страдают все иностранные нормативы
Во-первых, допустимый диапазон температур воздуха от +5 до +45°С, в то время как огромная часть территории РФ вынуждена начинать сварку когда болота замерзнут. Во-вторых, максимальная толщина стенки труб 70 мм, в то время как толщина стенки фактически производимых труб давно перевалила за 90 мм. И в-третьих, материал труб – только традиционный полиэтилен низкого давления (ПНД) с показателем текучести расплава не ниже 0,2 г/10 мин (при 190/5), в то время как для производства труб большого диаметра давно используются нестекающие марки полиэтилена среднего давления с ПТР ниже 0,1 г/10 мин (при 190/5). Для условий, выходящих за проверенные рамки температуры воздуха и толщин стенок, некоторые производители рассчитали технологию сварки полиэтиленовых труб путем экстраполяции действующих нормативов, но эта теоретическая технология пока не проверена долгосрочными испытаниями. Для нестекающих марок полиэтилена технологии сварки труб нет даже в теории. В итоге в условиях, выходящих за ограничения проверенной технологии, в России выполняется около 80% всех сварок!
ВАЖНО! ГОСТ Р 55276 не решил проблему ограничений, которыми страдали старые Российские нормативы и по сей день страдают все иностранные нормативы. Во-первых, допустимый диапазон температур воздуха от +5 до +45°С, в то время как огромная часть территории РФ вынуждена начинать сварку когда болота замерзнут
Во-вторых, максимальная толщина стенки труб 70 мм, в то время как толщина стенки фактически производимых труб давно перевалила за 90 мм. И в-третьих, материал труб – только традиционный полиэтилен низкого давления (ПНД) с показателем текучести расплава не ниже 0,2 г/10 мин (при 190/5), в то время как для производства труб большого диаметра давно используются нестекающие марки полиэтилена среднего давления с ПТР ниже 0,1 г/10 мин (при 190/5). Для условий, выходящих за проверенные рамки температуры воздуха и толщин стенок, некоторые производители рассчитали технологию сварки полиэтиленовых труб путем экстраполяции действующих нормативов, но эта теоретическая технология пока не проверена долгосрочными испытаниями. Для нестекающих марок полиэтилена технологии сварки труб нет даже в теории. В итоге в условиях, выходящих за ограничения проверенной технологии, в России выполняется около 80% всех сварок!
Пред.
2
След.
Проверка герметичности
Проверку качества спаивания производят только после того, когда все соединения смонтированы и остыли. Для чего в установленную систему подают воду и производят осмотр трубопровода для определения протечек. Перед заливкой воды необходимо дать смонтированной системе постоять не менее часа при нормальной температуре в помещении, а если воздух имеет низкую температуру, то проверочный запуск производится не менее чем через 5 часов. Если определились неплотные соединения, то нужно слить воду и переделать эту часть трубопровода, используя новые фитинги и подобрав кусок трубы необходимого размера. Попытка каким-либо образом заклеить соединение изначально обречена на провал. Установка трубопровода нуждается в точном выполнении технологий.
После завершения ремонта заново проверяют качество соединения с помощью заливки воды. Если рассматривается отопительная система, то проверку трубопровод сможет пройти лишь после разогрева теплоносителя при подаче под высоким давлением.
Аппарат для стыковой сварки пластиковых труб
Одним из способов сварки полиэтиленовых труб является стыковая сварка.
Этот способ заключается в нагреве и постепенной расплавке соединяемых торцов с помощью нагревателя сварочного агрегата. Следующим этапом будет состыковка труб с оказанием давления.
Выполнение стыковой сварки труб требует определенной квалификации, знаний и умения для получения качественного результата этого вида сварки.
Однако, именно при проведении стыковой сварки нет необходимости в привлечении тяжелой техники, наибольшее количество сварщиков – 2 человека, маленький расход на энергозатраты. Таким образом, при стыковой сварке труб уменьшаются не только расходы на труд человека, но еще и сокращается время прокладки труб.
При приготовлении к проведению стыковой сварки необходимо подготовить полиэтиленовые трубы и фитинги с одинаковыми качествами, такими как, размеры, марка и т.д.
Кроме того, при подготовке к сварке трубы выравниваются, очищаются от грязи для достижения полного контакта элементов.
Далее, с использованием сварочного аппарата происходит расплавление торцов труб.
Следующим этапом при применении сварочного аппарата тепло должно растечься внутри каждой трубы для начала процессы плавки полиэтилена. Для сохранения физических и химических качеств выбирается специальный температурный режим и время плавки по таблице сварки.
Через некоторое время необходимо убрать очень аккуратно сварочный аппарат в целях недопущения повреждения труб и проседания частиц грязи.
После того, как будет убран сварочный аппарат трубы стыкуются между собой с дальнейшим формированием молекулярной связи
Обращаем внимание, что давление должно быть точно таким же, как и при плавке полиэтилена
И завершающим этапом при стыковой сварке труб служит охлаждение сварного шва. Полиэтилен на стыке усаживается и получает максимально допустимую прочность. В итоге получается качественный и ровный шов.
При допущении монтажных ошибок шов будет лишен этих качеств.
Еще одним из видов полиэтиленовых труб являются пластиковые трубы из полиэтилена низкого давления (трубы ПНД).
Данный вид труб в настоящее время заменяет металлические трубы в таких видах строительных работ, как канализация, водоснабжение, проведение электро- и газоснабжения и т.д.
Трубы ПНД обладают долговечностью, теплоизоляцией и легкостью материала, что позволяет экономить на транспортных расходах.
Также в случае прокладки труб ПНД в целях организации водопровода в жилых помещениях в зимнее время года эти трубы не треснут, как металлические.
Существует несколько вариантов соединения труб ПНД. Однако наиболее доступным и качественным является сварка.
Оборудование для стыковой сварки полиэтиленовых труб
Стыковая сварка осуществляется с помощью профессионального сварочного агрегата для сварки ПНД труб. Все виды сварочной техники для ПНД труб объединяет небольшая масса и низкое энергопотребление. Данное оборудование дает возможность осуществлять сварку даже с минимальными образцами в автоматическом порядке.
Таким образом, строительный рынок рекомендует профессиональное оборудование для сварки полиэтиленовых труб, имеющее механический, гидравлический приводы и работающие с помощью программного управления.
Где купить аппарат для стыковой сварки полиэтиленовых труб
PLAST.RU – онлайн-гипермаркет пластиков и отделочных материалов с доставкой по всей России
Мы являемся официальным дилером и у нас можно купить стыковая сварка труб, а также заказать полимерные изделия, отделочные материалы и напольные покрытия по выгодным ценам. Располагаем широчайшим в интернете ассортиментом товара и обеспечиваем низкие цены. Предлагаем большой склад для самовывоза и осуществляем доставку по Москве и Московской области собственным курьерским автопарком, а в представленные ниже города доставляем транспортными компаниями:








- Архангельск
- Астрахань
- Балашиха
- Барнаул
- Белгород
- Брянск
- Великий-Новгород
- Владимир
- Волгоград
- Вологда
- Воронеж
- Дзержинск
- Екатеринбург
- Иваново
- Иркутск
- Ижевск
- Йошкар-Ола
- Казань
- Калининград
- Калуга
- Кемерово
- Киров
- Кострома
- Краснодар
- Красноярск
- Курган
- Курск
- Липецк
- Магнитогорск
- Махачкала
- Москва
- Мурманск
- Набержные Челны
- Нальчик
- Нижневартовск
- Нижнекамск
- Нижний Новгород
- Новокузнецк
- Новоросийск
- Новосибирск
- Омск
- Орёл
- Оренбург
- Пенза
- Пермь
- Петрозоводск
- Псков
- Ростов-на-Дону
- Рыбинск
- Рязань
- Самара
- Санкт-Петербург
- Саранск
- Саратов
- Севастополь
- Симферополь
- Смоленск
- Сочи
- Ставрополь
- Сургут
- Сыктывкар
- Тамбов
- Тверь
- Тольятти
- Томск
- Тула
- Тюмень
- Улан-Удэ
- Ульяновск
- Уфа
- Хабаровск
- Чебоксары
- Челябинск
- Череповец
- Чита
- Шахты
- Якутск
- Ярославль
Подготовка оборудования к сварке
Процесс сваривания труб из полиэтилена низкого давления состоит из подготовительных мероприятий (они идентичны для всех видов сварочных установок), собственно сварки и заключительных операций. Подготовка к сварке:
- Обустраивается площадка, где будет происходить сварка, на нем размещается сварочное оборудование.
- Подготавливаются все необходимые трубы, фитинги и другие соединительные элементы.
Спайка полиэтиленовых труб: подготовка труб и необходимых элементов
- Происходит соединение и центрирование труб и фасонных изделий (фитингов).
- Осуществляется обработка торцов труб и деталей механическим способом.
Совет от профессионала: Подготовительные операции сварочного аппарата должны осуществляться качественно, с четким следованием инструкции изготовителя оборудования. Тогда станок для сварки прослужит долго, наилучшим образом выполняя сварочные работы. Целесообразно заносить данные о проверке оборудования в журнал производственных работ.
Перед началом работ нужно убедиться в исправности всех элементов
Сварочный аппарат располагают на специально организованном месте, освобожденном от посторонних предметов, куда предварительно доставлены полиэтиленовые трубы. Перед началом работ, до подключения оборудования к электросети, оно должно быть осмотрено и подготовлено:
- визуальный осмотр узлов сварочного аппарата;
- проверка изоляции электропроводов и заземлителей;
- заправка электрического генератора топливом и тестирование его работоспособности контрольным включением;
- определение уровня масла в гидросистеме сварочного станка;
- испытание исправности передвижного зажима;
- проверка степени затачивания ножей торцевателя;
- диагностика контрольно-измерительных приборов;
- подготовка зажимов и редукционных вкладышей, которые требуются для сваривания труб имеющегося диаметра;
- смазывание трущихся соединений и поверхностей сварочного оборудования составами, рекомендованными производителем оборудования;
- очищение нагревателя, торцевателя и скребка от загрязнений и следов полиэтилена, обезжиривание поверхностей с помощью хлопчатобумажной ткани, смоченной растворителем.
Возможные ошибки
Тщательно продуманные и неспешные движения являются гарантией недопущения ошибок. Нужно учесть все особенности выполнения технологии и полностью их соблюдать.
Самые частые ошибки, вследствие которых образуются бракованные узлы прокладываемой системы трубопровода следующие:
- Угол среза соединяемых частей отличается от значения 90 градусов.
- Не произведена чистка поверхности от жирной пленки.
- Недостаточный или чрезмерный нагрев соединяемых элементов.
- Неплотная установка изделия внутрь фитинга.
- Корректировка соединяемых частей после застывания полимера.
- Неполное удаление слоя армирования.
В некоторых случаях на высококачественных материалах сильный нагрев не показывает видимых дефектов. Но в то же время происходит внутренняя деформация, в этом случае расплавленный пластик перекрывает внутренний проход трубопровода. В последующем этот узел теряет работоспособность — быстро забивается и перекрывает передвижение воды.
Если срез торцов отличается от значения 90 градусов, то во время соединения элементов они ложатся по скошенной плоскости. Появляется несоосность стыка, которая заметна, когда уже проложено несколько метров трубопровода. Зачастую из-за этого необходимо переделывать всю работу сначала.
Плохое обезжиривание торцов способствует появлению «островков отторжения». В этих местах полифузное соединение полностью не происходит. Определенное время трубопровод с этим дефектом может работать, однако в любой момент может появиться течь.
Такой же результат могут иметь соединения, которые сделаны с неполной чисткой слоя армирования. Чаще всего армированная труба устанавливается на участках повышенного давления. Оставшаяся алюминиевая фольга на участке спаивания создает зону неконтакта. Этот участок зачастую является каналом, через который происходит протекание воды.
Перед началом работ
На начальном этапе прокладки полиэтиленовых трубопроводов проводятся подготовительные работы, которые начинаются с составления схемы трубопровода, определения требований к нему и подбора соответствующего расходного материала: труб нужного диаметра, нужной толщины стенок, соответствующего назначения, фитингов и других дополнительных элементов. Учитывается качество грунта, от которого зависят расходы на обеспечение дополнительной защиты водопровода.
После закупок, разработки плана и документального согласования подключения к центральной сети водоснабжения, начинается разметка и подготовка территории. В соответствии с техническими документами, определяющими местонахождение инженерных коммуникаций, подведенных к дому в грунте, вырываются траншеи (если это строительство подземного трубопровода).
Важно! Не повредить существующую телекоммуникационную, электро- и другую инженерную сеть. Глубина траншеи должна быть ниже уровня промерзания грунта на 0,5 м
На дно траншеи в твердом грунте засыпается песок, а в мягком, наоборот, уплотняющий материал – мелкий гравий. На строительную площадку доставляются ПНД трубы, которые нарезаются, при необходимости распрямляются (если хранились в скрученном состоянии и сохранили форму колец) и осматриваются на наличие повреждений
Глубина траншеи должна быть ниже уровня промерзания грунта на 0,5 м. На дно траншеи в твердом грунте засыпается песок, а в мягком, наоборот, уплотняющий материал – мелкий гравий. На строительную площадку доставляются ПНД трубы, которые нарезаются, при необходимости распрямляются (если хранились в скрученном состоянии и сохранили форму колец) и осматриваются на наличие повреждений.
Важно! Торец должен быть недеформированным, не иметь эллипсоидной формы. Торцы обрабатываются, зачищаются, обезжириваются
Проверяется сварочное оборудование, тестируются контрольно-измерительные приборы
Торцы обрабатываются, зачищаются, обезжириваются. Проверяется сварочное оборудование, тестируются контрольно-измерительные приборы.
Способы сваривания
Возможна ли качественная сварка ПНД труб своими руками? Возможна, но при одном условии: при монтаже должно использоваться специальное оборудование.
Сварочные работы выполняются двумя способами:
- Встык – соединяемые элементы разогреваются до температуры плавления по торцам и стыкуются под давлением;
- Применяется электросварная муфта, которая одевается на совмещённые торцы и оплавляется.
Рассмотрим каждый из перечисленных способов подробнее.
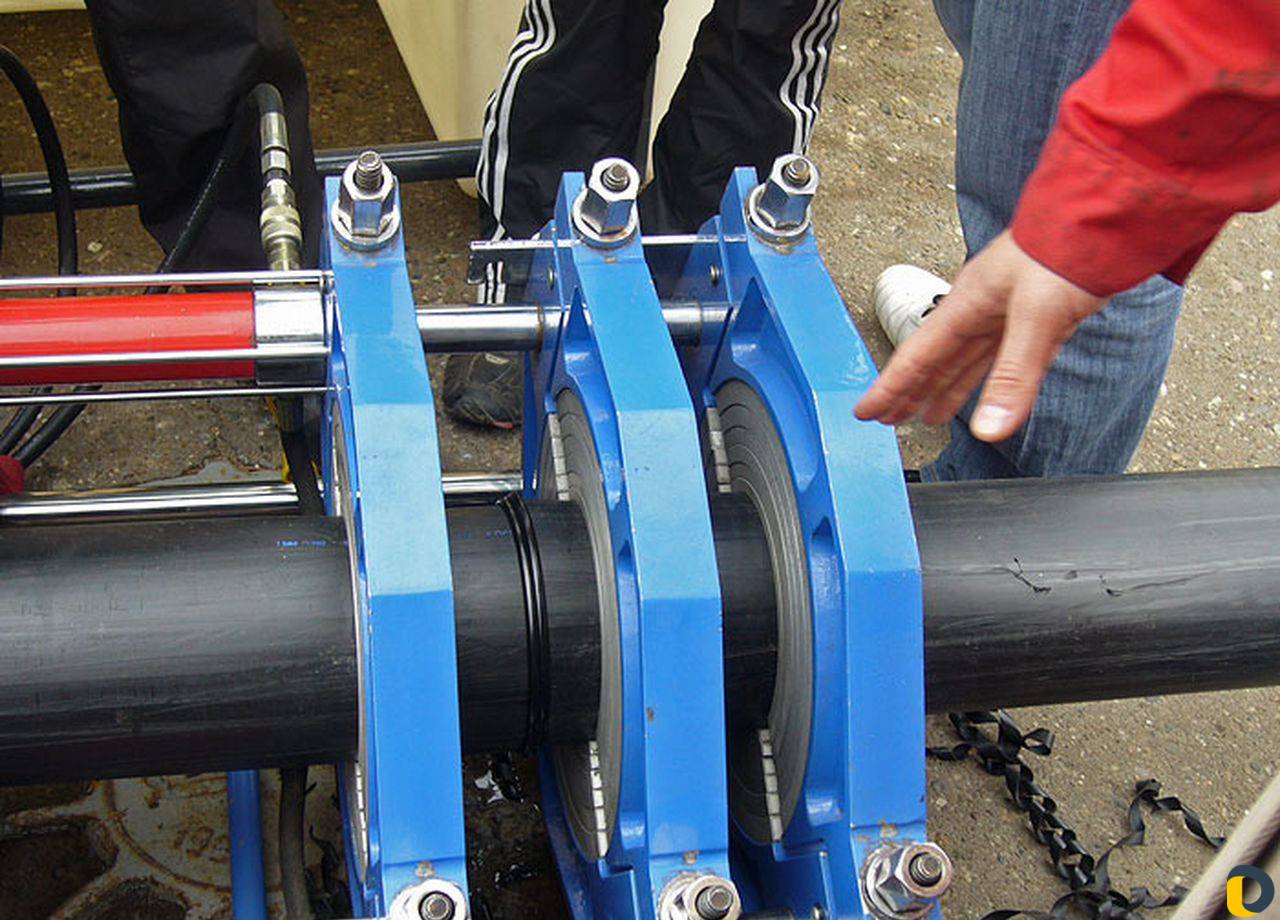
Современное оборудование для сварки труб ПНД встык состоит из следующих элементов:
- станина (центратор) применяется для фиксации стыкуемых труб в требуемом положении;
- торцеватель (триммер) необходим для механической обработки стыкуемых торцов;
- нагревательный элемент применяется для разогрева торцов до температуры плавления;
- гидравлический блок приводит в движение совмещаемые трубы и обеспечивает оптимальную плотность шва.
Разбираем центратор, освобождая место под трубы (стыкуемые детали), для этого снимаем фиксирующее зажимы;
Устанавливаем стыкуемые детали в центратор и фиксируем их в верхней части зажимами;
Посредством регулировочного клапана выставляем необходимое давление подвижной части центратора;
Очищаем поверхность торцов от грязи и пыли, используя специальные салфетки или безворсовую ветошь и спирт в качестве растворителя;
- Устанавливаем торцеватель между стыкуемыми деталями на станину;
- Включаем гидравлику и сдвигаем стыкуемые элементы, а затем включаем торцеватель;
- Демонтируем центратор и удаляем остатки пластиковой стружки из труб;
Проверяем стыкуемые детали на соосность;
- Устанавливаем на станину нагревательный элемент;
- Выставляем на таймере время и температуру, необходимые для оплавления полиэтиленовых стенок;
Включаем гидравлику и сводим стыкуемые элементы к нагревателю под давлением;
- Запускаем нагрев, который прекратится после срабатывания таймера;
- После того как таймер подал звуковой сигнал, отключаем давление и вынимаем нагревательный элемент;
- Вновь сводим стыкуемые торцы под давлением для получения прочного и аккуратного шва;
Запускаем таймер на остывание полиэтилена;
После звукового сигнала отключаем давление, разбираем оборудование и освобождаем сваренную конструкцию.
Инструкция проведения сварочных работ следующая.
Рассмотрим подробнее этапы, перечисленные на схеме.
Посредством торцовочной пилы режем торцы труб под необходимым для углом;
Удаляем стружку и срезаем заусеницы, после чего протираем стыкуемые поверхности ветошью, пропитанной в спирте.
Стыкуемые детали укладываются на ровную поверхность, присоединяются друг к другу под нужным углом и удерживаются вручную;
На экструдере выставляем температуру плавления гранул ( 220°С);
Далее экструдером делаем прихватки по стыку труб;
После того как прихватки сделаны, ждём 5-7 минут чтобы пластик остыл;
Наносим пластик по всей окружности свариваемых деталей;
После того как пластик нанесён, оставляем конструкцию остывать в течении 7 минут, после чего сварка считается выполненной.
Теперь несколько слов по поводу прочности сварного шва. В плане эксперимента, после того как остыл пластик, была выполнена деформация собранного отвода.










Монтажник давил на область шва своим весом до тех пор, пока поперечное сечение труб из круглого не стало овальным. Разумеется, аналогичные опыты с трубами, сваренными встык путем нагревания торцов продемонстрируют меньшую прочность шва.
Обзор способов соединения полиэтиленовых труб был бы неполным без применения электросварных муфт. На сегодняшний день этот метод получает все большее распространение благодаря высокой прочности и долговечности готового результата.
Инструкция выполнения соединений с использованием электромуфты на следующей таблице.
Рассмотрим перечисленные моменты подробнее.
Стыкуемые торцы обрезаются специальным труборезом для того чтобы получить оптимальную соосность при стыковке;
При помощи ручного скребка снимаем оксидный слой с поверхности прилегающей к участку стыковки (примерно 20 см от торца);
Снимаем образовавшуюся стружку, используя тот же скребок;
Наружную поверхность труб и внутреннюю поверхность муфты обезжириваем специальными салфетками или безворсовой ветошью, смоченной в спирте;
Размечаем трубы по размеру муфты для более простого позиционирования в центраторе;
По сделанным отметкам крепим трубы и муфту в центраторе;





