

ПНД трубопровод для канализации
Собственноручная сборка полиэтиленовых трубопроводов для канализации совершенно проста. Трубы с муфтами, уголками и тройниками соединяют с использованием уплотнительных резиновых колец. Трубы с небольшим усилием вставляют в раструбы, если такое уплотнение окажется недостаточным, трубы дополнительно промазывают силиконовым герметиком.
Монтаж канализационных полиэтиленовых трубопроводов тоже не вызывает никаких трудностей: креплениями на потолок или стену выступают самые простые защелки-фиксаторы, которые нужно привинтить к стене шурупами. В том случае если вы не особо заботитесь об эстетике, можно просто вбить стальные штыри немного большего диаметра в отверстия в стене, загнуть их концы и продеть трубы в эти импровизированные скобы. С помощью штатных креплений можно устанавливать трубопровод лишь вплотную к стене, можно положить ее на небольшом удалении на штырях, что часто значительно удобнее.
Особенности труб из ПНД
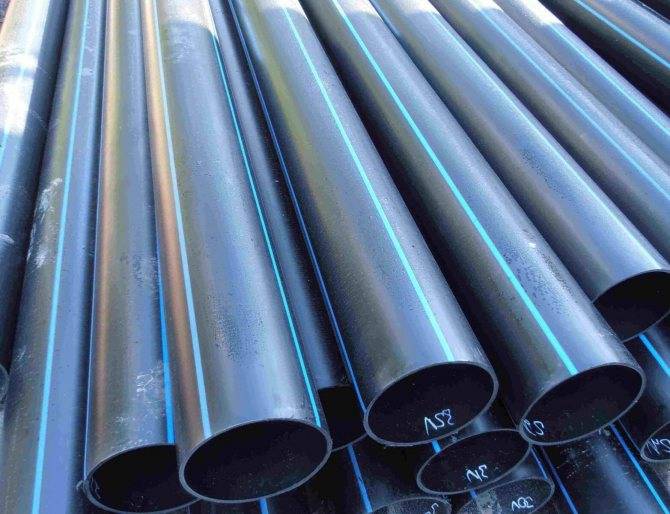
Водопроводные линии на базе ПНД-труб получили широкое распространение. Они востребованы в сельском хозяйстве, используются на частных и коммерческих объектах.
Высокая популярность трубопроводов из ПНД обусловлена следующими факторами.
- Стойкость к химическому воздействию. Системы на базе ПНД работают с питьевой водой, а также средами низкой агрессивности. Не оказывают влияния на состав перемещаемого продукта, не создают благоприятных условий для развития патогенной микрофлоры.
- Гладкая внутренняя поверхность. Трубопровод из ПНД не содержит выемок, бугров и прочих дефектов. Это препятствует образованию отложений, позволяет сохранить проходимость системы на протяжении длительного срока.
- Стойкость к коррозионному поражению. На поверхности трубопроводов из полиэтилена не появляется ржавчина. Обслуживание магистрали не подразумевает работ по окрашиванию и удалению коррозии.
- Малые монтажные расходы. Трубы на базе ПНД укладываются в грунт. При обустройстве водопровода не используются бетонные лотки и прочие вспомогательные компоненты.
- Диэлектрические свойства. Полимерные трубы не проводят ток, не нуждаются в дополнительной изоляции. Они могут использоваться в качестве кабельной трассы при подключении силового оборудования.
- Длительный срок службы. Полиэтиленовый трубопровод сохраняет функционал на протяжении 50 лет. Соблюдение правил эксплуатации повышает показатель до 60 и даже 75 лет.
- Малый вес. Небольшая масса ПНД-труб позволяет экономить на доставке, погрузке, выгрузке и монтаже. Изделия незначительно нагружают опорные элементы при прокладке внутри помещения.
- Прекрасная эластичность. Монтаж ПНД-труб упрощен их пластичностью. Компоненты изгибаются без потери прочности и проходимости. Это минимизирует число отводов и переходников, позволяет использовать трубы в зонах с повышенной вибрацией и сейсмической активностью.
Значительная эластичность гарантирует стойкость к гидроударам, исключает риск прорыва труб при замерзании в них воды.
Основной недостаток материала — уязвимость к высоким температурам. При нагреве свыше 80 градусов наблюдается снижение прочности изделий.
В продаже представлены два вида ПНД-труб — предназначенные для магистралей:
- работающих под давлением — газовых и водопроводных сетей;
- транспортирующих продукт самотеком — ливневок и систем канализации.
Изделия различаются толщиной стенок и спецификой монтажа.
Типы соединений труб из ПЭ

Полиэтиленовые трубы можно соединять в единую магистраль при помощи разных способов. При этом каждый из них пригоден для конкретных условий.
- Так, стыковка туб из ПНД при помощи фитингов и муфт (раструбная сварка) используется в основном для устройства внутренней части системы водопровода в доме.
- Монтаж трубопровода своими руками с помощью стыковой сварки . Этот способ используется для монтажа протяженного участка коммуникации наружного назначения. При этом трубы можно укладывать и по поверхности грунта, и в траншею с последующим закрытием их грунтом.
- Электромуфтовая сварка . Этот способ соединения туб из ПНД производят с помощью специальных пластиковых муфт со встроенными в них спиральными элементами, которые нагреваются в результате подачи тока к ней.
Рассмотрим подробнее каждый из способов.
Крепежные элементы
Чтобы трубопровод работал надежно, его следует закрепить. Это можно сделать двумя способами:
- с помощью крепежных крюков – свободное крепление;
- с помощью специальных хомутов – жесткое крепление.
Правила установки крепежа:
- каждый стык должен быть зафиксирован;
- на прямых участках крепеж устанавливают через расстояние, равное 10 диаметрам трубы;
- жесткий крепеж осуществляют хомутами с резиновой прокладкой;
- свободный – либо на крюках (можно самодельных), либо в хомутах, но без резиновой прокладки.
Возможные ошибки при монтаже
Ошибки могут возникнуть при нарушении правил соединения:
- несоблюдение расстояния между крепежными элементами;
- неправильное время нагрева, излишнее усилие при сварном соединении;
- жесткий крепеж, без учета линейного расширения материалов.
Способы монтажа
Выбор способа, напрямую зависит от ряда условий.
Нужно определить, где будет эксплуатироваться трубопровод:
- в помещении;
- на открытом воздухе;
- в грунте.
Для одного монтажа труб из полиэтилена необходимы специальное оборудование и мастер, а другой — можно выполнить своими руками.
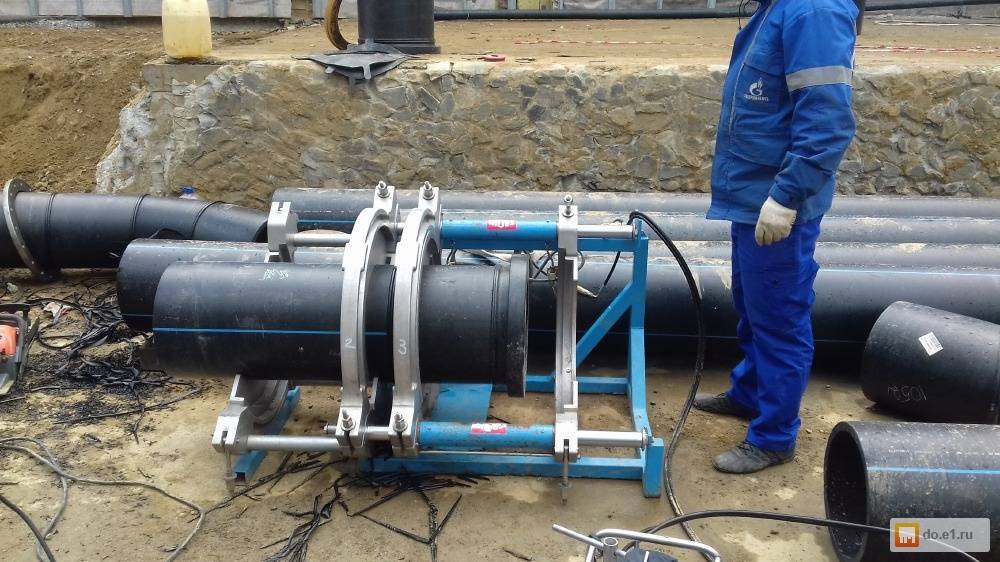
Сварка труб встык
При соединении прямых участков трубопроводов большого диаметра их часто стыкуют, сваривая между собой.
Технология этого процесса требует точной центровки и чистой обработки кромок соединяемого материала. Для сварки используют специальный аппарат, который можно питать от переносного источника. Полиэтилен разогревается спиралями по всему диаметру, и детали прижимаются друг к другу. Стык получается ровным, даже прочнее самого материала. Такой способ соединения пластиковых трубопроводов применяется там, где необходима пластичность неразъемного соединения. Однако, несмотря на дешевизну и простоту, такое стыкование используют только при толщине стенок 5 мм и выше.
Неразъемное соединение
Отсутствие возможности обслуживать соединение в период эксплуатации вынуждает выполнять такие соединения, как сварка встык и сварка электрическими муфтами.
Второй способ применяют при монтаже трубы ПНД в труднодоступных местах, там, где пластичность участка не играет особой роли.
Способ более дорогой. Это вызвано применением специальных муфт с уже встроенными в них спиралями. Такие муфты имеют электроды для подачи на них напряжения от постороннего источника питания. Концы труб вставляются в муфту, приложенное напряжение разогревает спирали, и конструкция сваривается. Неверно было бы думать, что неразъемное соединение выполняется только прямыми муфтами. В этих случаях также применяются фитинги: тройники, переходники с одного диаметра на другой и т.д.
Разъемное соединение
Тип такого соединения подразумевает обслуживание в течение эксплуатации.
Это как раз тот случай, когда монтаж ПНД трубы можно выполнить самому. Монтаж выполняется открыто по стенам внутри помещений или на улице с укладкой в специальные короба. Допускается прокладка на открытом воздухе без защиты. Например, на дачных участках при организации капельного полива грядок. Либо использование труб ПНД в качестве магистралей для создания точек присоединения гибких садовых шлангов. Только срок службы в данных условиях сокращается. Если при соблюдении требований труба прослужит до 50 лет и более, то в условиях открытой прокладки — 4-5 лет.
С помощью фитингов
Фитинги — это элементы, позволяющие собирать и монтировать трубопроводы.
Они бывают:
- прямые, которые позволяют соединять элементы труб одного диаметра;
- переходные, с их помощью происходит переход с одного диаметра на другой.
Когда нужно выполнить поворот, разветвление или стыковку труб при монтаже, используют фитинги: уголки, тройники, крестовины, муфты, заглушки, штуцера. Если в процессе эксплуатации необходима частая разборка системы, фитинг тоже незаменим.
По конструктивным особенностям можно выделить:
- компрессионные — разборное соединение, где труба по внутреннему диаметру усаживается на уплотнительные кольца, а по наружному — обжимается гайкой;
- пуш-фитинги — современный дорогой, но и гораздо практичный и надежный тип разъемного соединения, основанный на методе «вталкивания»;
- пресс-фитинги — неразъемное соединение, где рабочим элементом служит пресс-гильза, которая прессуется клещами.
Муфтой
Муфты для труб ПНД — это один из фитингов. Существует ошибочное мнение, что это особый вид соединения. Однако муфта — элемент, который применяется для стыковки прямых участков трубопровода. Такое сочленение может быть как неразъемным — электрические муфты, так и разборным — муфты компрессионных вариантов исполнения. Их применяют там, где нужно продолжить трубопровод дальше либо устранить поврежденный участок и выполнить вставку нового материала.








Какой способ лучше
На этот вопрос, ответ однозначный — все зависит от того, где проводится монтаж полиэтиленовых труб. Для частных домовладений и административных помещений желательно использовать разборные соединения и работать с трубами диаметром до 50 мм.
Электромуфтовая сварка полиэтиленовых труб
Для реализации соединения такого типа используется муфта, оснащённая закладными электронагревательными элементами. С экономической точки зрения сварка труб ПНД, выполняемая по этой технологии, менее выгодна по сравнению со сваркой встык.

При сваривании электромуфтой внутреннее пространство трубы на стыке не уменьшается
Однако такой способ пользуется большой популярностью благодаря тому, что уровень проходимости труб не снижается, поскольку на их внутренней поверхности грат не образуется. А в ограниченном пространстве, когда разместить габаритный агрегат для сварки не представляется возможным, этому способу альтернативы нет.
Соединение двух труб ПНД в прямолинейный участок производят чаще всего при помощи простой электромуфты. Но для выполнения этой операции пригодны также седловые отводы и электрофузионные тройники. Ниже пойдёт речь о том, как сваривать ПНД трубы своими руками с использованием именно электромуфт. Кроме рук, вам потребуется электрофузионный сварочный аппарат. Сварка выполняется полиэтиленовым сварным фитингом.
Этому изделию присущи некоторые особенности. В него встроены специальные спирали, служащие в качестве нагревательных элементов. Расплавленная от нагретой спирали часть тела фитинга соединятся с пластиком деталей, формирующих трубопровод. При этом спираль навсегда остаётся в монолитном шве. По такой технологии создаётся соединение высокой прочности. Однако она относительно дорогая. Чаще используется при сборке газопроводов.

На внутренней поверхности муфты расположены спирали, которые нагревают трубы
Проведение электромуфтовой сварки ПНД труб предусматривает выполнение следующих действий:
- с помощью специального резака трубопровод разрезается на части нужного размера;
- очистка от грязи и обезжиривание внутренней поверхности электромуфты и свариваемых поверхностей труб ПНД;
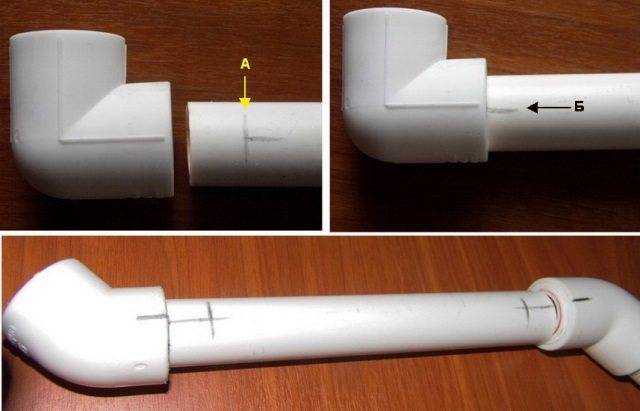
- нанесение на трубы рисок, позволяющих контролировать глубину ввода;
- для исключения дополнительного охлаждения свободные концы трубопровода закрываются заглушками;
- специальными проводами сварочный аппарат соединяют с электромуфтой и нажимают на аппарате кнопку «Старт»;
- окончание сварки осуществляется автоматическим отключением аппарата. Использовать полученное соединение можно не менее чем через час.
К сварным соединениям предъявляются следующие требования:
- располагаться сварной шов должен не ниже наружного уровня поверхности трубы;
- смещение свариваемых отрезков относительно друг друга не должно превышать 10 процентов от толщины стенки полиэтиленовой трубы;
- высота валика качественного сварного шва на трубах, толщина стенок которых не более 5 мм включительно, должна быть до 2,5 мм. Если соединяются трубы с толщиной стенок 6…20 миллиметров, его высота не должна превышать 5 мм.
Выбирая способ соединения, учитывайте условия эксплуатации создаваемого трубопровода. Только тогда вся система будет функционировать надёжно продолжительный отрезок времени.
Как можно согнуть и разогнуть ПНД трубу
Трубы ПНД небольших диаметров можно даже руками. При прокладке под землей, где эстетичность не требуется, лучше разогреть нужный участок феном, аккуратно согнуть безо всякой оправки – при этом изгиб получится с большим радиусом, зато напряжения в трубопроводе будут минимальны
Если требуются аккуратные изгибы малого диаметра, следует после разогрева осторожно уложить заготовку в оправку, сбитую из любых подручных материалов
Дать остыть – минимум в течение 15 минут. Можно использовать трубогиб, но поскольку полиэтилен – очень пластичный материал, то особой необходимости в его использовании нет.
Если материал поставлен в бухтах, то трубу следует растянуть на солнце, дать ей прогреться и растянуть. Или воспользоваться строительным феном.
Крепежные элементы
Эффективную работу трубопровода обеспечивают крепления. Они предотвращают смещение магистрали, ослабление разъемных узлов и деформацию нагруженных элементов.
Фиксация компонентов при монтаже системы происходит двумя способами:
- формирование неподвижного соединения при помощи специальных хомутов;
- формирование подвижного соединения посредством крюков.
При прокладке трубопровода обязательна фиксация каждого стыка. Компоненты, удерживающие линейные участки, размещаются с шагом, равным десятикратному диаметру трубы. Применение хомутов подразумевает установку резиновых прокладок, исключающих механическое повреждение линии.

Особенности труб из ПНД
Водопроводные линии на базе ПНД-труб получили широкое распространение. Они востребованы в сельском хозяйстве, используются на частных и коммерческих объектах.
Высокая популярность трубопроводов из ПНД обусловлена следующими факторами.
- Стойкость к химическому воздействию. Системы на базе ПНД работают с питьевой водой, а также средами низкой агрессивности. Не оказывают влияния на состав перемещаемого продукта, не создают благоприятных условий для развития патогенной микрофлоры.
- Гладкая внутренняя поверхность. Трубопровод из ПНД не содержит выемок, бугров и прочих дефектов. Это препятствует образованию отложений, позволяет сохранить проходимость системы на протяжении длительного срока.
- Стойкость к коррозионному поражению. На поверхности трубопроводов из полиэтилена не появляется ржавчина. Обслуживание магистрали не подразумевает работ по окрашиванию и удалению коррозии.
- Малые монтажные расходы. Трубы на базе ПНД укладываются в грунт. При обустройстве водопровода не используются бетонные лотки и прочие вспомогательные компоненты.
- Диэлектрические свойства. Полимерные трубы не проводят ток, не нуждаются в дополнительной изоляции. Они могут использоваться в качестве кабельной трассы при подключении силового оборудования.
- Длительный срок службы. Полиэтиленовый трубопровод сохраняет функционал на протяжении 50 лет. Соблюдение правил эксплуатации повышает показатель до 60 и даже 75 лет.
- Малый вес. Небольшая масса ПНД-труб позволяет экономить на доставке, погрузке, выгрузке и монтаже. Изделия незначительно нагружают опорные элементы при прокладке внутри помещения.
- Прекрасная эластичность. Монтаж ПНД-труб упрощен их пластичностью. Компоненты изгибаются без потери прочности и проходимости. Это минимизирует число отводов и переходников, позволяет использовать трубы в зонах с повышенной вибрацией и сейсмической активностью.
Значительная эластичность гарантирует стойкость к гидроударам, исключает риск прорыва труб при замерзании в них воды.
Основной недостаток материала — уязвимость к высоким температурам. При нагреве свыше 80 градусов наблюдается снижение прочности изделий.
В продаже представлены два вида ПНД-труб — предназначенные для магистралей:
- работающих под давлением — газовых и водопроводных сетей;
- транспортирующих продукт самотеком — ливневок и систем канализации.
Изделия различаются толщиной стенок и спецификой монтажа.
Электромуфтовая сварка
Сварочная процедура, подразумевающая использование специальных фитингов и установок, предъявляет высокие требования к подготовке торцов, упрощает проведение работ в труднодоступных местах.

Для монтажа трубопроводов посредством электрических муфт потребуется выполнить ряд операций:
- отрезать трубы с учетом глубины фитингов;
- произвести механическую и химическую обработку резов, удалив неровности и загрязнения;
- вставить подготовленные края в муфту;
- подключить контактные провода сварочного аппарата к специальным разъемам на фитинге;
- активировать процесс сваривания.
Продолжительность подачи тока определяется параметрами муфты. Корректно установить показатель помогает штрих-код на изделии.










Муфтовая сварка ПНД труб

Муфтовая сварка Муфтовая сварка имеет другой порядок действий и иной набор материалов. Для проведения работ обязательно понадобится паяльник для ПНД труб, а также набор насадок. Часто в таких соединениях используется дополнительная аппаратура, такая как уголки и эксцентрики. Соединение торцов изделий проводится после того, как к ним будут присоединены фитинги.
В работе используется паяльник для полипропиленовых труб, который содержит несколько металлических деталей. Эти детали и нагревают пластиковые агрегаты. Одна из них представляет собой дорн – специальный элемент, который вставляется во внутреннюю часть фитинга. Другая же, гильза, служит для нагрева самого участка.
Проведение муфтовой сварки требует особой подготовки. Нужно осуществить ряд действий, помогающих повысить качество соединения:
- Заготовки должны быть подрезаны и выставлены ровно друг напротив друга.
- Края нужно очистить от загрязнений и остатков пластика.
- Те трубы, которые сейчас не используются, необходимо заткнуть пробками во избежание засорений.
- Нужно осмотреть паяльный прибор на наличие загрязнений или остатков пластика от прошлых работ. В случае необходимости очистить.
После проведения всех подготовительных работ можно со спокойной душой взяться за реализацию данного метода сварки. Порядок реализации:
- Соединяемые детали нагреваются паяльником до определенной температуры. Обычно за этой температурой следит сам прибор, который в нужный момент подаст сигнал об остановке нагрева.
- Труба с усилием вставляется в гильзу, а фитинг насаживается на дорн. Часто для выполнения этих операций потребуется довольно большое усилие. Вставлять детали необходимо до упора.
- Лишняя часть пластика будет выдавлена наружу и создаст валик в виде кольца.
- Затем обе детали необходимо снять с инструмента и плотно соединить между собой.
- После полного остывания можно продолжать работу по подключению трубопровода.
Продолжительность пайки можно узнать из нормативов, в которых это время указано в зависимости от диаметра деталей.
Соединение с фитингом
Также необходимо помнить, что прикладывать усилия при соединении трубы и фитинга необходимо только до тех пор, пока детали не уперлись. Если продолжить воздействие, можно нарушить целостность соединения, что вызовет негативные последствия в будущем.
Возможные ошибки при монтаже
Проведение монтажных мероприятий на водопроводах может омрачаться определенными оплошностями:
- стыковка труб с необработанными торцами;
- перекосы труб в рамках муфты или сварного шва;
- дефекты, снижающие герметичность узла;
- применение некондиционных соединительных элементов;
- использование жесткого крепежа без учета линейного расширения материалов;
- нарушение регламента сварочных работ (избыточный нагрев, несоблюдение сроков температурного воздействия).
Дефектные соединения подлежат удалению. Их место занимают новые герметичные стыки, выполненные согласно регламенту.

Электромуфтовая сварка
Электромуфтовое соединение большого диаметра
Этот технологический процесс позволяет собирать полиэтиленовые трубы в единые системы с учетом высокой прочности соединения. Инструкция сварочных работ несложна и допускает возможность выполнения своими руками, без необходимости в услугах профессиональных специалистов.
Принцип соединения двух труб в единое целое заключается в подаче напряжения на спираль, вплавленную в муфту для труб. За счет этого, муфта нагревается до требуемой температуры и плавится. Для того чтобы оплавить полимерную муфту, применяется специальный аппарат, подающий на фасонный элемент требуемое напряжение.
Среди преимуществ технологии следует отметить следующее:
- простота процесса реализации сварки в сравнении со станками, паяющими встык;
- более высокая устойчивость к механическим деформациям в сравнении со стыковым соединением;
- малые типоразмеры и вес станка, что позволяет проводить работы в полевых условиях;
- возможность пайки стыков с небольшим промежуточным зазором.
Варианты установки
Технологически можно соединить трубы ПНД без сварки либо используя специальный сварочный аппарат. У обеих методик есть свои достоинства и недостатки, рассмотрим преимущества каждого метода крепления.
Холодная сварка или прессовка является самым простым вариантом, это очень дешевый и доступный метод, который выполняется посредством использования специальных муфт. Такая технология используется в основном для трубопроводов больших диаметров – от 20 до 300 мм. Компрессионные фитинги под холодную сварку имеют следующие плюсы:
- Простота использования;
- Большой выбор размеров;
- Обеспечение плотного соединения с высокими показателями герметизации.
Но прессование преимущественно используется только для крепления ненапорных водопроводных соединений. У пластиковых труб относительно небольшая жесткость, за счет чего при сильном внутреннем давлении шов может просто разойтись, в отличие от сварочных креплений, которые считаются «мертвыми».
Классическая сварка, или как принято говорить, пайка труб ПНД может выполняться электромуфтовым методом либо для её осуществления используется определенный аппарат для сварки. Электромуфты представляют собой очень практичный метод соединения металлических газовых труб, а также пластиковых коммуникаций водоснабжения. На свободный участок отвода устанавливается муфта определенного диаметра, после чего в неё задвигается второй отрезок трубы. Такая пайка еще называется стыковая, из-за того, что для осуществления максимально прочного и плотного крепления нужно установить части трубопровода очень плотно с минимальным зазором.
Фото – фитинги
Муфтами удобно работать на больших диаметрах, но это не самое лучшее решение для отводов под умывальник или коммуникаций отопления. Но зато фланцевые ПНД-соединения при необходимости можно снимать и производить срочный ремонт.
Фото – стыковая
Ручная пайка труб производится посредством использования паяльника, для неё требуется специальное оборудование для организации ПНД соединений. Для произведения таких работ очень важна температура нагревательных элементов и время выдержки
Обратите внимание, что эти параметры выбираются исходя из технических характеристик паяльного устройства, толщины ПНД и диаметра отводов
Достоинства методики:
- Это наиболее долговечный и надежный вариант. За счет осуществления неразъемного крепления, может использоваться как для напорных ГБН, так и для ненапорных соединений запорной арматуры;
- Фланцевые соединения могут использоваться как при креплении наружной системы, так и при установке внутренних магистральных труб;
- Не требуется предварительное обучение. Вполне достаточно просмотреть видео и прочитать нормативы СНиП, где подробно указывается, как производить обрезку, установку и крепление.
Но к недостаткам относится то, что соединение при необходимости нельзя снять. Несмотря на все достоинства этого, иногда требуется открыть и прочистить трубу.
Сварка встык
Стыковая сварка пнд труб предназначена для образцов диаметром более 5 см. Для этого предназначен специальный сварочный агрегат.
Принцип сваривания изделий: торцы труб предварительно нагреваются, после чего под давлением соединяются. Расплавленный пластик формирует монолитное соединение, не уступающее по прочностным характеристикам цельному изделию.
Сварку труб пнд встык вполне можно выполнить самостоятельно. Перед выполнением сварочных работ необходимо надежно закрепить концы изделий в фиксаторах агрегата, только после этого можно подводить нагревающую плиту.
После достаточного нагревания пластика, то есть до температуры плавления, плитка убирается, и под определенным давлением прижимаются трубы. Когда шов полностью остынет, можно извлекать изделия из фиксаторов сварочного оборудования.









Особенности процедуры соединения:
- Данный вариант сваривания можно применять для труб одинакового диаметра, фитингов.
- Толщина стенок изделий должна быть более 5 мм.
- Диффузную сварку рекомендуется выполнять лишь тогда, когда температура воздуха окружающей среды не менее 15 градусов и не более 45 градусов с плюсом.
- Сварка трубопровода пнд считается очень экономной, так как применяемый для данного типа материала сварочный станок потребляет электроэнергии в сравнении с оборудованием, предназначенным для сваривания металлических труб, намного меньше.
Рекомендации
Устройство для ПНД сварки можно купить в строительном магазине, но если предполагаются разовые работы, то можно его взять напрокат. Большинство строительных фирм предоставляют такое оборудование на определенный период в аренду.
Эффективные способы состыковки ПНД труб
Технологически соединить ПНД трубы можно двумя основными методами – неразъемным и разъемным.
Первый предполагает задействование сварочного аппарата, второй реализуют без использования такового.

Каждый метод крепления имеет свои достоинства и недостатки, а потому оптимальный вариант состыковки полимерных труб выбирают исходя из конкретных условий
Сварные неразъемные соединения дают возможность максимальной герметизации, что особо актуально при обустройстве магистралей под давлением. Разъемные соединения удобны в монтаже и дают возможность в любой момент разобрать трубопровод с тем, чтобы изменить конфигурацию магистрали или дополнить ее новыми отводами.
Сгибание или выпрямление труб
Трубы реализуются в торговых точках или на складах в виде отдельных сегментов по 12 м или же цельными, но смотанными в большую бухту. При хранении во втором варианте труба изгибается, поэтому при монтаже требуется выпрямление путём нагревания. При этом надо помнить, что нагрев производится кратковременный до 80 градусов, чтобы не повредить структуру изделия.
Способы разгибания
В жаркий период лета для нагревания достаточно оставить трубы на некоторое время на открытом месте или применить нагревание с использованием лучей УФО, которые не ухудшают структуру ПНД труб, но надо следить, чтобы стенки изделия не размягчились слишком сильно. Зимой трубы разогревают с помощью горячей воды, но такая методика подходит только для малого диаметра, не более 50 мм. Чем короче изделие, тем легче его разогнуть.
Методика сгибания
Для придания трубе ПНД нужной конфигурации используют метод кратковременного нагревания в месте сгиба:
- обдувка направленным в нужное место горячим воздухом;
- прогревание при помощи ацетиленовой горелки;
- с применением кипятка.
Во время сгиба применяют специальный каркас из отшлифованных листов ДВП
В месте сгибания труба нагревается и остается в таком положении до полного остывания, при этом надо соблюдать предельную осторожность, чтобы не повредить стенки изделия
Д. И
Мануилов, образование: колледж, специальность — сварщик 5 разряда, опыт работы с 2000 года: Выпрямление и сгиб труб ПНД требуют сноровки, а также предельной осторожности, что вырабатывается у исполнителя с опытом».





