

Какие параметры является основными для выбора аппарата для сварки
Основными элементами аппарата для сварки полипропиленовых труб выступает нагреватель и матрица. Они отвечают за нагрев и соединение элементов конструкции между собой, в результате чего получается шов высокого качества.
Критерии выбора инструмента для сваривания пластиковых труб:
- Мощность — от 600 до 2000 Вт. Влияет на уровень производительности, в частности на скорость нагрева полипропилена (в зависимости от диаметра изделия). Чем показатель больше, тем быстрее происходит сваривание.
- Насадки (их количество и размер) — влияет на ширину диапазона диаметров полипропиленовых труб, которые можно соединять.
- Регулировка температуры — у разных производителей полипропиленовых труб отличается температура плавления материала (может варироваться от 220 до 260 градусов по Цельсию), так же на степень нагрева может влиять температура окружающей среды (например, зимой на улице). Поэтому лучше отдать предпочтение прибору с наличием температурной регулировки.
- Защитные функции — защита от перегрева и загрязнений убережёт от случайных поломок.
При выборе паяльника надо учитывать его мобильность и безопасность, а также форму нагревательного элемента. Она бывает:
- Мечевидная (утюг) — широкая пластина напоминающая меч, с зафиксированной на ней насадкой. Такой инструмент предназначен для стационарного использования на столе.
Мечевидный паяльник называется так из-за формы пластины, которая передаёт температуру матрице. Кроме того, при установке нескольких парных матриц, возможно, сваривать полимерные трубы с разным диаметром.
Инструмент рекомендован для стационарного использования. Этим паяльником удобно сшивать в легкодоступных местах. А также, возможна установка одновременно нескольких матриц.
Мечевидные сварочные аппараты
- Цилиндрическая — элемент нагрева в форме цилиндра. Рекомендуется для сварки при сложной развязке ПВХ трубопровода. Возможна стационарная работа, для этого в комплекте есть подставка.
Насадки на таких паяльниках цилиндрической формы, устанавливаются с торца, и крепятся на болты. Так как, удалённость матрицы от начала цилиндра не имеет ограничений, то пайку трубы можно производить в самых трудных местах, например, около стены.
Возможно производить работы на различных участках открытого трубопровода, и в стационаре.
Цилиндрический сварочный аппарат
О типовых конструкциях
Держатели и нагревательные элементы размещаются внутри. Держатель изолирован, что позволяет сохранять одно положение инструмента во время работы. Нагревательный элемент отвечает за процесс плавления. Конструкция у всех аппаратов для сварки примерно одинаковая.
Если требуется сварка труб больших диаметров – берутся приспособления с довольно сложной системой, позволяющей управлять процессом пайки
Ведь важно сделать так, чтобы нагрев конструкции не был слишком сильным. Иначе трубка или муфта могут полностью расплавиться
Конструкции часто снабжаются защитными функциями, с помощью которых регулируется не только температура на рабочем нагревательном устройстве, но и время, за которое плавится труба или фитинг.
Температура вместе со временем привязываются к толщине стенке муфты и диаметру изделия.
Как правильно выбрать насадки
- Для паяльников с меньшей производительностью надо выбрать меньший диаметр, которым обладает насадка. Маломощные приборы просто не способны прогреть слишком большие насадки. Перед покупкой паяльника надо убедиться в том, что эти два элемента в комплекте соответствуют друг другу.
- Специалисты рекомендуют при выборе учитывать свои личные потребности. Профессиональным мастерам надо работать с насадками и с 10, и со 110 миллиметрами. В домашних условиях в основном интерес представляют только три варианта – 16, 24 и 32 мм. В этот размерный ряд укладывается любой домашний трубопровод. Бессмысленно приобретать насадки большего диаметра.
- Важен и материал изготовления. Тефлоновое покрытие и хорошая теплопроводность – наиболее актуальные требования.
Чем больше насадок, тем лучше. Правда, стоит учесть, что цена растёт вместе с увеличением их размера.
Как подготовиться частые ошибки и советы
Для создания прочного монолитного узла соединения труб необходимо избежать следующих ошибок:
- Недоведение соединяемых деталей до упора при прогреве. Это приведет к невозможности прогрева на полную глубину и к снижению качества сварного шва;
- Превышение глубины погружение деталей за счет слишком большого усилия. Торец трубы загибается и образует грат, который уменьшает площадь свариваемых элементов;
- Перегрев и недогрев деталей;
- Увеличено время остывания;
- Неправильная (неперпендикулярная) резка;
- Нарушение соосности.
Во избежание допущения этих ошибок необходимо тщательно подготавливаться к процессу.
Изделия нужно ровно резать, торцевать, совмещать по осям, а при работе с любым сварочным аппаратом для труб —четко следовать инструкции по эксплуатации.
Нелишним будет посмотреть несколько видео с работой станков для спайки.
Сфера использования
Сварочные аппараты способны работать с пп, пвх и пнд трубами, и с любыми пластиковыми деталями для обустройства герметичной функционирующей системы. На рынке такие приспособления появились сразу с выходом полиэтиленовых и прочих видов труб. Для соединения стыков больше не нужно использовать никакие вспомогательные средства типа пакли, что способствует ускорения монтажа при намного большем качестве.
Мы расскажем вам о принципе работы и разновидностях таких сварочных аппаратов. Осветим критерии, по которым выбор приспособления будет сделан качественно и в соответствии со своим нуждами. Поможем определиться, что выбрать дорогой брендовый аппарат или более бюджетный.
На что обращать внимание
При покупке сварочного станка учитывают скорость работы, температуру нагрева, комплектность. Не менее важными считают качество сборки и стоимость устройства.
Рекомендуем ознакомиться
Как выбрать паяльник для полипропиленовых труб
Мощность оборудования
От этого параметра зависят рабочие качества аппарата. Чем выше мощность, тем больше диаметр свариваемых труб. Этой величиной также определяются время нагрева, скорость сборки полимерного трубопровода.
Покупать слишком мощный агрегат для бытовых нужд невыгодно по следующим причинам:
Качество соединения не зависит от мощности устройства.
Время нагрева аппарата важно только при монтаже трубопровода большой длины. В домашних условиях разница практически не ощущается
Во время подготовки нагревательного элемента размечают и примеряют детали.
Повышение мощности увеличивает расход электроэнергии.
Чтобы правильно рассчитать мощность, определяют предполагаемый диаметр соединяемых элементов. Его умножают на 10, получая значение в ваттах. Соединение труб размером 40 мм выполняют, используя устройство мощностью 400 Вт и более.
Для домашнего применения достаточно 1,2 кВт. С помощью такого аппарата прокладывают водопровод, систему отопления или канализации.
Температура нагрева
Прочность сварного соединения определяется стабильностью нагрева. Рекомендованная рабочая температура – 260 °С. Большая часть устройств нагревается до 50-300 °С. Начинающему пользователю стоит выбирать аппарат с терморегулятором.








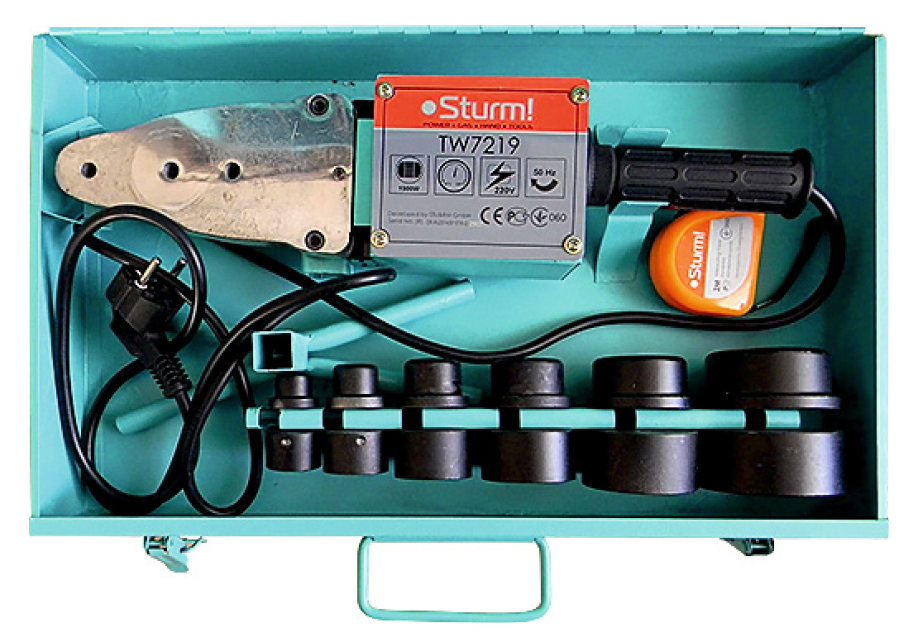
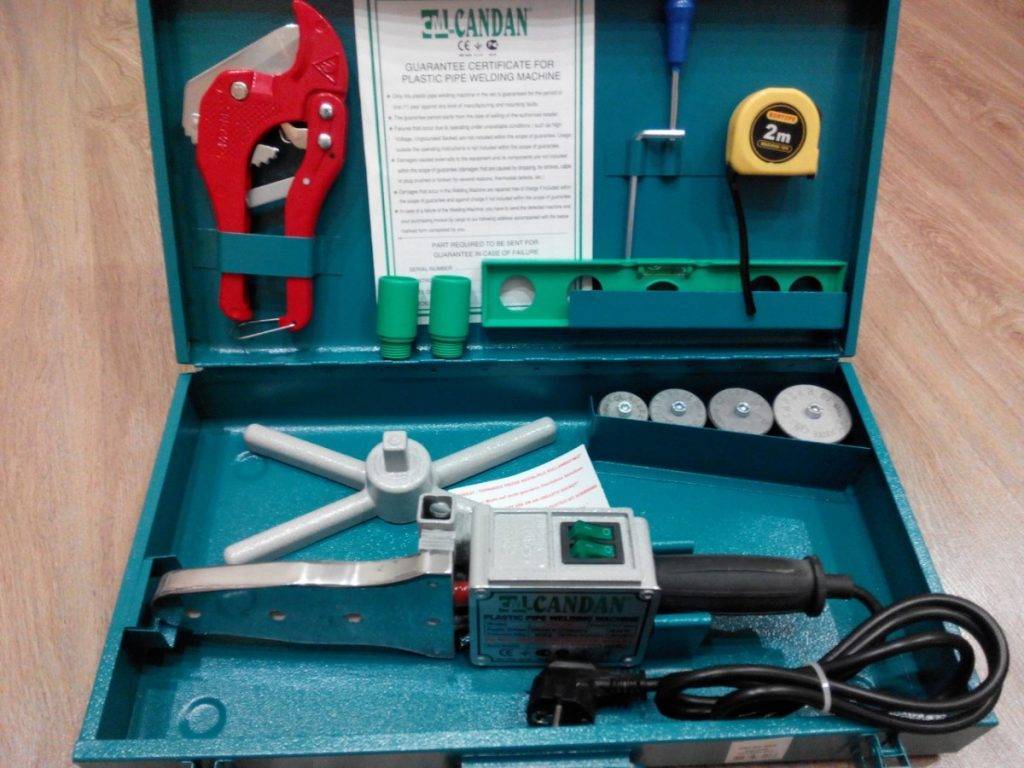
Комплектация оборудования
Стоимость аппаратуры зависит от количества входящих в комплект изделий.
Изготовители предлагают 3 вида сварочных наборов:
- Экономичный, включающий само устройство, ключ-регулятор, инструкцию. Иногда добавляют насадку. Труборез и другие приспособления приобретают отдельно.
- Базовый, помимо аппарата и регулятора, включающий стандартные насадки для труб диаметром 2-4 см. Все изделия поставляются в удобном ящике.
- Расширенный, состоящий из всех необходимых для сварки инструментов – трубореза, винтов, подложки, защитных перчаток, отвертки.
Удобство использования
Для облегчения применения аппарата предусматривают следующие моменты:
- Подставка под устройство не должна иметь слишком маленький вес. Лучшее решение – устойчивая платформа.
- Сварочный пистолет с зажимами подходит для соединения труб на верстаке.
- Рукоятка не должна нагреваться в процессе работы или выскальзывать из рук.
Паяльник какой фирмы выбрать
Приступая к выбору паяльника следует обращать внимание на страну производителя и фирму, так как это напрямую отражается на соотношении цена=качество. Итак, паяльник для труб из полипропилена какой фирмы лучше всего выбирать:
- Первое место уверено занимают европейские бренды, прежде всего германские и чешские. Здесь следует отметить такие марки, как Kern, Rothenberger, Dytron, которые отличаются мощнейшими техническими характеристиками и продолжительным сроком эксплуатации.
- На второй позиции располагаются компании из Турции и стран СНГ. Огромным спросом пользуются такие фирмы, как Makina Plastik, Candan, Calde.
- Третье место занимают паяльники от китайских производителей. Популярной маркой считается Dexter. Однако, для профессиональной работы приобретать инструмент, сделанный в Китае, не рекомендуется, но для домашних целей он будет незаменим.
Инструмент сделанный в Китае не подходит для регулярной эксплуатации
Аппараты для раструбной сварки
В аппаратах для раструбного сварочного соединения основным рабочим элементом является нагревательная головка, к которой крепятся дорн, обеспечивающий плавление внутренней части соединительной муфты, а гильза обеспечивает прогрев края полиэтиленовой трубы. Диаметры обеих насадок могут варьироваться в пределах от 16 до 40 мм.
Рабочая температура подобных устройств находится в пределах +220 градусов. После прогрева насадок на них надевается край трубы и соединительная муфта. Когда эти детали расплавляются, их нужно быстро снять с насадок и состыковать под давлением. Повторение этих операций необходимое количество раз позволяет создать надежный и герметичный трубопровод.
Раструбная сварка обычно используется при работе в помещениях, а диаметр соединяемых труб не может превышать 40 мм. В случае с крупными изделиями необходимо применять оборудование с центратором.
Что представляет собой паяльник для ПП труб
Полипропиленовые материалы обладают массой преимуществ, благодаря чему они пользуются высоким спросом:
- прочность;
- небольшой вес;
- продолжительный срок эксплуатации;
- низкая цена.
Преимуществом является простой монтаж, что исключает необходимость вызова мастера, поскольку работу по установке может выполнить человек, даже не имеющий опыта. Простота монтажа объясняется температурой плавления, которая приравнивается к 250-260 градусам Цельсия. Такой плюс не мог остаться незамеченным, поэтому для работы с ппб был создан специальный прибор.
Прибор имеет следующую конструкцию:
- корпус с рукояткой;
- нагревательная платформа;
- подставка;
- насадки разнообразного диаметра.
Пайка таким инструментом проходит без лишних трудностей
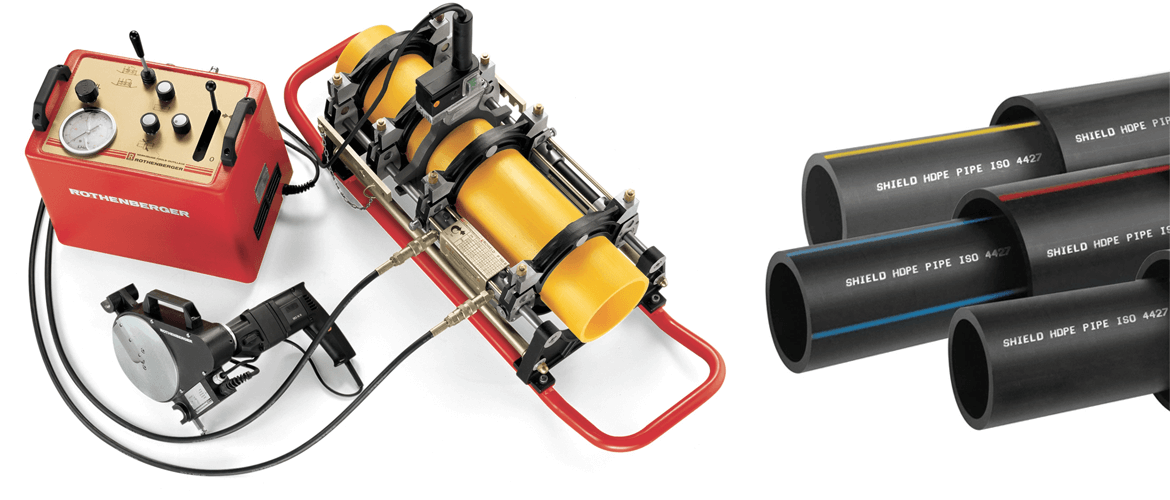
Оборудование для сварки труб
СТЫКОВАЯ СВАРКА
Стыковую сварку полимерной трубы можно осуществить несколькими способами.
Наиболее экономичный способ – это сварка с применением ручных сварочных зеркал. Этот способ не обеспечивает точного совмещения свариваемых труб, и поэтому не рекомендован для монтажа напорных трубопроводов.
Сварочные установки с механическим приводом являются оптимальным решением при небольших и средних объемах работ. Как правило, они предназначены для труб диаметром до 160 мм.

Для сварки труб больших диаметров лучше всего подходят аппараты с гидравлическим приводом. Они обеспечивают наибольшую точность совмещения труб и стабильно высокое качество сварных швов.
Многие стыковые сварочные аппараты имеют дополнительные возможности. Функция протоколирования позволяет сохранять информацию обо всех произведенных работах Наличие протокола часто является обязательным согласно проектной документации. Различные программы автоматизации сварки позволяют быстро выбирать оптимальные параметры, наиболее соответствующие типу и размерам свариваемой трубы. Для обеспечения стабильно высокого качества сварки служит функция корректировки по метеоусловиям, которая автоматически уменьшает или увеличивает время нагрева в зависимости от окружающей температуры. Также все современные аппараты имеют электронную защиту от перегрева и скачков напряжения.
МУФТОВАЯ СВАРКА
Электромуфтовая сварка – это соединение труб при помощи электросварных фитингов. Фитинги имеют в своей конструкции нагревательный элемент в виде металлической спирали. При подаче тока спираль нагревается, расплавляя внутренний слой пластика.
Для электромуфтовой сварки трубу следует предварительно подготовить – обезжирить и снять оксидный слой с того участка, который окажется внутри муфты, затем установить и отцентрировать муфту. После этого к контактам муфты можно подключать кабели сварочного аппарата.
Сварочный аппарат для электромуфтовой сварки подает электрический ток с заданными характеристиками, соответствующими типу свариваемых элементов. Параметры трубы и фитингов могут быть введены вручную или при помощи сканера штрих-кодов.

Электромуфтовая сварка особенно эффективна в ограниченных пространствах, так как к месту соединения достаточно подвести два гибких кабеля. Сами сварочные аппараты также имеют небольшие габариты и вес.
Максимальный диаметр свариваемых труб зависит от того, какое напряжение и сила тока требуется. При помощи профессиональных электромуфтовых аппаратов можно сваривать трубы диаметром до 1200 мм и более. Электронные защитные системы таких аппаратов не допустят перегрузки и отключат аппарат в случае короткого замыкания.
Большинство аппаратов для муфтовой сварки имеют функцию протоколирования, также они могут оснащаться модулем GPS для определения координат каждого места сварки.
СВАРКА ВРАСТРУБ
Аппарат для сварки враструб представляет собой нагревательный элемент на подставке с двумя насадками нужных диаметров – гильзой для нагрева внешней поверхности трубы и дорном для нагрева внутренних стенок раструба. Соединение нагретых труб производится вручную.







Для сварки враструб обычно используются готовые фитинги, также в качестве соединительных муфт можно применять отрезки трубы большего диаметра, при условии, что она плотно прилегает к свариваемым трубам.
Преимуществами сварки враструб являются легкость и компактность оборудования и простота рабочего процесса.
Этот способ используется только для труб небольшого диаметра. Из-за недостаточной точности совмещения труб такой способ не рекомендован для трубопроводов с большим рабочим давлением.
Способы и технология сварки стыковых соединений
Сварка полиэтиленовых труб в стык проводится сварочным зеркалом — оборудованием, нагревающим концы соединяемых изделий до оплавления и совместной диффузии материалов.

С первого взгляда — метод простой и не требует дополнительных изделий и фитингов. Но есть ряд определенных нюансов. Например, сварка встык требует обязательной оцентровки, соосности и оценки эллипсоидальности труб. Поэтому без специального аппарата- центратора, детали больших диаметров сварить невозможно
Ручные аппараты
Ручные аппараты для стыковой сварки используются при работе с небольшими диаметрами, но есть и отдельные модели со сварочным кольцом в 300мм. Состоит из центратора для выравнивания соединяемых заготовок, торцевателя и нагревательного элемента для торцов труб.
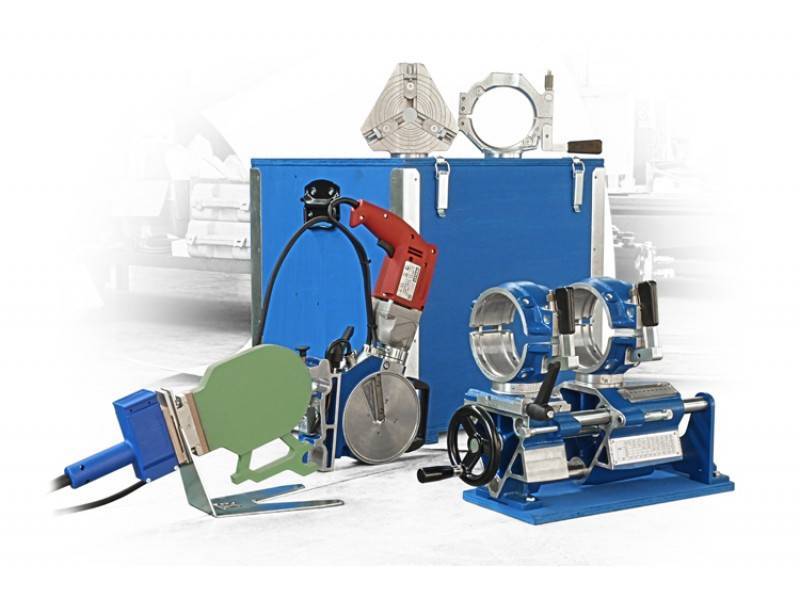
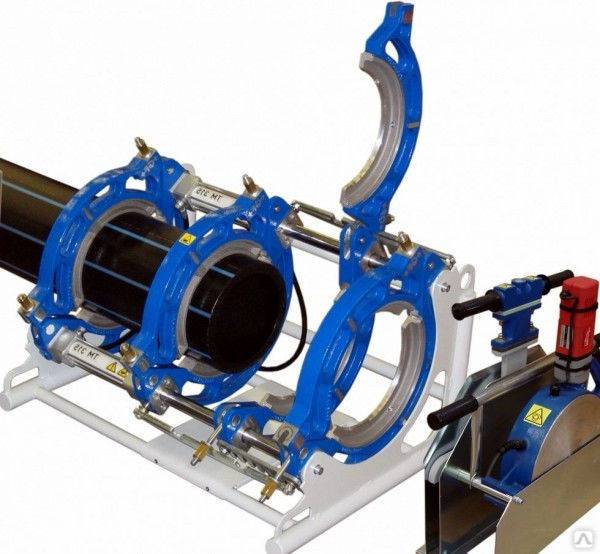
Механические аппараты
Состоят из нескольких основных частей:
- Центратор — элемент машины, выполненный в виде станины с четырьмя металлическими фиксаторами для зажима деталей;
- Торцеватель — агрегат для создания строго перпендикулярного оси сечения и его механической обработки. Представляет собой дисковое устройство с электродвигателем и ножами, заточенными с двух сторон.
- Сварочное зеркало — нагревательный элемент. Оплавляет концы свариваемых труб. Покрыт тефлоном для предотвращения налипания полиэтилена
- Механическое устройство для обеспечения сжатия.
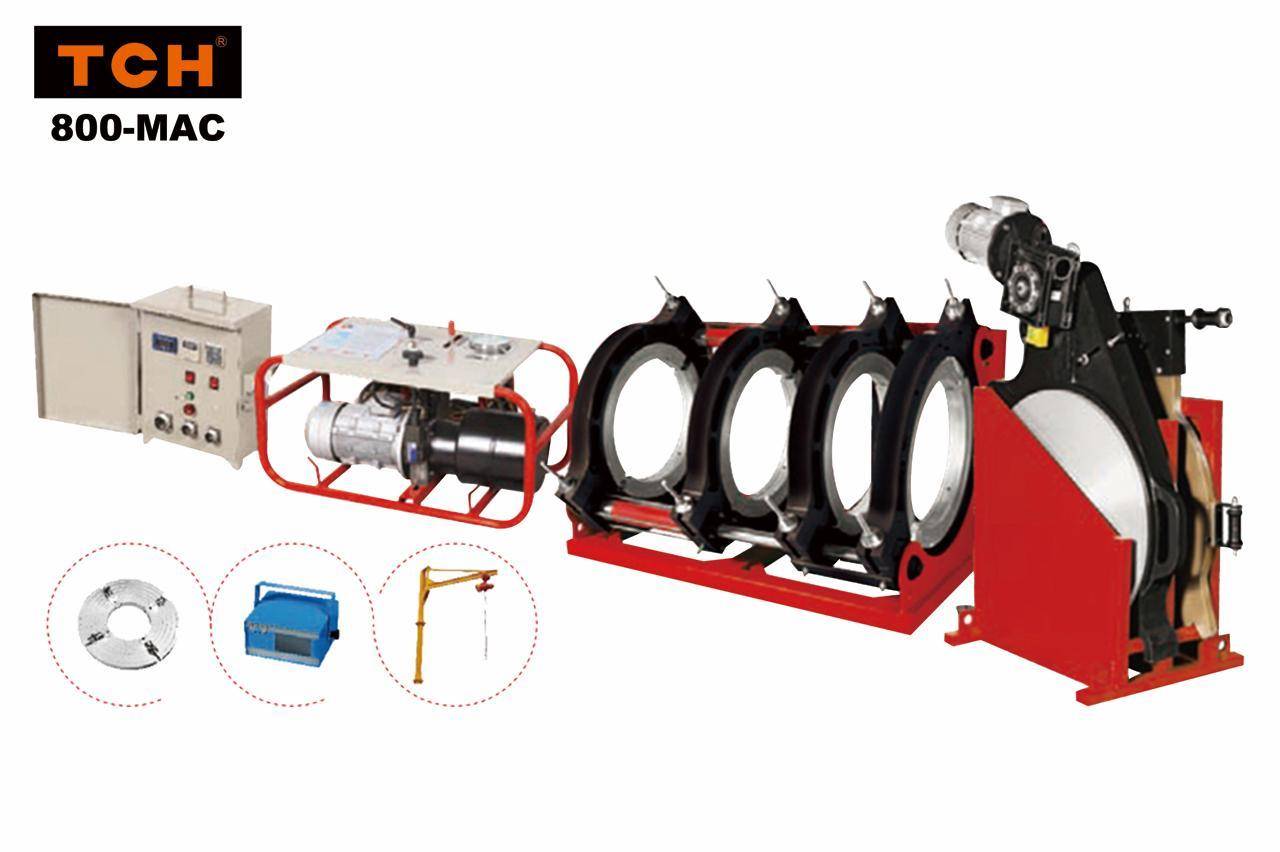
Гидравлические
Состоят из такого же набора механизмов, что и механические, но в качестве сжимающего элемента— гидравлический привод. Он обеспечивает равномерное сжатие стыкуемых изделий. Давление у некоторых моделей-регулируемое.
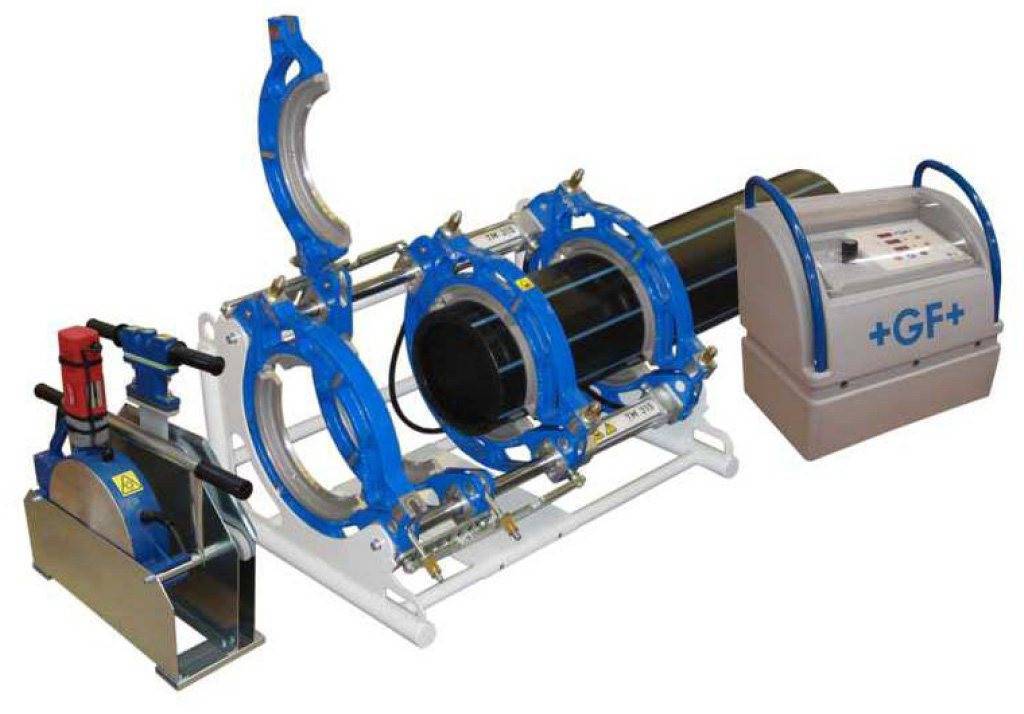
Различают 3 вида гидравлических аппаратов:
- Ручные. Используются для прокладки трубопроводов низкого и среднего давления. Температура нагревательного элемента и управление гидравликой выбираются оператором в соответствии со специальными таблицами вручную;
- Полуавтоматические. Используются для труб среднего и большого диаметра. Снабжены электронным блоком. фиксирующим данные давления масла в приводе и температуры сварочной плиты, сверяет их с установленной программой и передают сигналы на специальный дисплей.
- Автоматические.
- Наиболее современная и высокотехнологичная система сварочного оборудования.
Процесс полностью автоматизирован, в хорде работы не требует вмешательства оператора и контролируется специальными электронными модулями. Аппаратчик только вводит данные изделий, а машина подбирает режим сварки самостоятельно. В конце работы аппарат выдает отчетный протокол сварки.
Какой из них лучше?
Выбирать тот или иной агрегат необходимо исходя из особенностей необходимого монтажа. Если нужно в домашних условиях сварить пару ровных участков — выбирайте дешевый, мобильный и удобный ручной механизм.

Если диаметр труб от 250мм — нужна механика. Опят таки, нет смысла тратиться на дорогие полнокомплектные изделия, если нет необходимости работать со сваркой постоянно.
В случае специализации на сварке пнд — необходимо выбирать агрегаты с гидравлическим приводом. Полностью автоматизированный прибор — самый дорогой, но и самый удобный. Здесь все зависит от ваших финансовых возможностей.
Разновидности оборудования
Для спайки полипропиленовых элементов используют 2 основных типа сварочного оборудования:
- Ручные аппараты. Небольшой инструмент помогает выполнять работы, не имея специальных навыков. Такое устройство формирует надежные герметичные швы. Недостаток – невозможность соединять трубы большого диаметра. Это учитывают при выборе сварочного прибора. Преимуществами считают длительный срок эксплуатации, простоту в обслуживании.
- Механические агрегаты. Относятся к аппаратам профессионального типа. В отличие от предыдущего вида, могут скреплять элементы любых размеров. Формируют герметичные, прочные соединения. Профессиональные модели используют при монтаже труб диаметром до 200 см. Универсальный инструмент работает не только с ПВХ, но и с другими полимерами или металлами. Для пользования такими устройствами требуются профессиональные навыки: механический сварочный аппарат для полиэтиленовых труб сложен в применении.
Способы и технология сварки враструб
Сварка пластиковых труб враструб — более надежный способ соединения конструкций. Именно сварка враструб используется при монтаже разводок коммуникаций и ремонте в квартирах и жилых домах. Этот способ подойдет для соединения деталей любого диаметра, но с небольшими работать проще.
Сварка враструб представляет собой соединение трубы с фитингом (отводом, тройником, переходом). С помощью специального инструмента с нагревательной панелью концы соединяемых изделий оплавляются и вставляются друг в друга.
Аппарат для этого способа представляет собой устройство с ручкой и нагревательной панелью клинообразной формы, по обеим сторонам которой расположены насадки в виде валиков для концов трубы и фитинга.
Труба вставляется в муфту, которая нагревает ее наружную часть и немного уменьшает толщину стенок, а фитинг надевается на дорн, оплавляющий его внутренний слой. После достижения нужной температуры (260С) части соединяются.
Существует вариант аппарата с нагревательным элементом, выполненным в виде стрежня.

Кроме самого инструмента, муфт и дорнов, в комплект могут входить торцеватель, калиброватель, фаскосниматель, ножницы для резки и другое дополнительное оборудование.
В процессе сварки внешний слой трубы при надевании муфты нагревается и выдавливается в виде грата. После труба совмещается с нагретым фитингом и их соединяемые слои «намертво» сплавляются.
Электромуфтовая сварка
Если приходится работать в условиях ограниченного пространства, либо сваривать уже проложенные участки коммуникаций, применяется сварка аппаратом со специальными электромуфтами.
Перед началом работы детали обезжириваются и зачищаются
Заготовки помещаются в центратор для идеального выравнивания, затем их концы соединяются при помощи специальной муфты. Внутри этого фитинга располагаются токопроводящие элементы, которые после совмещения с деталями нагреваются и происходит сплавление муфты с концами труб.
Ручной аппарат для сварки
Состоит из:
- Блока питания;
- Трансформатора;
- Блока управления.
- Фитингов для электросварных муфт.
Все настройки в этом варианте оборудования вводятся оператором вручную, в соответствии со специальными таблицами.
Автомат
Те же составные части, но выбор параметров сварки происходит автоматически. Оператору нужно только ввести данные соединяемых изделий, все остальное сделает машина.
Способы и особенности сварки ПЭ, ПНД и ПВД труб
В зависимости от внутреннего давления и технологических особенностей трубопровода применяется один из четырех видов сварки:
Стыковой — самый распространенный способ, поскольку обладает рядом преимуществ: высокая производительность, низкая себестоимость, в том числе и за счет низкой цены на сварочные аппараты, достаточные прочностные характеристики. Суть метода заключается в нагревании и оплавлении специальным сварочным зеркалом (нагревателем) торцов труб и плотном соединении между собой. Стыковые аппараты применяют для сварки труб диаметром от 32 до 1600 мм








Среди недостатков, пожалуй, стоит выделить: необходимость точного торцевания, невозможность сваривания тонких (меньше 4,5 мм) стенок изделий, важность дополнительной очистки поверхности стыков
Муфтовый (враструб) — для соединения используется дополнительная муфта, которая гарантирует надежность и герметичность сварочного шва. Такой метод менее производителен и обходится дороже, но отличается высокой прочностью. Кроме того, этот вид сварки обеспечивает возможность соединения труб разных диаметров
Важно знать, что муфтовая сварка редко применяется вне помещений
Экструзионный — принцип аналогичен классической электрической сварке в том плане, что через специальный экструдер в место соединения поступает жидкий полиэтилен, который и обеспечивает соединение. Сварочный шов не отличается прочностью, технология крайне медленная, но актуальная для больших диаметров. С другой стороны экструзионный способ не требует от оператора обязательного учета толщины стенок, температуры плавления деталей, необходимого давления и времени остывания. Часто применяется при монтаже трубопроводов с низкой нагрузкой.
Электромуфтовый (терморезисторный) — наиболее надежный способ сварки, его суть в том, что используются муфты с встроенными нагревательными элементами. Такой метод требует четкого соблюдения технологического процесса, поэтому электромуфтовые сварочные аппараты оснащаются собственными компьютерными процессорами и программным обеспечением, которое поэтапно контролирует сваривание. Подобный подход гарантирует равномерность нагрева труб и максимально плотному прилеганию. Соединение получается прочным и устойчивым к внешним и внутренним механическим воздействиям.
Как подготовиться частые ошибки и советы
Для создания прочного монолитного узла соединения труб необходимо избежать следующих ошибок:
- Недоведение соединяемых деталей до упора при прогреве. Это приведет к невозможности прогрева на полную глубину и к снижению качества сварного шва;
- Превышение глубины погружение деталей за счет слишком большого усилия. Торец трубы загибается и образует грат, который уменьшает площадь свариваемых элементов;
- Перегрев и недогрев деталей;
- Увеличено время остывания;
- Неправильная (неперпендикулярная) резка;
- Нарушение соосности.
Во избежание допущения этих ошибок необходимо тщательно подготавливаться к процессу.
Изделия нужно ровно резать, торцевать, совмещать по осям, а при работе с любым сварочным аппаратом для труб —четко следовать инструкции по эксплуатации.
Нелишним будет посмотреть несколько видео с работой станков для спайки.
Особенности процесса сварки полипропилена
Существует несколько типов сварки, используемых для соединения труб из полипропилена:
- муфтовая;
- раструбная;
- стыковая.

Сами работы выполняются при помощи специального аппарата, используемого для сварки труб из полипропилена, который работает по аналогии с обычным паяльником. Любое касанием им приводит к разогреву поверхностей, которые впоследствии скрепляют между собой одним из способов, которые были указаны выше.
Лучше всего соединять полипропиленовые трубы при помощи контактно-стыковой сварки, так как в этом случае вся работа занимает минимум времени, требует мало материала и обеспечивает надежный результат. Суть метода сводится к тому, что сперва концы труб разогревают, а затем скрепляют между собой в условиях высокого давления. По надежности создаваемый шов не отличается от самой трубы. Но чтобы соединение было достаточно прочным, необходимо обеспечить оптимальную температуру нагрева.
Поэтому следует сразу подумать о том, действительно ли вам нужны аппараты, способные нагревать пластик до 260 °C.





