

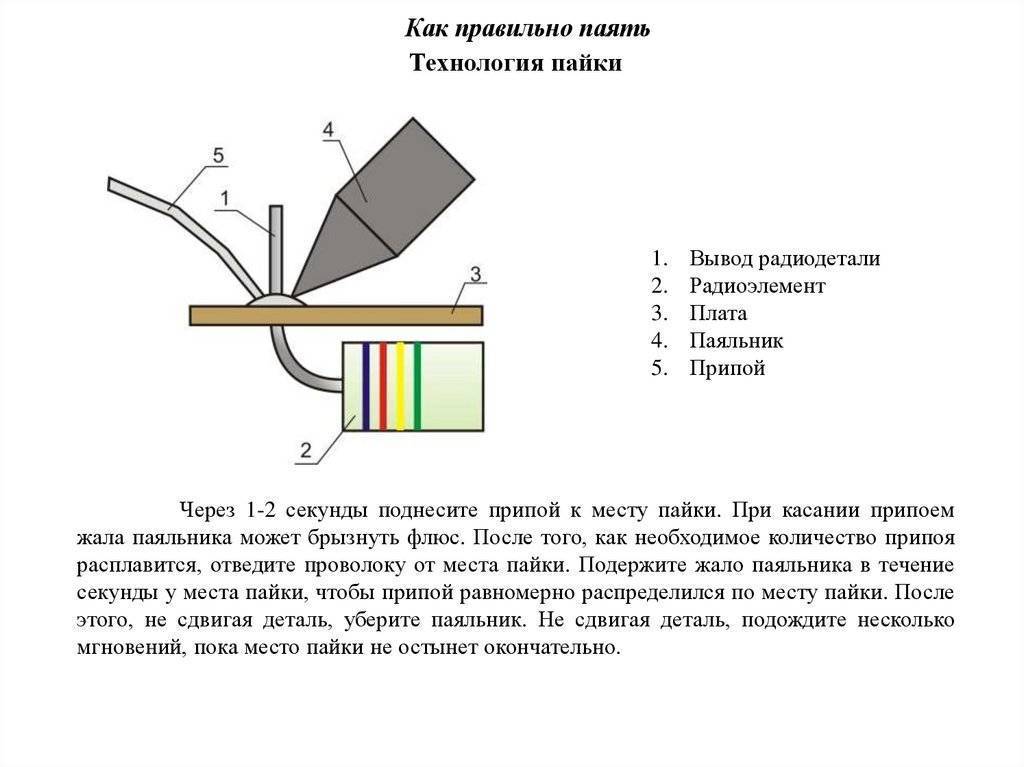
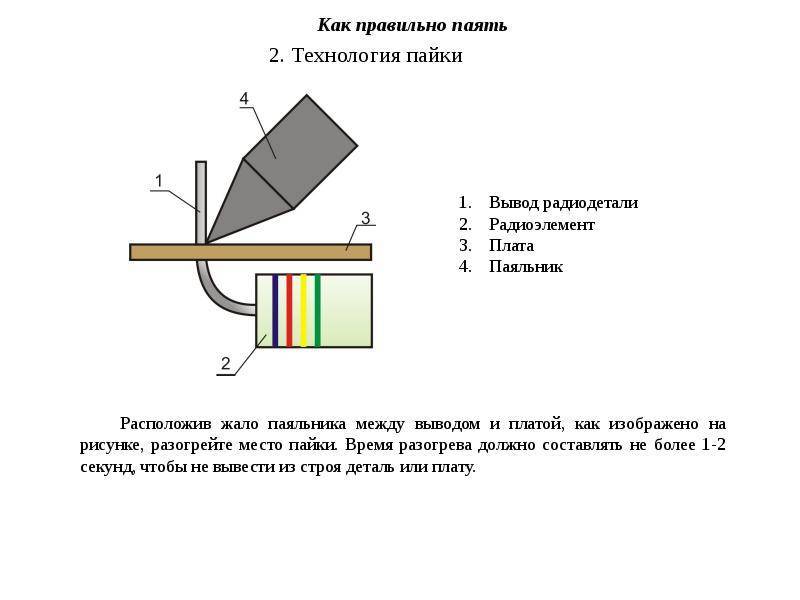
Как припаять провод: процесс
Очень важно подготовить поверхность. На ней не должно быть посторонних веществ, таких как жир, краска лак, остатки изоляции
От чистоты зависит успех всей работы. Если что-то есть, следует аккуратно зачистить скальпелем и протереть, чтобы не осталось пыли.
Далее вы берете кончиком немного припоя и аккуратно припаиваете в нужном месте. Это не слишком сложный процесс, но он требует «набитой» руки, и в самый первый раз у вас вряд ли получится красивая и аккуратная спайка.
Во время работы стоит помнить ряд правил:
- Спайка должна быть быстрой
- Если не вышло спаять провода сразу, стоит дать им остыть перед второй попыткой. Это вдвойне касается радиодеталей или микросхем
- Следует прикладывать окончание инструмента всей поверхностью, процесс будет наиболее эффективным
Как паять провода более надежно? Следует скрутить их перед началом процедуры. После остывания их изолируют при помощи изоленты, чтобы избежать коротких замыканий при работе.
Хорошая спайка отличается блеском, ровным слоем и отсутствием каких-либо трещин. Тогда она прослужит максимально долго, и у вас не возникнет проблем с прибором.
Какой инструмент нужен для пайки?
Паяльник
Все паяльники можно условно разделить на классические сетевые модели и паяльные станции. Классические модели имеют длинную рукоятку с паяльным жалом на конце. Они довольно мощные и подходят для соединения массивных деталей и проводов. Они качественно выполняют прогрев детали и припоя. Но их толстое жало не слишком подходит для работ с электроникой.
Существуют маломощные небольшие модели с тонким жалом, позволяющие паять мелкие детали, такие как SMD-компоненты. Для проводов они не подойдут, а вот для электроники самое оно. Например, Rexant 12-0180 на 8 Вт вообще может подключаться к Power Bank и свободно работать с деталями и платами.
Паяльные станции являют собой прибор с возможностью регулировки рабочей температуры. Благодаря этому можно максимально точно настроить прибор для пайки определенной детали. Например, для пайки плат нужна невысокая температура, иначе есть риск сжечь дорожку. Большинство паяльных станций имеет керамическое жало.
Также отметим, что для разных типов работ применяются разные жала. Они могут быть в виде конуса, плоской лопатки, шилообразные или со срезом. Обычно жала изготавливают из меди и покрывают хромом или никелем. Чтобы к жалу припой хорошо прилипал, необходимо регулярно чистить его от окислов и различной пыли, а также время от времени лудить его. Большинство современных паяльников изготавливаются с возможностью замены жал.
Флюс
Одним из главных расходных материалов является флюс. Он необходим для снятия оксидной пленки и защиты металла от коррозии. Обычно такие флюсы изготавливаются на основе хлорной или соляной кислоты. Они отлично подходят для пайки различных металлов, однако сразу после выполнения работ необходимо смывать остатки флюса, так как кислоты могут вызывать коррозию. Флюсы на основе кислот обычно жидкие. Стоимость их колеблется от 30 до 200 рублей, в зависимости от объема и производителя.
Также есть сухие флюсы, например, канифоль, которую мы будем использовать. Канифоль менее эффективна при пайке стальных изделий, но отлично подходит для меди и основанных на ней сплавов. Для того, чтобы покрыть канифолью деталь, необходимо предварительно растопить ее паяльником. Если вы новичок в пайке, то рекомендуем сразу учиться на канифоли.
Припой
Используется для соединения проводов и деталей так называемый ПОС – припой оловянно-свинцовый. Само по себе олово имеет хорошую электропроводность и дает прочное соединение. Тогда зачем нужен свинец? Свинец улучшает застывание припоя, не давая олову растекаться по поверхности и топорщится иголками.
Рекомендуем брать мягкий припой в виде проволоки толщиной 1 мм — он быстрее плавится и легко наносится на поверхность деталей. Обычно он продается в виде небольших бухт, однако в характеристиках указывается не длина всей проволоки, а ее вес. В среднем 1 гр припоя стоит 5 рублей. Но чем больше бухта, тем дешевле можно купить расходник. Если только начинаете паять, то возьмите катушку на 25 гр — ее хватит надолго.
Существуют также безсвинцовые припои. Однако в них свинец заменен на цинк или индий. Их преимущество в том, что они не токсичны и дают лучшую устойчивость к коррозии. Но у них более высокая температура плавления, поэтому для мелких радиотехнических деталей не подойдут.
В чём суть пайки
В паяльном деле используется способность одних металлов в расплавленном состоянии эффективно растекаться по поверхности других под действием гравитации и умеренного поверхностного натяжения. Соединение пайкой неразъёмное: две соединяемые детали как бы обволакиваются слоем припоя и остаются неподвижными после его застывания.
Поскольку мы будем рассматривать пайку именно в контексте пайки металлов, то наиболее важными параметрами будут прочность механического и проводимость электрического соединения. В большинстве случаев это прямо пропорциональные величины и если две детали плотно схвачены, то и проводимость между ними тоже будет высокой. Однако припой имеет удельное сопротивление выше, чем даже у алюминия, поэтому его слой должен быть как можно более тонким, а укрывистость — максимально высокой.
Для того чтобы пайка была возможна в принципе, существует два условия. Первое и важнейшее — чистота деталей в месте спайки. Припой присоединяется к поверхности металла на атомном уровне и наличие даже малейшей оксидной плёнки или загрязнений сделает надёжное прилипание невозможным.
Второе условие — температура плавления припоя должна быть значительно ниже температуры спаиваемых деталей. Это кажется очевидным, но существуют припои с температурой плавления выше, чем у алюминия, к примеру. Кроме того, если реальная разница в температурах плавления недостаточно высока, при застывании припоя температурная усадка деталей может помешать нормальному формированию кристаллической решётки припоя.
Соединение меди и алюминия
При соединении пайкой медных и алюминиевых проводов можно столкнуться со множеством трудностей, преодолеть которые возможно будет, только применив альтернативные методы соединений.

Дело в том, что как алюминий, так и медь покрываются на воздухе оксидной пленкой. И если сами по себе эти пленки никак не влияют на состояние проводника и даже обеспечивают довольно неплохую проводимость, то соединяясь вместе, они способствуют возникновению мощной химической реакции. Под действием влаги, содержащейся в воздухе, в месте контакта оксидов алюминия и меди начинается процесс электролиза, то есть образуется электрический ток из-за того, что ионы обоих материалов обладают разными электрическими потенциалами.
Электрический ток является движением заряженных частиц – ионов и при их движении металлы в месте контакта разрушаются. При этом сильнее разрушается алюминий. Разрушение вызывает ухудшение контакта, а впоследствии увеличивается электрическое сопротивление соединения и оно нагревается. При сильной коррозии, когда непосредственный контакт между двумя материалами уже утрачен, возникает электрическая дуга, которая и довершает разрушение.
Пайка: физические свойства и основные принципы
Процесс пайки представляет собой технологию соединения металлических элементов, находящихся в твердом состоянии. Для этого используются специальные припои, которые, находясь в расплавленном состоянии, растекаются по соединяемым поверхностям и попадают в зазоры между деталями. После застывания припоя и его кристаллизации в этом месте образуется прочный и надежный шов.
Следовательно, процедура пайки обязательно связана с нагревом. Непременным условием является предварительное удаление оксидной пленки с поверхностей деталей. Это нужно обязательно знать всем, перед тем как паять паяльником. Соединение методом пайки во многом напоминает сварку, но это лишь внешнее сходство. На самом деле оба способа принципиально различаются между собой. При сварке кромки основных деталей и электрод приходят в расплавленное состояние, тогда как во время пайки соединяемые элементы остаются твердыми. Капиллярный зазор просто заполняется расплавленным припоем, а при остывании он кристаллизуется с проникновением в металл деталей. Еще одним отличием является возможность соединения деталей при нагреве, не превышающем температуру плавления соединяемых деталей.
Соединение методом пайки во многом напоминает сварку, но это лишь внешнее сходство. На самом деле оба способа принципиально различаются между собой. При сварке кромки основных деталей и электрод приходят в расплавленное состояние, тогда как во время пайки соединяемые элементы остаются твердыми. Капиллярный зазор просто заполняется расплавленным припоем, а при остывании он кристаллизуется с проникновением в металл деталей. Еще одним отличием является возможность соединения деталей при нагреве, не превышающем температуру плавления соединяемых деталей.
Этим методом возможно припаять многие виды углеродистых, нержавеющих и легированных сталей, а также разновидности цветных, твердых и специальных сплавов. В соответствии с используемыми материалами, процесс соединения разделяется на паяние с припоями мягкого или твердого типа. В первом случае применяются материалы с температурой плавления менее 400 градусов, а во втором этот показатель достигает более 700 градусов, обеспечивая высокую термическую и механическую прочность соединений.
На стадии подготовки большое значение имеет очистка деталей от окислов и загрязнений, плотная подгонка их друг к другу. Места соединений обезжириваются и обрабатываются специальными составами, обеспечивающими дальнейшую чистую и ровную пайку.

Мягкая пайка осуществляется паяльниками с медными наконечниками, которые хорошо прогреваются и держат тепло в течение долгого времени. Разогрев может выполняться с помощью электротока или открытого пламени газовой горелки или паяльной лампы.
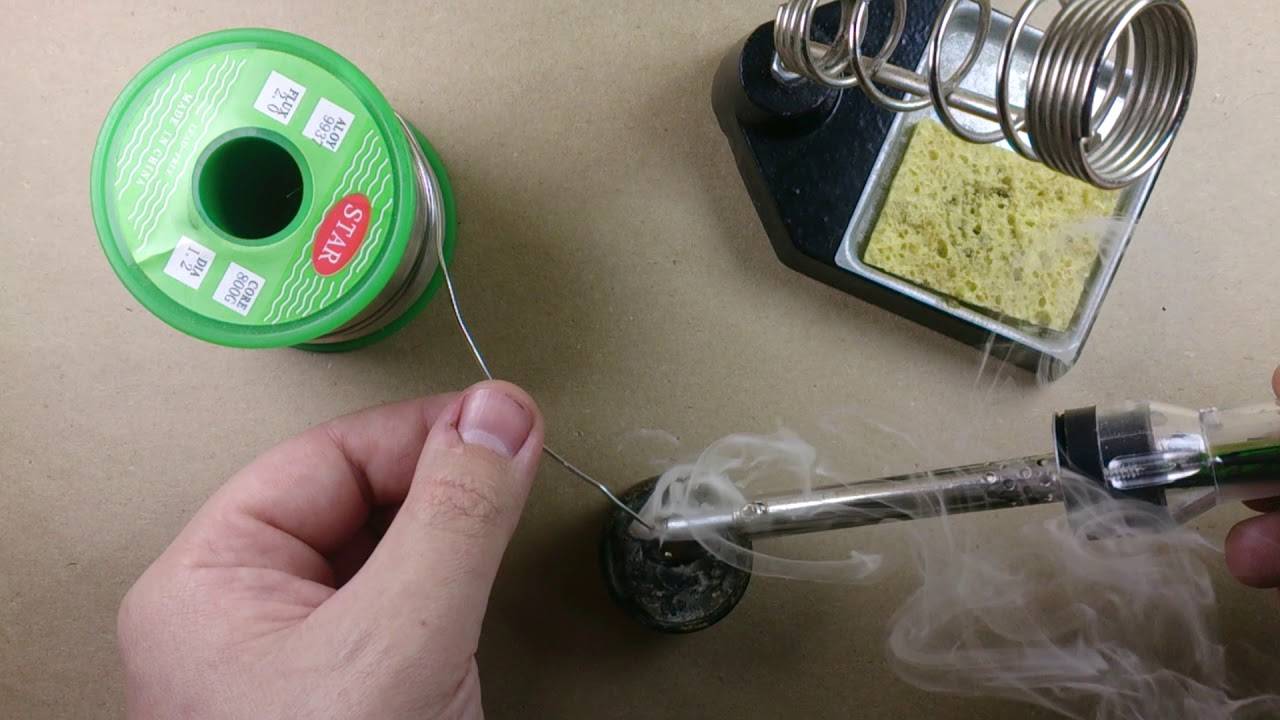
Ошибка №10 Излишки припоя.
Бывает, что
при пайке электронных плат можно случайно переборщить с припоем. Либо
элементарно перепутать место пайки.
Что в этом
случае делать? Казалось бы, все просто. Достаточно заново разогреть место и
убрать все излишки олова.
Однако проделывать эту процедуру при помощи одного лишь паяльника не всегда безопасно. Дело в том, что такая чистка занимает много времени, и каждый раз касаясь компонента, вы разогреваете участок пайки все сильнее и сильнее.
В конечном итоге у вас выгорит кусочек платы, а дорожки просто расплавятся.
Кто-то советует
в этом месте по возможности цеплять “крокодильчик”, который должен забирать
излишки тепла на себя.
А что делать, если на плате не одна точка пайки, а несколько в ряд?
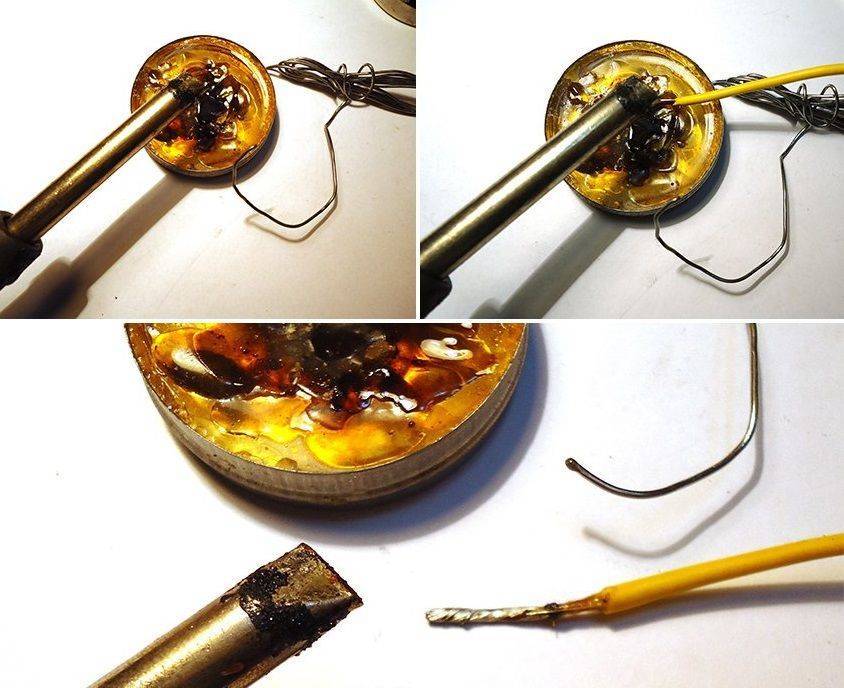
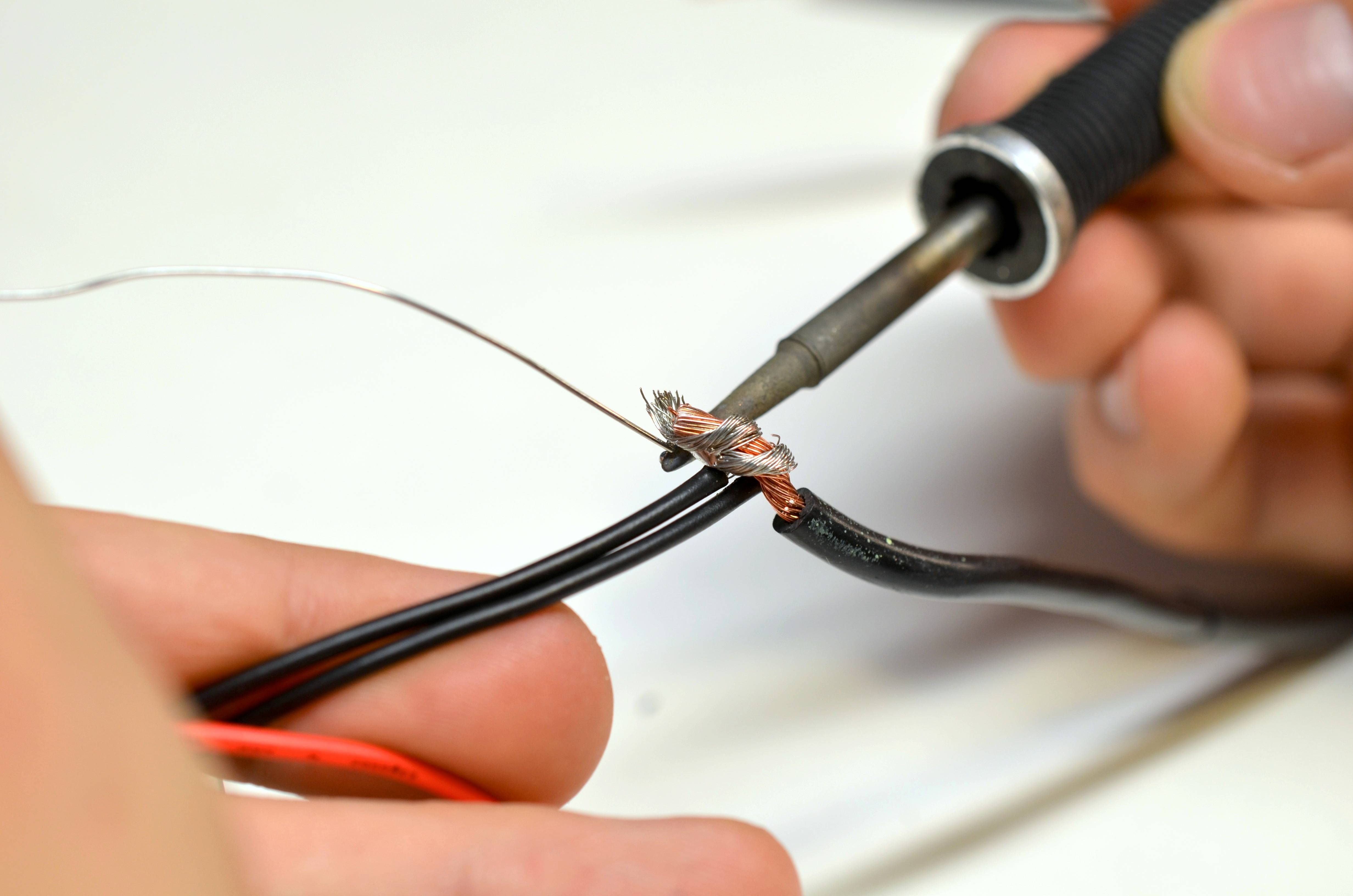
Чтобы безопасно выпаять длинный компонент, профессионалы рекомендуют использовать оплетку.
Это что-то вроде медной косички с флюсом внутри. Прикладываете ее в нужную точку, сверху придавливаете паяльником и не спеша протягивать вдоль.





При этом она впитает в себя все излишки припоя, освобождая место пайки. Есть еще и специальные оловоотсосы, но эти приспособы для тех, кто постоянно и профессионально занимается пайкой.
Для всех остальных достаточно будет и косички. В качестве нее можно приспособить медную оплетку от экранированного провода (антенный или телевизионный кабель РК).
Только перед использованием обработайте “сеточку” жидкой канифолью.
Источники – AmperkaRu, AlexGyver
Инструменты и принадлежности
Пайка, как и любой другой технический процесс, подразумевает использование определенных инструментов и принадлежностей. Инструментов понадобится немного: паяльник, нож, пассатижи, напильник, наждачная бумага. Принадлежностей и того меньше – достаточно паяльного флюса и спирта или бензина. Тем не менее все это является важными составляющими процесса и к выбору того и другого необходимо отнестись исключительно серьезно. Именно от качества паяльника и наличия нужных принадлежностей к нему будет зависеть как механическая, так и электрическая надежность паяного соединения.
Флюсы и припои — как правильно подобрать
По описанным выше причинам правильный выбор флюса и припоя — это практически половина успеха в паяльном деле. К счастью, имеются вполне универсальные марки, подходящие для большинства задач. Отрасль применения почти всех флюсов и припоев вполне доходчиво указывается на этикетках, но некоторые аспекты их применения всё же нужно знать.
Начнём с флюсов. Их применяют для протравливания деталей, снятия и растворения оксидной плёнки с дальнейшей защитой металла от коррозии. Пока поверхность покрыта флюсом, можно быть уверенным в её чистоте, как и в том, что расплавленное олово будет хорошо её смачивать и растекаться.
Флюсы различают по типу металлов и сплавов соединяемых деталей. В основном это смеси металлических солей, кислот и щелочей, активно вступающих в реакцию при нагреве паяльником. Ну а поскольку оксидных форм и загрязнений существует достаточно много, коктейль должен специально подбираться под конкретный тип металлов и сплавов.

Активный флюс для пайки
Условно флюсы для пайки делятся на два типа. Активные флюсы создаются на основе неорганических кислот, в основном хлорной и соляной. Недостаток их в необходимости смывки сразу по завершении пайки, иначе остатки кислот вызывают довольно сильное корродирование соединения и сами по себе обладают достаточно высокой проводимостью, способной вызвать замыкание. Зато активными флюсами можно паять практически что угодно.
Второй тип флюсов создаётся, преимущественно, на основе канифоли, которая может использоваться и в чистом виде. Жидкий флюс гораздо удобнее в нанесении, в него также входят спирт и/или глицерин, полностью испаряющиеся при нагреве. Канифольные флюсы наименее эффективны при пайке стали, однако для цветных металлов и сплавов используют преимущественно их или другие соединения органической химии. Канифоль также требует смывки, ибо в долгосрочной перспективе она способствует корродированию и может становиться проводимой, набирая влагу из воздуха.

Жидкая и твёрдая канифоль
С припоями всё несколько проще. В основном для пайки используются свинцово-оловянные припои марки ПОС. Цифра после маркировки означает содержание олова в припое. Чем его больше, тем выше механическая прочность и электропроводность соединения и при этом ниже температура плавления припоя. Свинец используется для нормализации процесса застывания, без него олово может растрескаться или покрыться иглами.

Припой ПОС-61 с канифолью внутри
Существуют специальные типы припоев, прежде всего — бессвинцовые (БП) и прочие нетоксичные, в них свинец заменён индием или цинком. Температура плавления у БП выше, чем у обычных, но соединение прочнее и более устойчиво к коррозии. Есть также легкоплавкие припои, растекающиеся уже при 90–110 ºС. К таким относятся сплавы Вуда и Розе, используют их для пайки компонентов, чувствительных к перегреву. Специальные припои находят главное применение при пайке радиоаппаратуры.

Сплав Розе
ИМС и чипы
Интегральная микросхема, или чип, обладает особо тонким внутренним устройством и чрезвычайной чувствительностью к перегреву
Паять их необходимо с особой осторожностью, тщательно обеспечивая отвод тепла. Микросхемы в корпусах стандарта DIP, выводы на которых идут через 2,51 миллиметра, паяют маломощными устройствами
Выводы у таких микросхем залужены еще на заводе, поэтому для соединения достаточно короткого и точного прикосновения жала с минимумом состава ПОС 61, в качестве флюса берут спиртоканифоль или состав ТАГС.
Большие чипы, например, процессоры в персональных компьютерах, вообще не паяют, а вставляют в специальные гнезда, припаянные к материнской плате. Самостоятельно правильно припаять процессор смартфона также очень маловероятно, даже если у вас есть паяльная станция.
Припой для пайки алюминия
Припой для пайки алюминия делается на основе цинка или алюминия. В него вносятся добавки для достижения различных характеристик: для понижения температуры плавления, увеличения прочности. Производят их в Америке, Германии, Франции, России. Рассмотрим некоторые из них.
Распространенный и широко разрекламированный припой для алюминия — HTS 2000. Его производит компания из США. Практика свидетельствует о его непрочности: спаянные детали пропускают воздух и влагу. Без флюса его применять невозможно.
Castolin 192FBK на основе цинка (97%) и алюминия (2%) производится во Франции. Компания Castolin выпускает припои 1827 и AluFlam-190, предназначенные для пайки меди и алюминия при 280°С.

Castolin 192FBK — трубчатый припой, содержащий в сердечнике флюс. Выпускается в виде прутков, 100 г которых стоит 100-150 руб. Хорошо паяет мелкие отверстия и трещинки.
Chemet Aluminium 13 — припой, используемый при сварке деталей при 640°С и выше. В его основе лежит алюминий (87%) и кремний (13%). Температура плавления припоя — около 600°С. Выпускается в виде прутков, которых на 100 г приходится 25 шт. 100 г стоят 500 руб. Разновидность под наименованием Chemet Aluminium 13-UF имеет полую структуру и содержит в сердечнике флюс. Его стоимость за 12 прутков, которые весят 100 г, 700 руб.
Алюминиевый припой производится и на отечественных предприятиях. Для пайки с помощью газовой горелки применяется состав марки 34А. Он плавится при температуре 525°С, хорошо паяет сплавы АМц, АМ3М, АМг2. 100 г стоят 700 руб.
Марка А состоит из 60% цинка, 36% олова и 2% меди. Плавится при 425°С. Выпускается прутьями весом 145 г. Стоимость одного прута — 400 руб.
SUPER A+ производится в Новосибирске и является аналогом HTS-2000. Применяется вместе с флюсом марки SUPER FA. Стоит 800 руб. за 100 г. В расплавленном состоянии становится тягучим, приходится применять стальные инструменты для его разравнивания.
 Watch this video on YouTube
Watch this video on YouTube
Пайка провода к светодиоду по шагам
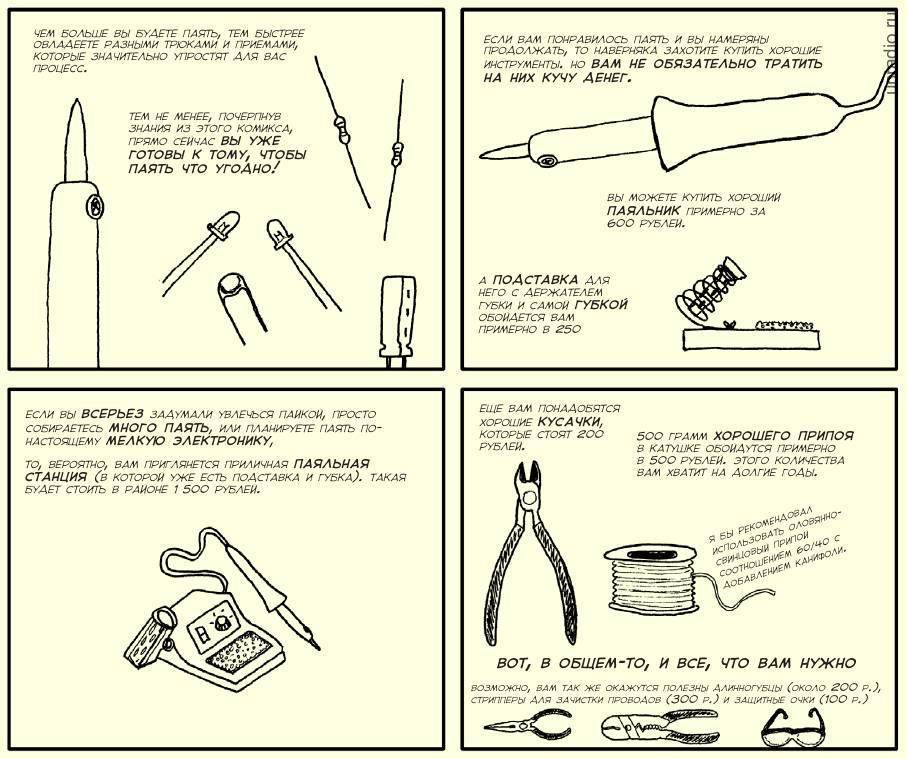
Организуйте рабочее место светлое и обязательно проветриваемое. Канифольный дым вредный для здоровья. Подготовьте паяльную баночку, например, из-под леденцов, на дно постелите бумагу, чтобы олово скатывалось в шарики.
Припаяли светодиод к проводу
В дальнейшем таким припоем очень удобно пользоваться для пайки мелких компонентов. Обязательно обзаведитесь пинцетами, пригодятся при работе с мелкими предметами.
Рекомендую работать в защитных очках, так как отлетевшая ножка от какой-нибудь детали может запустить капельку расплавленного припоя прямо в глаз.
Шаг первый, подготовительный
- Подготовьте паяльник к пайке. Включите его и дождитесь нагрева.
- Снимите с провода изоляцию, она легко снимается кусачками в одно движение. Удобно пользоваться сдирщиком изоляции.
- Изоляцию в тканевой оплетке, как у провода от наушников, нужно сначала сжечь, а затем обязательно пройтись по проводу наждачной бумагой или ножом, чтобы почистить обгоревшие концы. Иначе припой не прилипнет к проводам.
- Если провод или ножка радиодетали выглядят тёмными окисленными, или имеют следы сгоревшей эмали, то их нужно очистить наждачкой или напильником. Можно почистить ножиком, многие используют скальпель, до появления металлического блеска, это залог успешной пайки.
Шаг второй: флюс и лужение
Канифоль бывает трех видов, твердая, жидкая и в виде геля. Твёрдую канифоль используем так, плавим паяльником, и сразу наносим на провод, держим жало паяльника на проводе до полного выгорания канифоли.



Канифоль твердая, на спирту и гелевая
Продолжаем лужение оловом, пока провод не залудится. Если есть такая возможность, то можно окунуть провод в расплавленную канифоль вместе с паяльником, а потом уже залудить.
Лужение контактов светодиода
Жидкая канифоль представляет собой раствор твёрдой канифоли в спирте. Её можно сделать самому, с ней всё намного проще и удобнее.
Популярное: Осциллятор своими руками – зачем платить производителям?
Наносим жидкую канифоль непосредственно на провод при помощи кисточки, или любого удобного предмета, а затем паяльником с капелькой припоя начинаем лужение.
Гелеобразная канифоль продается в шприце и очень удобна в использовании, работать с ней также как с жидкой.
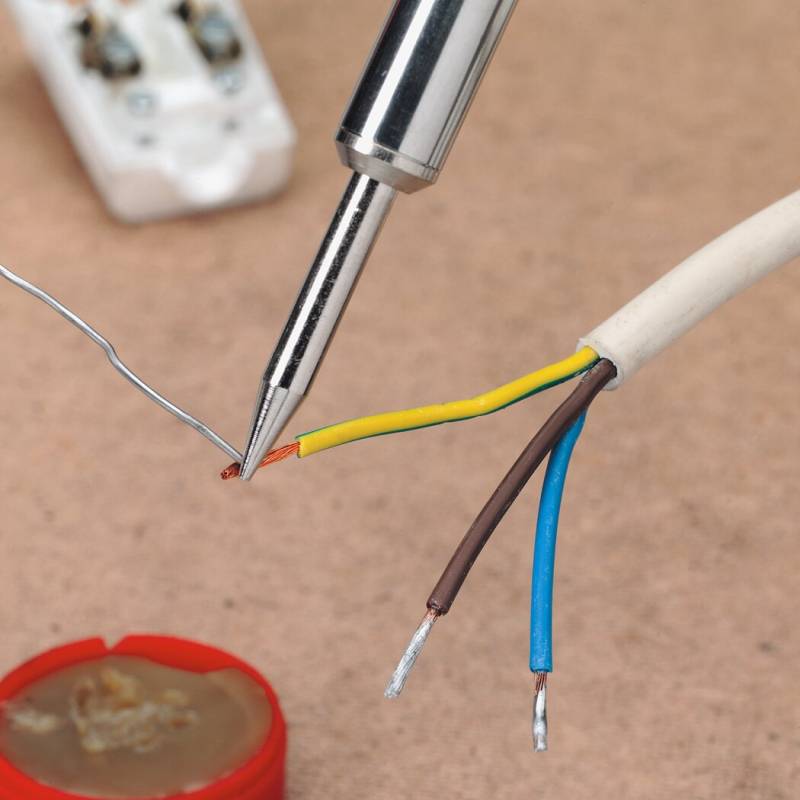
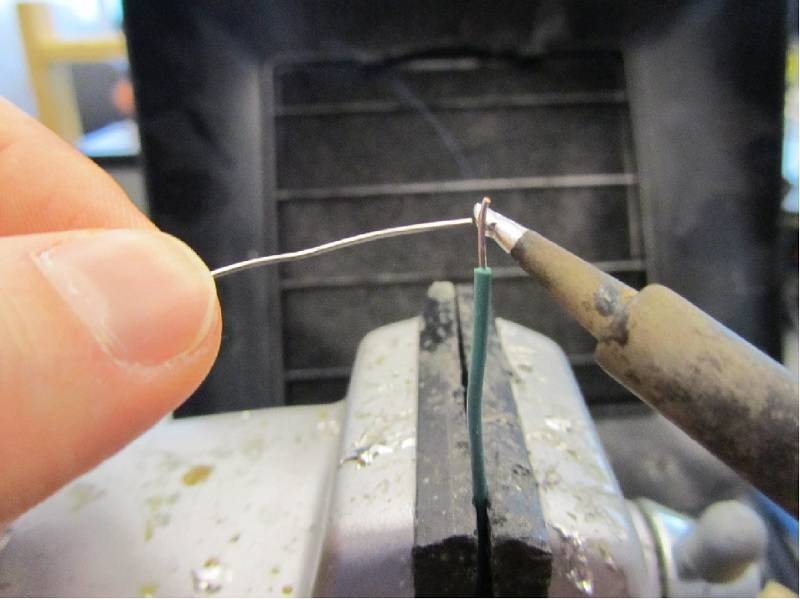
Шаг третий – пайка
Набираем на паяльник немножко припоя, прямо от проволоки или подобрав шарик. Время от времени опускайте жало в канифоль, чтобы улучшить растекание припоя.
Соединяем оба проводника, которые нужно спаять. Аккуратно нагреваем места контакта до расплавления припоя на обоих концах и сразу убираем паяльник, чтобы не перегреть детали.
Припаиваем провод к светодиоду
Стараемся не шевелить пальцами провода, до полного затвердевания припоя. Определить это можно по внешнему виду. В момент затвердевания, поверхность припоя становится матовой и яркий блеск пропадает.
Вот так выглядит правильная пайка
Если поверхность шва тёмная и имеет много неровностей, то это неправильная пайка.
Неправильная пайка
Распаяйте шов и добейтесь нужного результата.
Как добиться лучшего результата
- Нагревайте место пайки не острием паяльника, а слегка боковой поверхностью жала, чтобы площадь контакта была максимальной.
- Провод и ножку светодиода перед пайкой можно скрутить, это придаст соединению повышенную прочность.
- Используйте приспособление, которое называется третья рука, она поможет вам удерживать деталь.
- Если ваши детали новые, прямо из коробки, блестят и сверкают залуженными ножками то паять можно сразу. Наносим флюс и тут же подносим припой без предварительного лужения.
- Если использовать тонкий припой с канифолью внутри, то паять можно сразу, без обезжиривания.
Выбор припоя
Лёгкоплавкие припои применяют в обычных условиях, не требующих особой прочности соединяемых элементов. С их помощью можно собирать электронные схемы или паять малогабаритные ювелирные изделия.
В ходе этих операций детали сплавляются жидким оловом, в котором в качестве добавки присутствует свинец.
Правда, в последние время распространяются бессвинцовые припои. При выборе типа нагревательного инструмента в этом случае предпочтение отдаётся электрическим паяльникам с рабочими мощностями от 25-ти до нескольких сот ватт.
При необходимости паять изделия из тугоплавких металлов, эксплуатируемых в экстремальных с точки зрении температуры и деформации условиях, потребуются так называемые «твёрдые» припои. Этот тип паяльных составов приготавливается на основе чистой меди с добавками цинка или другого химически активного металла. Тугоплавкие медно-цинковые припои рекомендуются к применению при необходимости сочленения деталей, работающих в условиях высоких статических нагрузок.
С их помощью можно паять изделия из латуни и других медных сплавов, в которых содержание меди не превышает 68-ми процентов. Для соединения стальных заготовок и деталей в качестве припоя чаще всего берётся чистая медь или отдельные виды латуни.
Подводя итого, отметим, что для того, чтобы научиться правильно паять различные по структуре металлические детали недостаточно одного лишь желания. Овладеть в совершенстве известными приёмами правильной пайки можно лишь после того, как будут изучены все сопутствующие этому процессу вопросы.
К числу последних следует отнести выбор нагревательного инструмента, грамотный подход к подбору расходных материалов, а также строгое соблюдение установленного порядка проведения паяльных процедур.
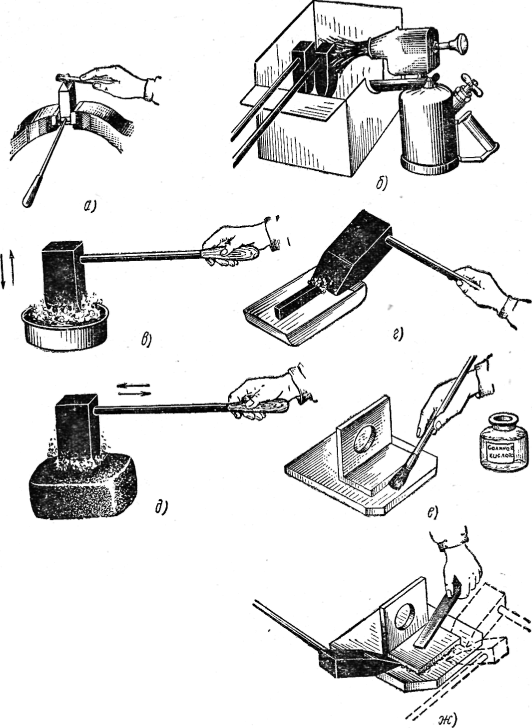
Другие виды пайки
Сухая пайка паяльным карандашом, применяется в тех случаях, когда растекание припоя из рабочей зоны нежелательно — при изготовлении украшений и предметов художественного творчества. Жало берут бронзовое и лужению его не подвергают.
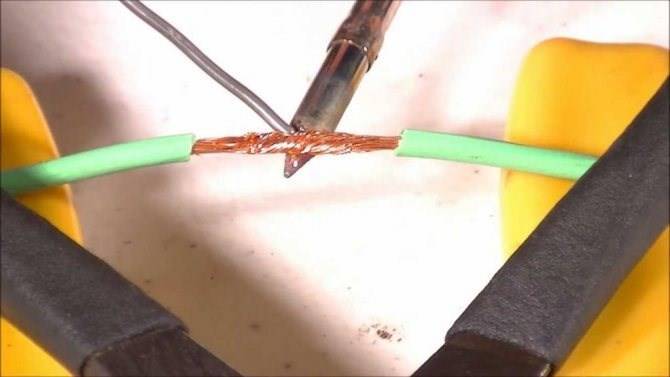
Скрученные жилы большого сечения пропаивают погружением в чашку, заполненную расплавившимся припоем, или футорку. Футорка имеет электроподогрев, на поверхности находится слой кипящего флюса, через который проходят концы жил при окунании.
Для медных изделий большой массы, таких, как трубы, применяют пайку в пламени горелки. Высокая температура факела удаляет окисный слой.
Пайка горелкой
Вначале проводят лужение тугоплавким припоем, после чего детали можно спаивать низкотемпературными составами.
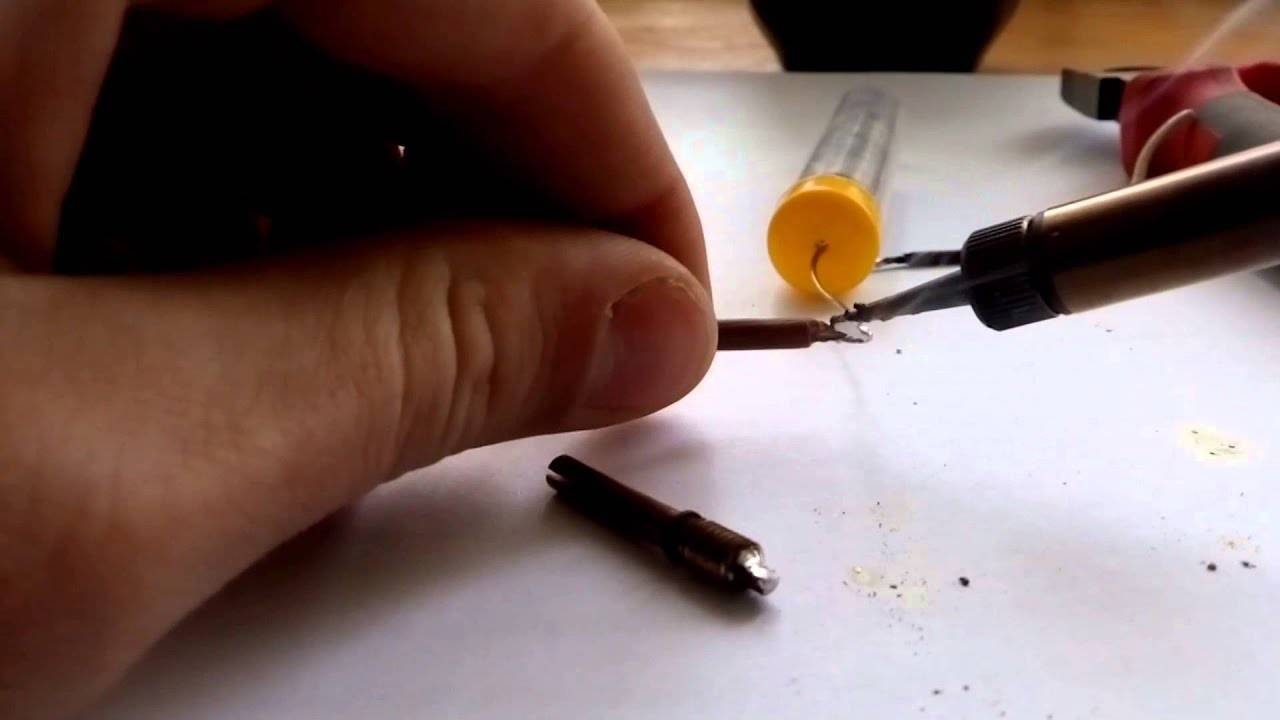
Ошибка №7 Чистка жала.
Через
какое-то время эксплуатации жало любого паяльника обрастает нагаром. В первую
очередь это касается работы с канифолью.
Она выгорает
и оставляет несмываемые следы. Старые советские паяльники делались с
нагревательным элементом из нихромовой проволоки и медным жалом.
После такого
“загрязнения” все элементарно обтачивалось напильником. А вот с новыми моделями
данный фокус уже не пройдет.
У них
керамический нагревательный элемент и никелированное медное жало с напылением
для лучшего прилипания олова. Если вы пройдете пару раз наждачкой или
напильником по такому жалу, то вы просто сотрете весь чудо состав.
После такой
обработки можете сразу заказывать себе новый девайс.
В связи с
этим обстоятельством, казалось бы, нужно делать однозначный выбор в пользу
медного инструмента. Однако и с медью не все так просто.






При частой
работе, жала у таких паяльников выгорают до такой степени, что через некоторое
время приходится покупать новые, либо целиком менять паяльник. У современных
моделей такой проблемы нет.
Для того, чтобы безопасно очистить жало нового образца, существует специальная губка.
Некоторые этого до сих пор не знают, но ее нужно смачивать.
Каждый раз при пайке вытирайте об нее все остатки нагара и проблем с продолжительной эксплуатацией инструмента не возникнет.
При выборе
паяльника правильно подбирайте подходящее жало. Диаметр жала должен быть на
порядок больше диаметра провода, иначе температура жала будет сильно падать при
контакте с проводом и прогреть место пайки не получится.
Наибольшее
распространение получили 4 вида из них:
отвертка
Для пайки
крупных компонентов.
скошенная кромка
Для переноса
припоя.
конус
Для средних
по размеру компонентов.
игла
Для работы с
мелкими деталями (SMD диоды).
У
качественных моделей в комплекте идет сразу несколько видов с разной формой.





