

Какие материалы и инструменты нам понадобятся
Пред тем, как перейти к изготовлению трубогибочного станка для профильных квадратных труб, мы советуем запастись инструментарием и материалом. Иначе, во время работы вы будите отвлекаться, в итоге, процесс займёт у вас больше времени.
Для изготовления профилегибочного станка нам понадобится:
- для основы самодельного профилегиба — швеллер или два сварных уголка, толщина полочек не больше 3 мм;
- стальные ролики высокого качества, в идеале закалённые, они не должны быть гладкими, на краях наличие небольших валиков.
Это остальные части любого трубогиба. В зависимости от модели и вида устройства, может понадобиться ещё ряд элементов.
Из инструментов, у вас должна быть под рукой — болгарка, дрель, молоток, гаечный ключ, правило, имеющее надёжное и внушительное основание, и сварочный инвертор, если вы станете сваривать элементы станка, а не садить детали на болты.
Использование схем и чертежей
Не все знают, как самому дома сделать трубогиб, но многие хотели бы этому научиться.
Схема устройства для гибки труб
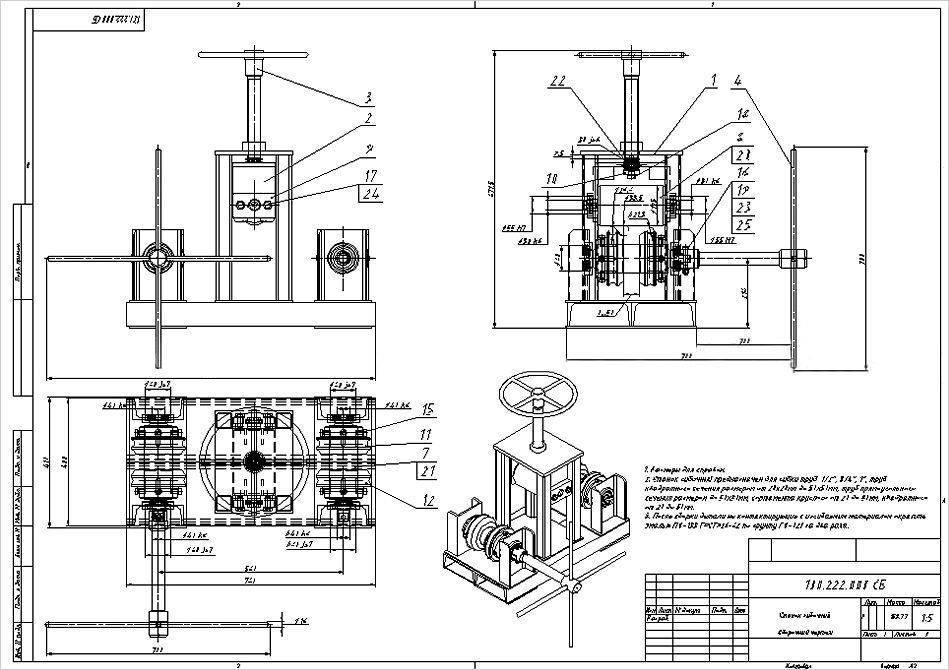
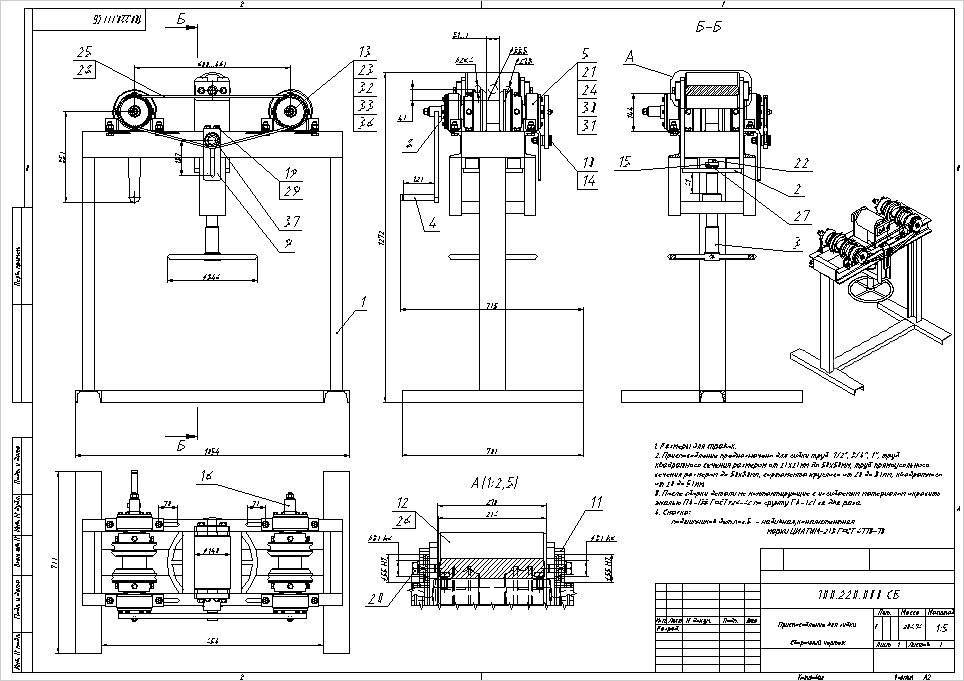
Прежде, чем начать делать своими руками электрический трубогиб, необходимо все просчитать, ознакомиться с несколькими чертежами, и выбрать среди них, по вашему мнению, наиболее подходящий. Когда человек не имеет специального образования или никогда не занимался такими вещами, то самостоятельно сделать даже самое простое оборудование не так просто. Понятно, что лучше всего посоветоваться со специалистом, который уже обладает опытом изготовления подобных устройств. Если рядом такого мастера не окажется – не беда, поскольку на помощь придет всемирная «интернетовская паутина». С ее помощью можно не только ознакомиться с текстовой информацией, но выбрать схемы, чертежи, посмотреть видео о том, как правильно сделать электрический трубогиб своими руками. Хотя, желательно, не только посмотреть, но и скачать необходимые чертежи, видео, где шаг за шагом описан процесс изготовления приспособления для сгиба круглых, а также профильных труб.
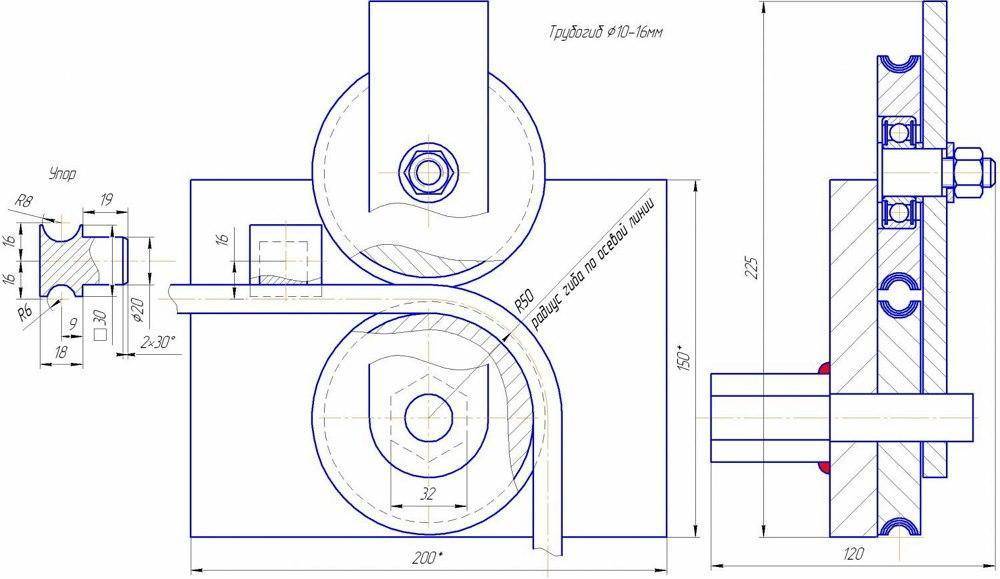
Вот, к примеру, можно воспользоваться таким чертежом для изготовления электрического трубогиба, с помощью которого можно самому легко сделать устройство для гибки труб.
Важно! При изготовлении своими руками устройства, его стоимость будет значительно ниже заводского аналогичного инструмента, а качество – такое же
Делаем станок своими руками
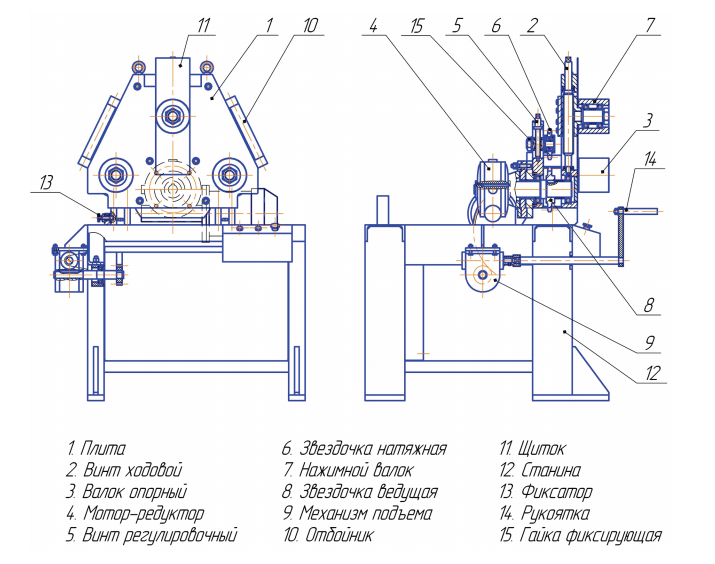
В конструкции подобного аппарата можно выделить следующие элементы:
- станина;
- транспортер;
- кронштейн с направляющими уголками;
- верхний ролик;
- струбцина.
Сборка перечисленных компонентов производится по отдельности, а по завершении этой работы переходят непосредственно к сборке станка в целом. Еще до начала изготовления станка для гибки труб следует позаботиться о наличии необходимых для станка материалов, деталей и устройств. Выполнить работу по изготовлению трубогиба вы сможете, если у вас будет сварочный аппарат и комплект инструментов. Вначале необходимо подготовить все основные элементы, после чего уже начинают работу по их сборке в определенной последовательности.
Сборка станины
Станина — это элемент, которая имеет вид обычного стола или верстака. Для получения сведений об обязательных материалах и комплектующих изделиях, из которых собирается это устройство, следует заглянуть в спецификацию.
Для изготовления ножек можно использовать швеллер либо отрезки трубы, достигающие в диаметре 100 мм.
Если для соединения основных элементов планируется применять сварку, то следует позаботиться о том, чтобы были соблюдены все габаритные размеры, которые приведены в чертеже. Закончив работу по сборке станины убедившись в надежном ее креплении, можно переходить к установке транспортера.
Сборка и крепление транспортера
Транспортер представляет собой конструкцию, в которой имеется два ролика, располагающихся на противоположных сторонах станины. Для качественного выполнения монтажа, необходимо ознакомиться с чертежом транспортера, где приведены все необходимые сведения.
Особое внимание следует уделить звездочке цепной передачи на валах, которая должна быть прочно и точно зафиксирована. Далее приступают к установке натяжного механизма, в конструкции которого также предусмотрена аналогичная звездочка
Функция этой детали заключается в выборе оптимального уровня натяжения приводной цепи.
Сборка прижимного механизма
В случае обнаружения определенных отклонений степень прижима будет такой, что уже нельзя будет гарантировать необходимую точность при изготовлении продукции. Аналогичного подхода следует придерживаться и при установке прокатных роликов. Когда все операции по сборке прижимного механизма будут выполнены, необходимо убедиться в работоспособности оборудования, попробовав его в допустимых режимах.
Для проведения подобных испытаний необходимо взять трубы разного диаметра. Сама операция по гибке выполняется по заранее рассчитанным параметрам.
Особое внимание следует уделить тому, чтобы между полученными результатами и рассчитанным геометрическим размерам не наблюдалось отклонений. Если говорить применительно о самодельном трубогибе, то подобный станок можно использовать для обработки не только обычных труб круглого сечения, но и профильной продукции
Если вы решили изготовить трубогибочное оборудование, чтобы его помощью регулярно выполнять множество заказов, то вам следует позаботиться о составлении инструкции по правилам его обслуживания.
Трубогиб профильной трубы: виды
Существует несколько классификаций профилегибов: по мобильности (стационарные, переносные, носимые), типу передаточного механизма и типу привода. Последнее разделение является наиболее важным для того, чтобы понять устройство станка для гибки профильной трубы и сделать его своими руками.
Ручное устройство с валиками
Сложный гибочный станок, сделанный своими руками
Гибочный станок для профильной трубы может быть исполнен с одним из трех видов привода: ручным, гидравлическим или электрическим.
Гидравлический трубогиб для профильной трубы
Профилегиб данного типа широко распространен в промышленности за счет способности обрабатывать детали любых размеров быстро и качественно. Кроме того, такое устройство часто применяется при работе с трубопроводами водоснабжения и канализации.
Ручной гидравлический профилегиб
Несмотря на сложность устройства гидравлического трубогиба, своими руками его сделать вполне возможно. Необходимо лишь наличие небольшого опыта работы с промышленным оборудованием.
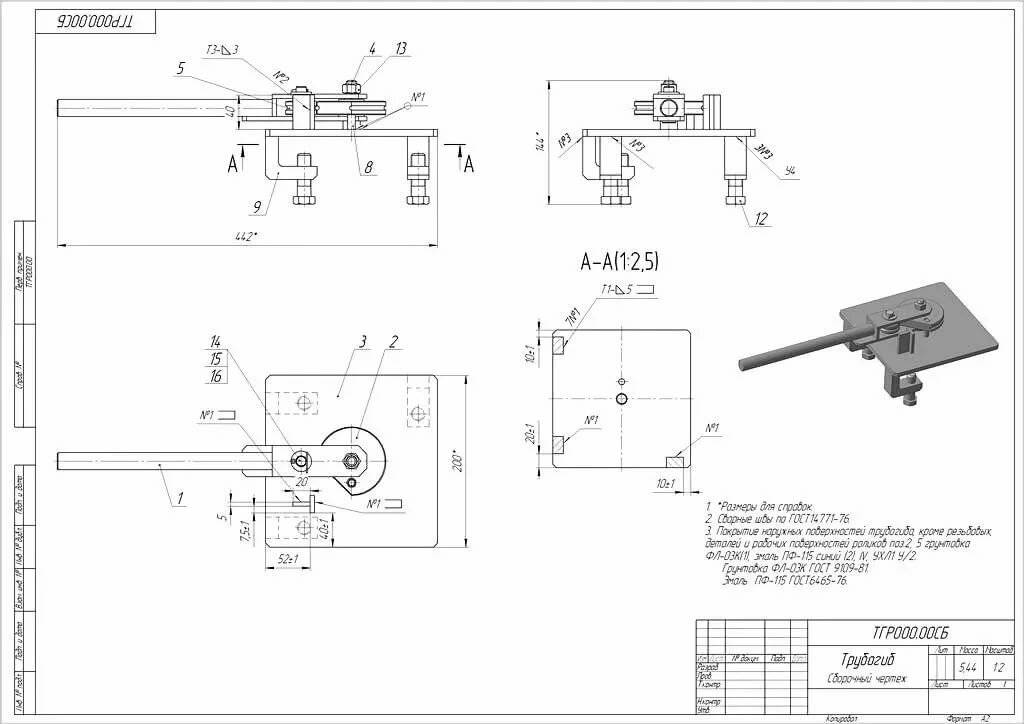
Гидравлический трубогиб своими руками: чертеж
Трубогиб для профильной трубы с электрическим приводом
Данное оборудование те очень большое и тяжелое, однако требует стационарной установки. Профилегибы с электрическим приводом способны выполнять точные работы без потери качества. Они могут быть полностью электрическими или электромеханическими. Второй тип дешевле, но требует частичного ручного управления. Электрические устройства могут быть оборудованы автоматикой для длительной автономной работы (правда, стоимость таких трубогибов довольно высока).
Электромеханическое устройство способно гнуть изделиялюбого сечения, достаточно лишь купить ролик для трубогиба профильной трубы необходимого размера
Используются устройства данного типа в основном на предприятия и в частных мастерских. Для гибки профильных труб в домашних условиях лучше подойдет ручной трубогиб.
Ручной профилегиб
Наиболее популярный вариант среди владельцев небольших мастерских и людей, занимающихся гибкой труб в домашних условиях.
Фото трубогиба для профильной трубы с ручным приводом
Достоинства данного устройства:
- Низкая стоимость. Ручной профилегиб можно купить по весьма привлекательной цене из-за простоты устройства и небольших затрат на производство.
- Малый вес и мобильность. Его легко переносить с места на место, так как конструкция не предусматривает основания.
- Редкие поломки. Благодаря отсутствию электроники, ручной профилегиб редко выходит из строя. А если это произошло, ремонт не отнимет много времени и денег.
- Возможность сборки самодельного трубогиба. Станок для гибки профильной трубы можно сделать в домашних условиях (например, трубогиб из домката).
Небольшой ручной профилегиб всегда можно взять с собой для облегчения монтажных работ по отоплению или газоснабжению
Недостатки:
- Относительно невысокая точность работ. В ручных приспособлениях нет аппаратного управления, поэтому точность гибки зависит только от ваших навыков.
- Необходимость приложения физических усилий.
- Невозможность работы с большими размерами. С помощью ручного устройства можно гнуть детали с максимальным размером 4х4 см.
- Затрата большого количества времени для максимально точного исполнения.
Небольшое ручное устройство в действии
Таким образом, для работы дома ручного устройства вполне достаточно. Если же вы будете проводить большой объем работ, и использовать при этом заготовки большого размера, стоит присмотреться к электронным или гидравлическим трубогибам.
Параметры и принцип действия
Схема трубогибов для профильной трубы своими руками довольна легка в реализации, для этого не нужно обладать специальными умениями. Тем более, что самодельное прокатное устройство для профильной трубы будет стоить в несколько раз дешевле фабричного.
Такие станки делятся по параметрам:
- мобильность — могут быть стационарные, а могут быть переносные;
- привод — может быть ручной, гидравлический или электрический;
- способ воздействия — обкатка, прокат, намотка или воздействие штоком.
При обкатке закрепленную конструкцию обкатывают роликом вокруг неподвижного шаблона. Суть намотки обратная — изделие наматывают на подвижный шаблон при помощи закрепленных роликов. При воздействии штоком (еще называют арбалетный трубогиб) труба двумя концами опирается на неподвижные упоры, а гнутье производится штоком с закрепленным на нем шаблоном.
Прокатный трубогибочнник самый универсальный, так как он позволяет настраивать размер изгиба. Прокат производится между двумя неподвижными роликами с одной стороны и подвижным роликом с другой.
Трубогиб из металлолома за пару часов
Тот, кто когда-нибудь задумывался об изготовлении теплицы из поликарбоната, сначала задавался вопросом, как сделать дуги. В этом поможет моя статья.
Здравствуйте, уважаемые читатели Дзен! В этой публикации речь пойдёт об изготовлении профелегибочного станка. Обычно они имеют такой вид:
картинка взята из свободного доступа на Яндекс.Картинки
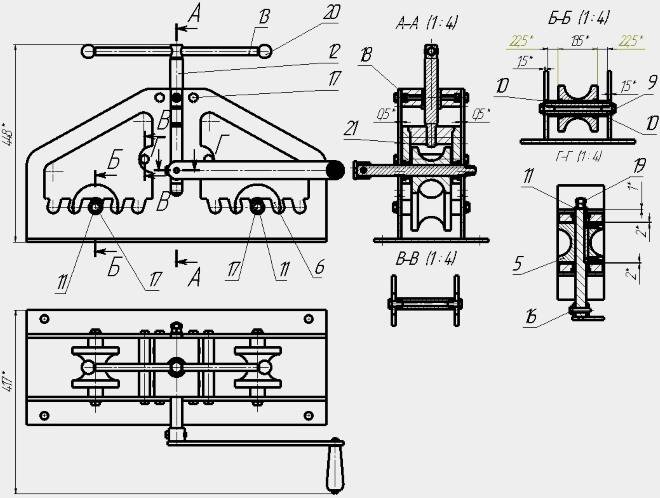
Но т.к. у нас всё авторское, мы пойдём другим путём и исполним несколько другую конструкцию. Кроме того, в ней одновременно можно будет изгибать до 4-х профилей.
Итак, делаем очень простой станок для изготовления дуг. Его, кстати, я использовал не только при изготовлении теплицы, но и для подготовки навесов различного профиля. Также при помощи моего трубогиба можно изогнуть швеллер и двутавр небольшого сечения (до № 12).
Конечно, готовые дуги можно найти в продаже (как и готовую теплицу), но мне, например, гораздо приятнее и дешевле всё сделать своими руками.
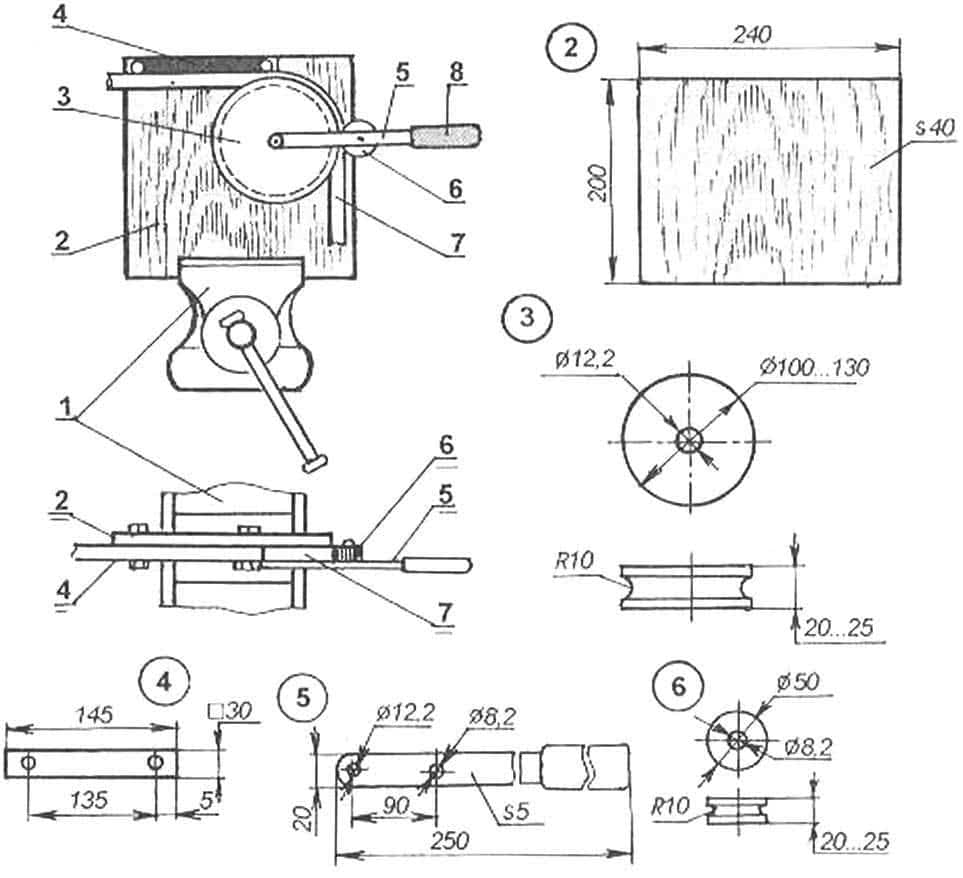
Для изготовления станка нам понадобятся такие основные детали:
— вальцы (3 шт.);
— шток и гайка к нему с небольшим шагом резьбы;
— подшипники (6 шт);
— мотоциклетные звёздочки (2 шт.);
— мотоциклетная цепь (примерно 90-100 см).
— обрезки металлопроката разного сортамента).
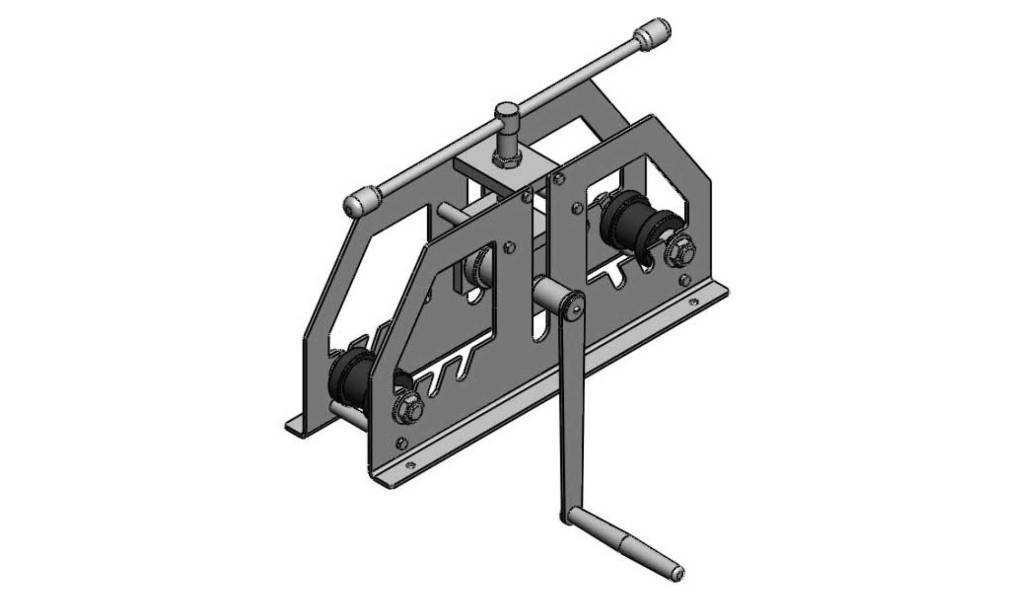
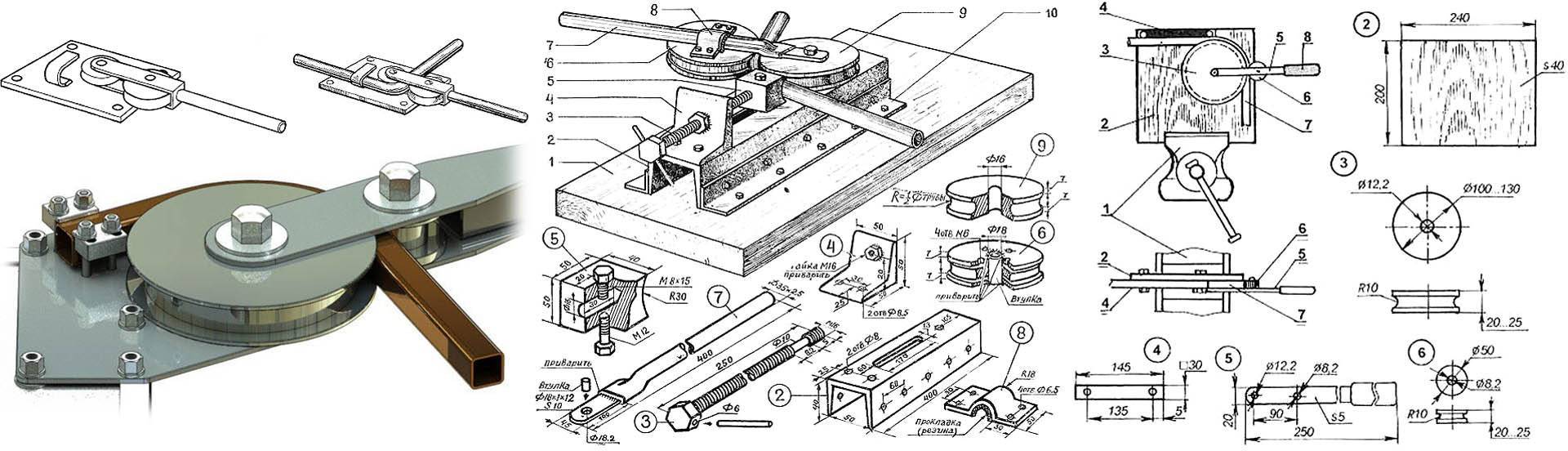
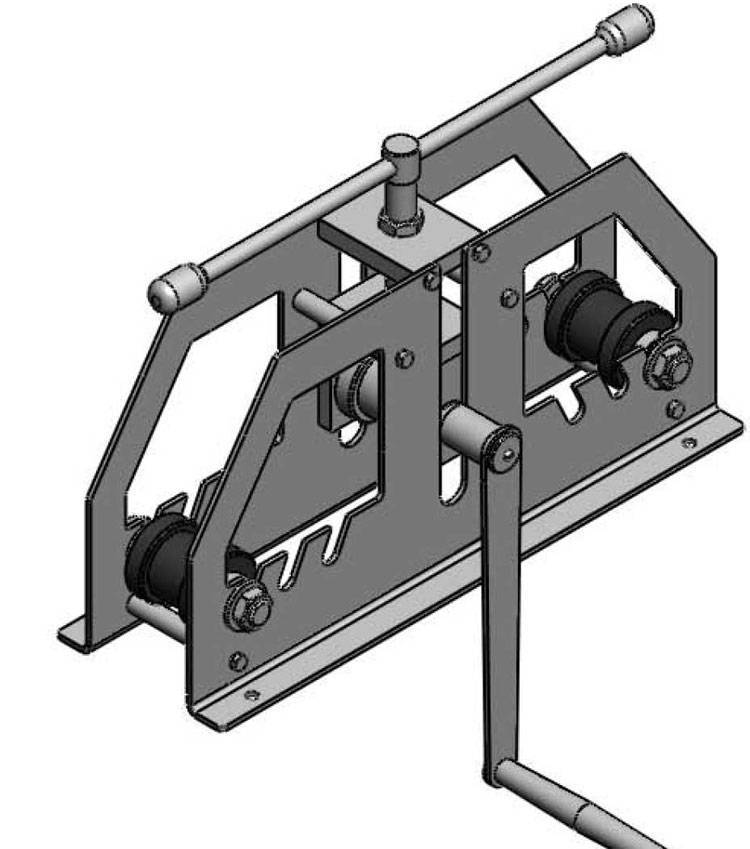
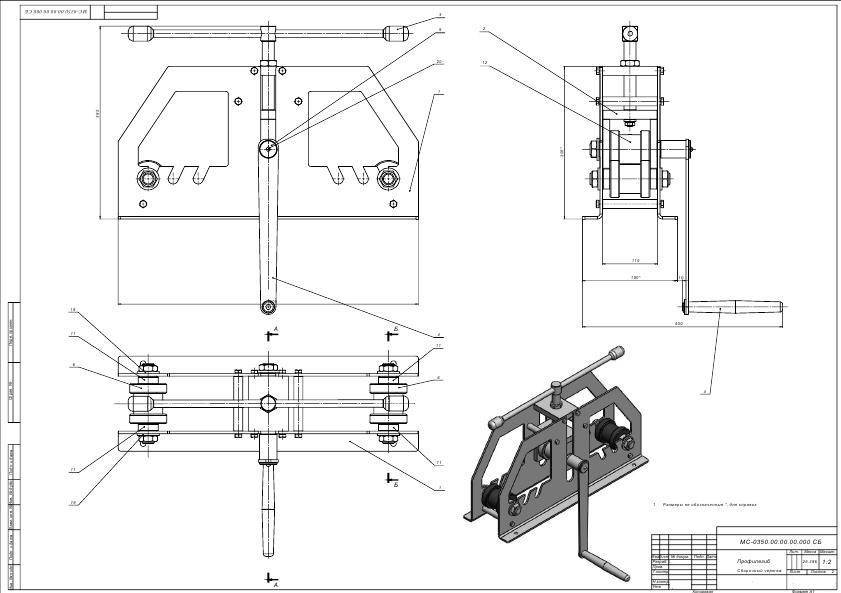
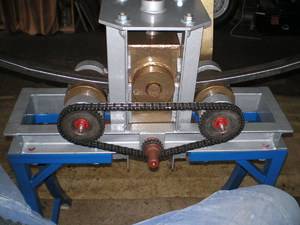
Как собран мой станок, прекрасно видно на фотографиях:
Вальцы я изготовил у знакомого токаря, на их осях закрепил подшипники, которые зажал в самодельных креплениях. Два нижних вальца соединены между собой мотоциклетной цепью, поэтому при вращении ручки вращаются оба вала. Верхний вал может подниматься и опускаться при помощи штока. Вся конструкция установлена на ножки из обрезков труб на уровне пояса человека для более удобного использования. Как видите, конструкция очень простая и надёжная.
Теперь коротко, как этим пользоваться.
Берём 4 профильных трубы и свариваем их друг с другом на «прихватки». Это, во-первых, ускоряет прокатку дуг, а во-вторых, позволяет сделать все 4 дуги одинаковыми. Аккуратно прокатываем их вперёд-назад, немного опуская верхний валик с помощью штока. Т.к. трубы очень длинные, удобнее пользоваться услугами помощника (хотя я обходился и в одиночку). Прокатываем дуги до достижения необходимой кривизны.
Остаётся только вытащить дуги и аккуратно удалить болгаркой прихватки. Всё, дуги готовы!
zen.yandex.ru
Возможности изгибания без станка
Трубогиб или профлегиб необходим при строгом нормировании диаметра изгиба и при значительном размере трубы. Если диаметр изгиба не очень важен, а необходимо обеспечить определенный угол изгиба, то операцию можно осуществить вручную без специальных приспособлений.
Используются такие варианты:
- Заполнение полости трубы песком. Применяется мелкозернистый песок, который плотно засыпается внутрь. Торцы следует закрыть заглушками. Такое наполнение не позволит деформироваться материалу, а потому трубу можно гнуть по любому цилиндру вручную. Диаметр цилиндра, по которому производится гибка, не должен быть меньше минимально допустимого.
- Заполнение водой. Лучший вариант – заполнение полости с последующей заморозкой воды. Если концы трубы надежно загерметизированы, то ее можно смело гнуть по любому цилиндрическому шаблону.
- Роль амортизатора может эффективно исполнить пружина. Если надо согнуть трубу небольшой длины, то можно в ее внутренний канал ввести стальную пружину, которая будет плотно сидеть в полости. Такую пружину следует самостоятельно намотать из стальной проволоки.
- Изогнуть трубу без станка, по шаблону можно после предварительного нагрева с помощью газовой горелки.
Сфера применения профилегибов
При производстве металлического проката изделия проходят строгий контроль на соответствие геометрическим нормам. Продукция имеет минимальные отклонения по всей длине. Исключения составляют литые и обработанные на металлургических предприятиях изделия.
Монтируя конструкции оригинальной, нестандартной формы необходимы детали сложной конфигурации.
Монтируя металлические конструкции нестандартной формы вам понадобится профилегибочный станок
Помощником в этой работе станет станок для гибки металла, способный изменить изначальную геометрию таких видов проката, как:
- прутки различного диаметра;
- трубы, в том числе, квадратного профиля;
- прямоугольные, овальные и фигурные металлические заготовки;
- арматура, швеллера, уголки, балки и другие стандартные виды проката.
Промышленность предлагает готовое оборудование для обработки вышеназванной продукции, но затраты на его приобретение для домашнего пользования могут никогда не окупиться.
Сделанный своими руками станок обойдется на порядок дешевле, а основные операции, необходимые при производстве деталей для домашнего хозяйства, строительства и оборудования для обработки земли будут успешно выполнены:
- замкнутые элементы из проката различного диаметра;
- изготовление колен и деталей сложной формы из труб;
- сложные формы элементов конструкций, изогнутых по чертежу, шаблону в нескольких плоскостях;
- спирали.
Вложения в самодельный станок не ударят по семейному бюджету. Зато оборудование позволит значительно сэкономить на заказе сложных деталей в специализированных организациях.
Преимущества станка, сделанного своими руками
Значительно расширятся возможности домашнего мастера по производству необходимых технологических и эстетических элементов различных по назначению конструкций. Этот простой ручной станок позволит воплотить в реальность многие задумки. Сделать его можно порой из того, что уже есть в доме, за исключением нескольких деталей, которые по доступной цене можно приобрести на рынке или заказать их изготовление.
Внимание! Тонкостенные трубы, профили сложной конфигурации гнуть профилегибочным станком без подогрева или валов специальной формы не получится. Одним из приемов, которыми пользуются опытные мастера, является наполнение внутреннего пространства песком
Важно поместить его туда максимально плотно. Для этого один конец закрывают трубкой и, постукивая по заготовке, утрамбовывают, подсыпая по мере надобности необходимое количество песка
Подобным методом можно избежать гофра и искажений профиля
Для этого один конец закрывают трубкой и, постукивая по заготовке, утрамбовывают, подсыпая по мере надобности необходимое количество песка. Подобным методом можно избежать гофра и искажений профиля.
Как согнуть профильную трубу без станка
Получить дугу из профильной трубы без профилегиба можно двумя способами — используя сварку и шаблон. Начнем со сварки.
Получить дугу при помощи сварки
Профильную трубу надрезают болгаркой с одной стороны. Делают их через 15-30 см в зависимости от требуемого радиуса, сечения и толщины стенки. Надрезы не должны задевать одну сторону — ту, которая будет снаружи.
Результат изгиба при помощи сварки
Подготовленную таким образом запчасть изгибают, придавая нужный изгиб. Для надежности края дуги можно зафиксировать, приварив к ним прут. Затем сваркой проходят по всем надрезам, заваривая их. И последний этап — шлифовка мест сварки и обработка антикоррозионными составами.
Эксплуатация и обслуживание станка

редко возникают неисправности
Наибольшую угрозу для него представляют осадки. В первую очередь следует защитить от контакта с влагой прокатные ролики, поскольку это чревато образованием ржавчины. Для решения этой задачи можно использовать брезентовое укрытие.
Если изначально рассматривался вариант с созданием переносного трубогиба, то в качестве места хранения для него следует использовать сухое помещение. Закончив работу по гибке профильных труб, станок необходимо привести в порядок, удалить с его рабочих узлов пыль, грязь и песок. Чтобы стационарные станки для гибки профильных труб, оснащенные электрическим приводом, могли на протяжении длительного времени демонстрировать высокую производительность и эффективность в работе, им необходимо обеспечить регулярное обслуживание и профилактику.
Трубогибы – конструкция и разновидности
Если для изготовления конструкции необходимо согнуть профильную трубу по радиусу, то с этим легко справится трубогиб, с помощью которого можно сделать изгиб до угла в 180 градусов. Это устройство способно изменить конфигурацию труб из нержавейки, металлопластика, алюминия. При этом изгиб производится по требуемым размерам и форме.
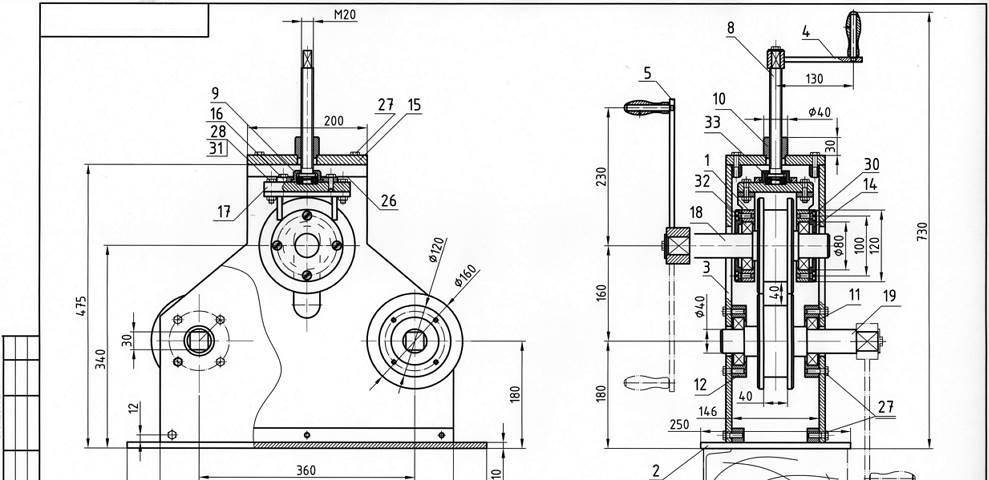
Конструкция трубогиба
Конструкция такого инструмента зависит от его разновидности. Однако обязательными элементами являются:
- гидроцилиндр – основная часть станка, выполняющая силовую функцию;
- открытая или закрытая рама;
- два трубных упора;
- нижняя и верхняя планки;
- нагнетательное устройство, рукоятка и перепускной клапан, расположенные на задней части корпуса конструкции;
- выдвижной шток, который обеспечивает гибочное усилие трубогиба;
- пружина, с помощью которой выдвижной шток возвращается назад;
- цапфа или упор конструкции, концы которой вставляются в отверстия на планках.
Сверху основной части станка может быть расположена проверка для уровня и пробка для заливки масла. На резьбовую часть инструмента наворачиваются планки установки, которые являются сварной конструкцией. Нижняя планка крепится фиксирующей гайкой, а верхняя прижимается двумя винтами и замком.
Для установки опор на поперечных пластинах устройства предусмотрены специальные отверстия. Снизу трубогиба имеются резьбовые отверстия для установочных болтов, которые регулируются по высоте.


Изгибаемая труба на такой конструкции располагается на ручье, который расположен в середине ее упора. Обеспечивающие сгибание сегменты должны быть изготовлены из стального точного литья.
На сегодняшний день все чаще для изготовления различных сооружений используются имеющие тонкую стенку профильные трубы. Поэтому конструкционный чертеж трубогиба для таких заготовок несколько отличается. Чтобы во время изгиба трубы не произошла деформация ее поперечного сечения, ролики по профилю следует выбирать такого же сечения, что и изделие.
Разновидности трубогибов
Имеющиеся в продаже профессиональные устройства для гибки труб могут иметь ручной, электрический или гидравлический привод.
самыми удобными считаются электромеханические инструменты
Конструкция с ручным приводом применяется для гибки труб небольшого диаметра.
Оснащенные гидроприводом трубогибы способны изогнуть заготовку, диаметр которой может быть до трех дюймов. Поэтому предназначен такой инструмент для выполнения масштабных работ.
Кроме этого, трубогибы могут различаться по способу воздействия на изделие, с помощью которого оно будет изогнуто. К таким способам относится:
- Арбалетный метод, при котором труба опирается на два стационарных ролика и гнется между упорами под воздействием расположенного на штоке шаблона.
- Намотка – при таком способе изгиба заготовка сначала приживается к ролику конструкции. Затем в точке гиба ставится упор. Ролик начинает вращаться и наматывать трубу между собой и упором. При этом шаблон и изделие подвижны.
- Обкатка является самым простым способом изгиба трубы. На таком устройстве шаблон неподвижен. Труба просто зажимается, а прижимной ролик перемещается и гнет трубу вокруг шаблона.
- Метод прокатки или вальцовки подразумевает собой использование трех вращающихся роликов. Один из них является центральным, а два опорными. На заготовку давит центральный ролик, поэтому относительно опорных элементов он должен быть установлен в соответствии с необходимым радиусом изделия.
давление от штока передается на заготовку в верхней точке шаблона
Практически не имеет недостатков метод прокатки. Именно вальцовкой в заводских условиях изготавливаются стальные отводы. Этим же способом намного легче и эффективнее делать изгиб профильных труб.
Назначение и виды
Трубогиб является незаменимым приспособлением, когда требуется деликатно и точно согнуть круглую или профильную металлическую трубу
Изгиб металлических профильных труб напрямую связан с их диаметром, толщиной стенок и материалом изготовления, поэтому производители металлопроката всегда указывают минимальный радиус деформации в специальных таблицах.
Таблица расчёта радиусов изгиба стальных труб в зависимости от диаметра и толщины стенки
Получить изгиб требуемой кривизны и не повредить деталь позволяют специальные приспособления — трубогибы. В зависимости от длины фрагмента, который надо согнуть, применяют приспособления двух типов:
рычажные трубогибы;прокатные агрегаты.
Самыми распространёнными изделиями являются трубогибы рычажного типа. В таких приспособлениях усилие прикладывается в нужном месте, а сам изгиб повторяет форму сегмента (шаблона), который в части устройств может быть съёмным. Как правило, в комплектацию таких агрегатов входят несколько сегментов под трубы различного диаметра. Кроме сегментных устройств, промышленностью производятся дорновые и арбалетные трубогибы, форма изгиба в которых задаётся двумя направляющими роликами и нажимным шаблоном (дорном). Такая конструкция позволяет выполнять холодную обработку круглых стальных труб на коротких участках. К слову, компактные арбалетные трубогибы являются наиболее популярным инструментом у монтажников инженерных коммуникаций.
Просто, быстро и качественно — вот достоинства арбалетных трубогибов, которые привлекают профессиональных монтажников
В зависимости от конструкции рычажного гибочного устройства, оно может иметь привод любого типа:
гидравлический;пневматический;электрический.
Часто принцип работы агрегата предусматривает подогрев трубы (внешний, или при помощи разогретого воздуха, пропускаемого внутри проката), чем добиваются повышения её пластичности, а, соответственно, и качества изогнутого участка.
При необходимости получить изгиб большого радиуса используют прокатные приспособления. В их конструкцию входят два направляющих и один нажимающий валы (ролики). Трубу протягивают между подвижными элементами, задавая степень изгиба усилием прижимного ролика. При необходимости получения большого радиуса кривизны заготовки процедуру повторяют.
Прокатные приспособления могут иметь электрическую передачу для направляющих валов, а также гидравлический, механический или пневматический привод нажимного ролика.
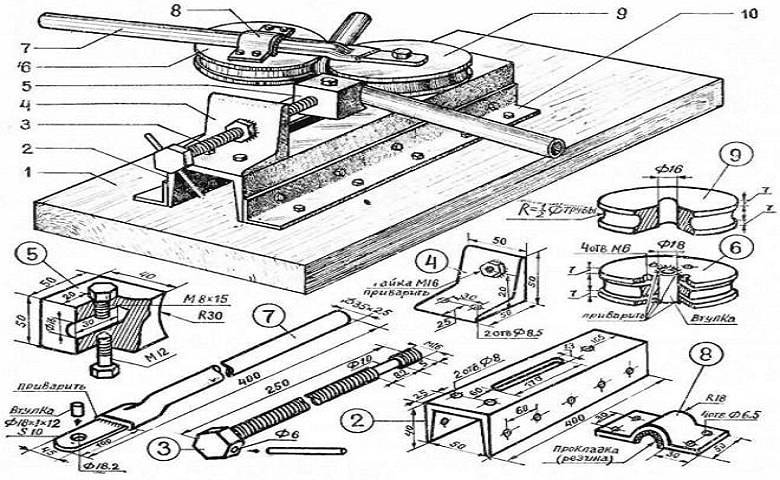
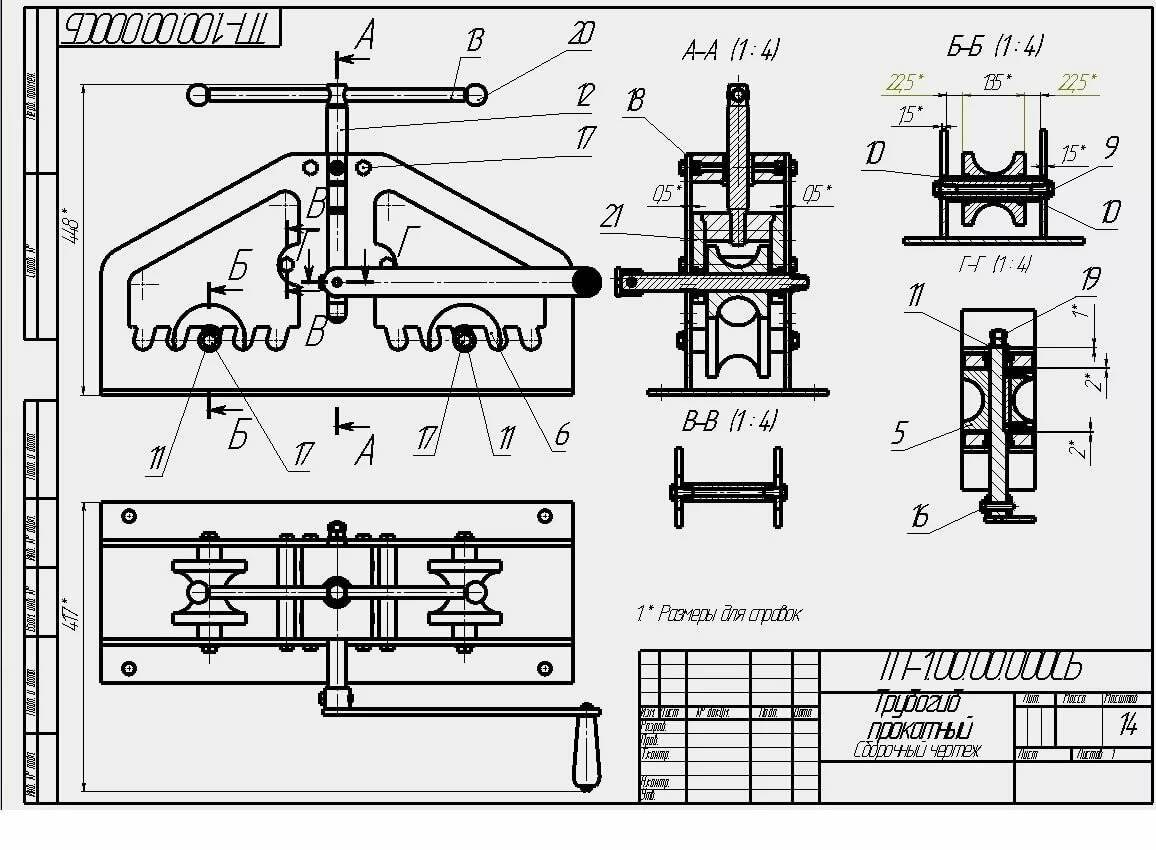
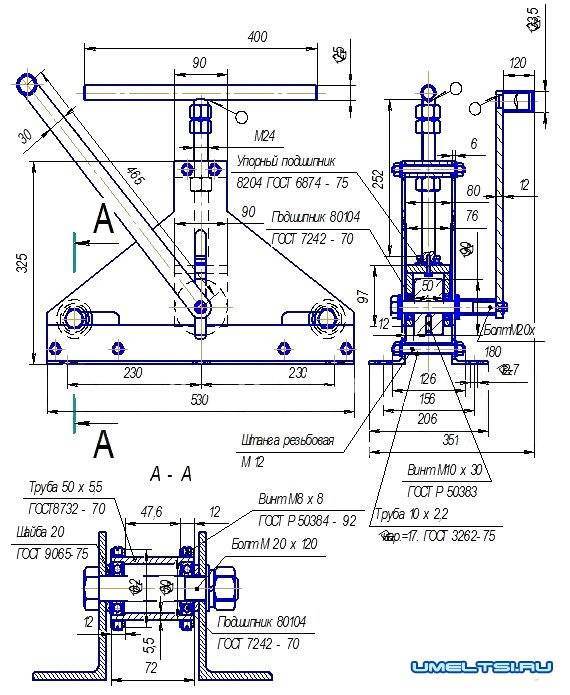
Прокатный станок для гибки профильных труб своими руками
Для изготовления прокатного станка для гибки профильных труб потребуется:
- домкрат;
- для каркаса: металлические профили и полка;
- 4 высокопрочных пружины;
- 3 вала;
- цепь и прочие элементы.
Технология сгибания прокатным трубогибом
В процессе сгибания в станке осуществляется деформация трубы в заданном месте. Труба ложится на боковые ролики, сверху опускается третий и таким образом изделие фиксируется. При вращении ручки цепь приводит в движение валы, и труба сгибается под нужным углом.
Как сделать самому прокатный трубогиб
Как изготовить прокатный трубогиб:
- Прижимной вал состоит из шестерней, колец и подшипников, закреплённых через шпонку. Поэтому главным в процессе сборки является вытачивание роликов и обоймы для подшипников. Величина валов должна соответствовать подшипникам и звёздочкам. Процесс вытачивания доверяется токарю на основе чертежей. Валов три, два из которых располагаются по бокам, а третий подвешивается на пружинах.
- Следующим этапом является просверливание отверстий и нарезание резьбы в кольцах (для изготовления пазов, резьбы под болты-зажимы) своими руками.
- Подготовка полки из швеллера – сверлят отверстия и нарезают резьбу для установки прижимного вала.
- Последний этап – сварочные и монтажные работы всей конструкции. Сначала устанавливают каркас (ножки).
- Далее подвешивают полку с прижимным валом на пружинах и монтируют боковые опорные валы, которые соединяют цепью. В конце – крепят ручку на один из боковых опорных валов и монтируют домкрат.
Аспекты работы:
- прижимной вал прикручивается через шпонки к полке;
- «подвесной» прижимной вал устанавливается на полку. К этой основе приваривают гайки для пружин. Впоследствии площадка переворачивается и крепится на пружины;
- при натяжении цепей как держатель применяется магнитный уголок;
- в процессе прикручивания звёздочек – устанавливают шпонки, заготовленные из гравера;
- ручку для вращения изготавливают с проворачивающейся трубкой;
- домкрат монтируют на «подвесную» платформу посредством болтов и сварки.
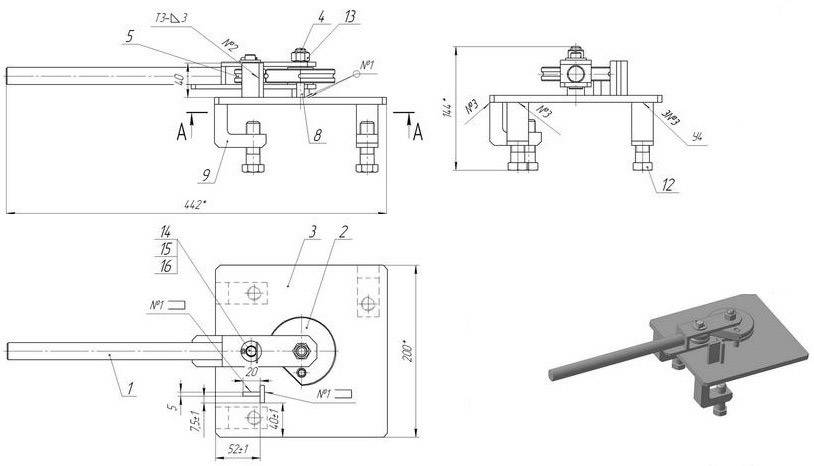
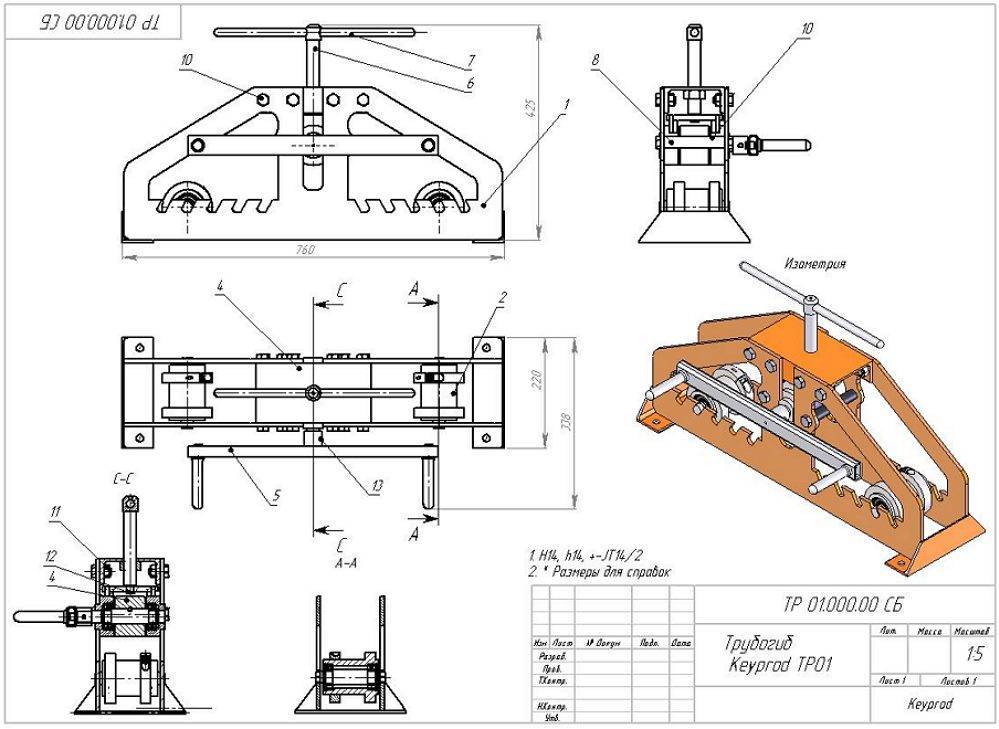
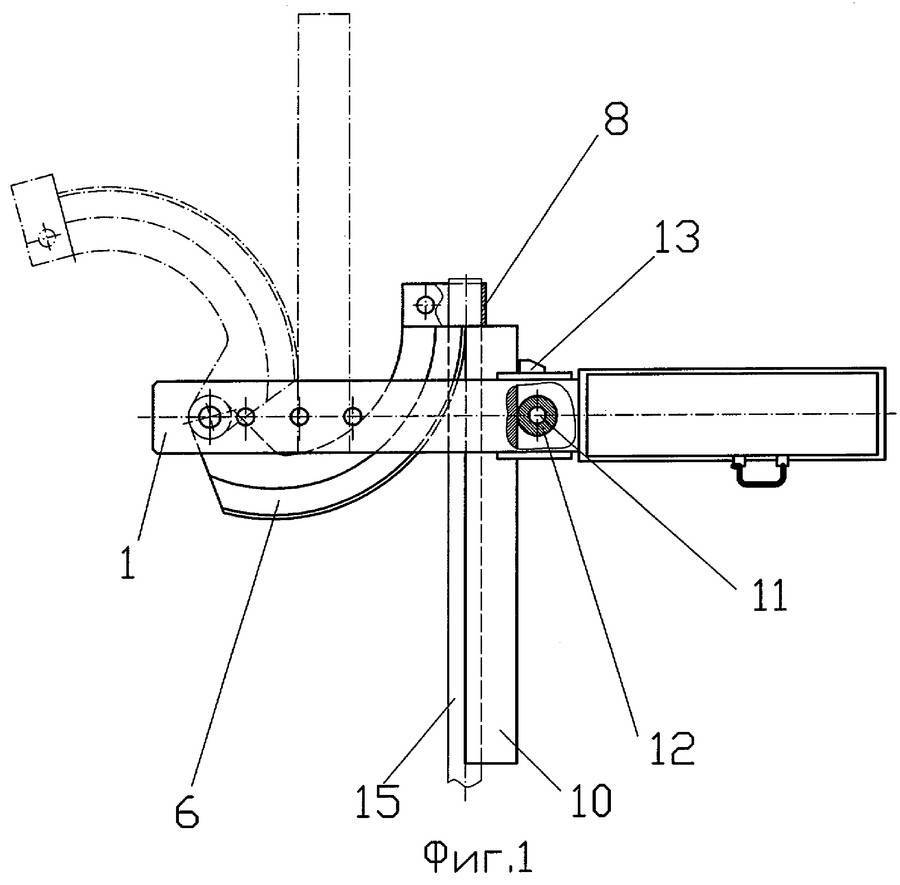
Основные детали
Перед тем как приступать к сборке нужно внимательно изучить чертежи и понять принцип действия приспособления. Если каких-то деталей вам не удастся найти у себя в хозяйстве их всегда можно купить в магазине, в итоге самодельный трубогиб выйдет все-равно дешевле заводского.
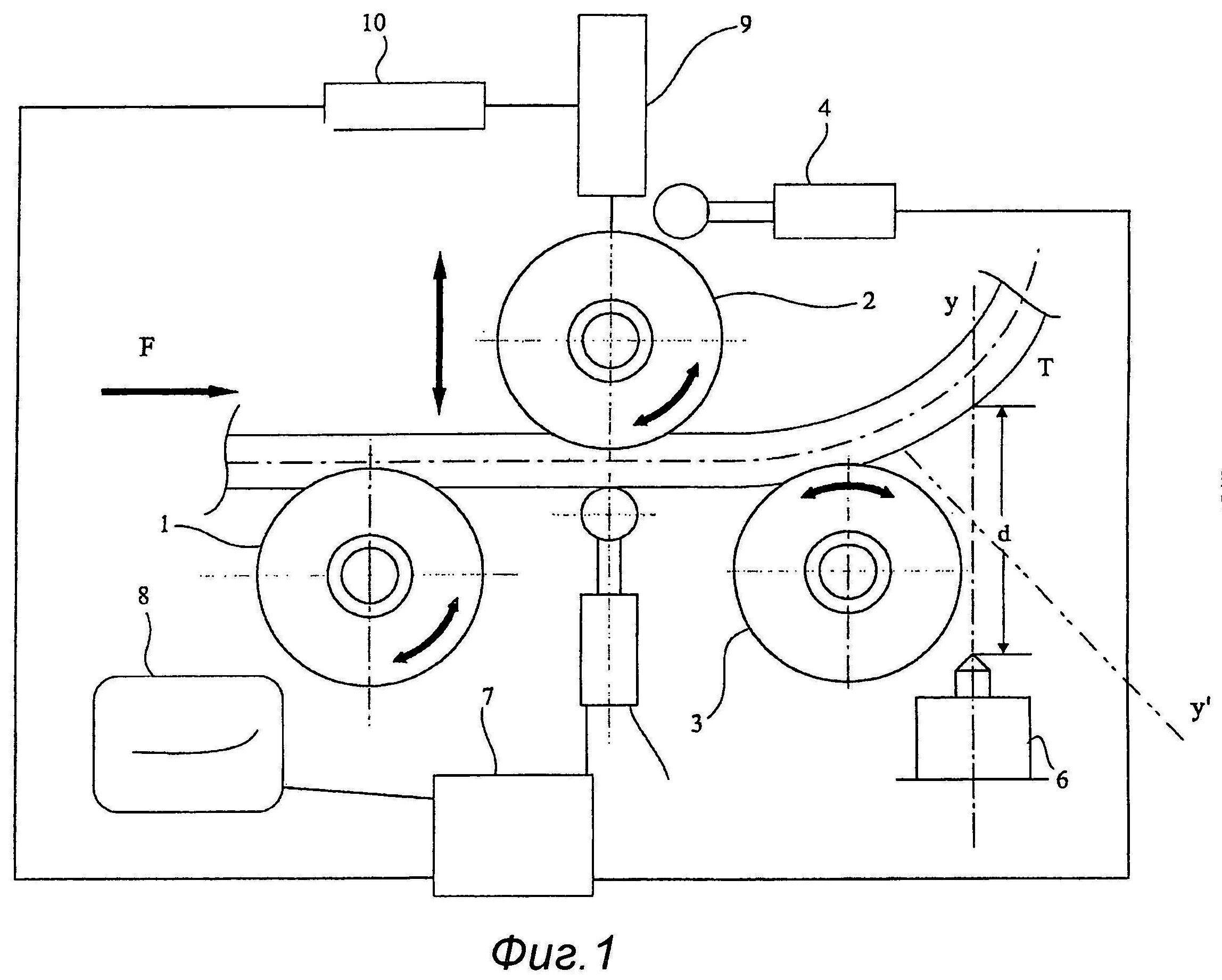
Принцип работы трубогиба
Самый простой фронтальный трубогиб изготавливается из следующих деталей:
— металлические валики или вальцы с подшипниками;
— приводная цепь;
— механизм привода;
— пружина, желательно из лигированной стали;
— две шестеренки, одна ведущая, другая ведомая;
— арматура на оси вращения и приводную ручку;
— домкрат, лучше всего реечный;
— швеллер или двутавр для рамы.
В крайнем случае металлические вальцы можно заменить на деревянные или пластиковые. Но, как вы сами понимаете, металл будет намного надежнее.
Принцип действия прост: ручка вращает ведущую шестеренку и вал, это вращение через цепь передается на ведомый вал, который подает профильную трубу, а третий валу установлен в определенном положении, загибает эту трубу.
В этом видео наглядно показана работа самодельного трубогиба:
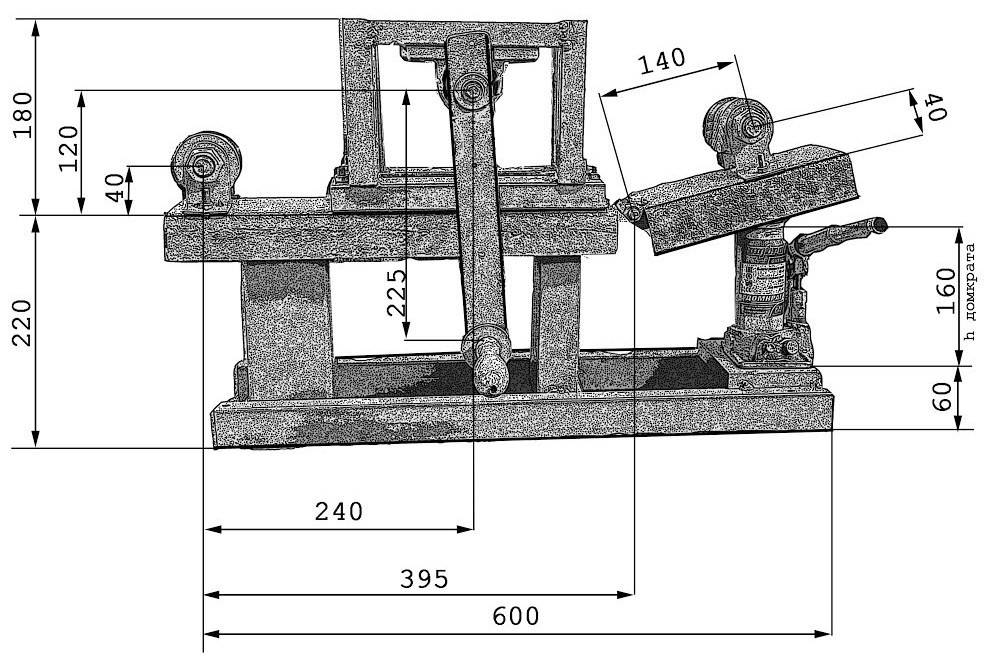
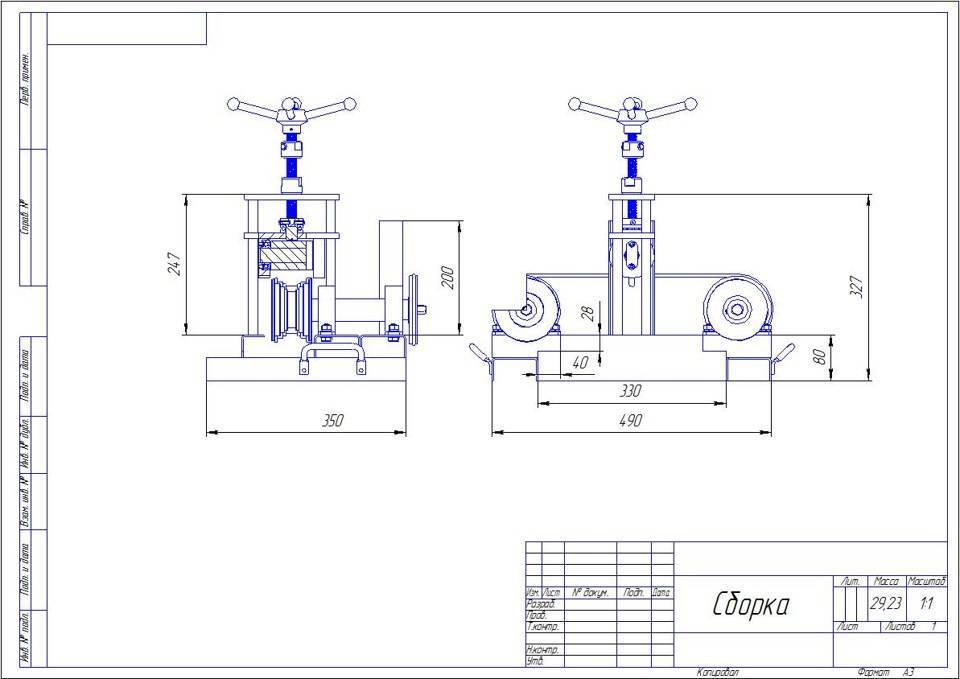
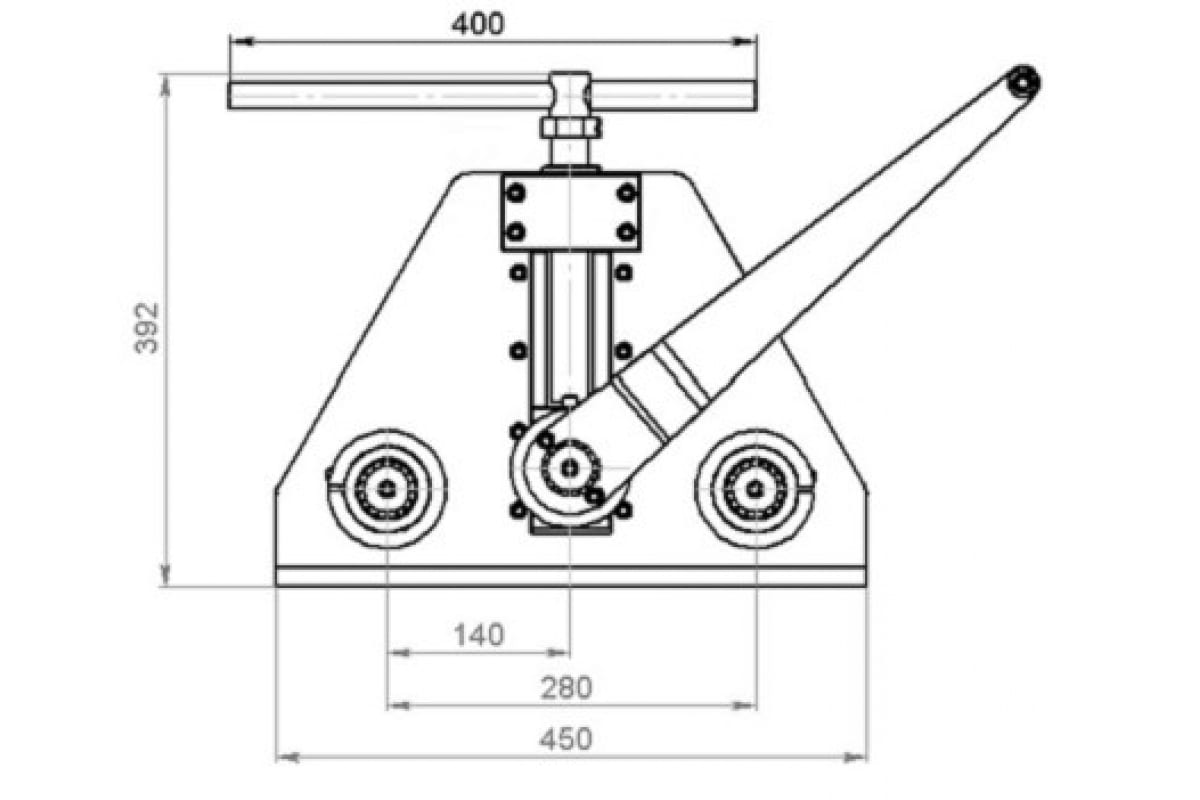
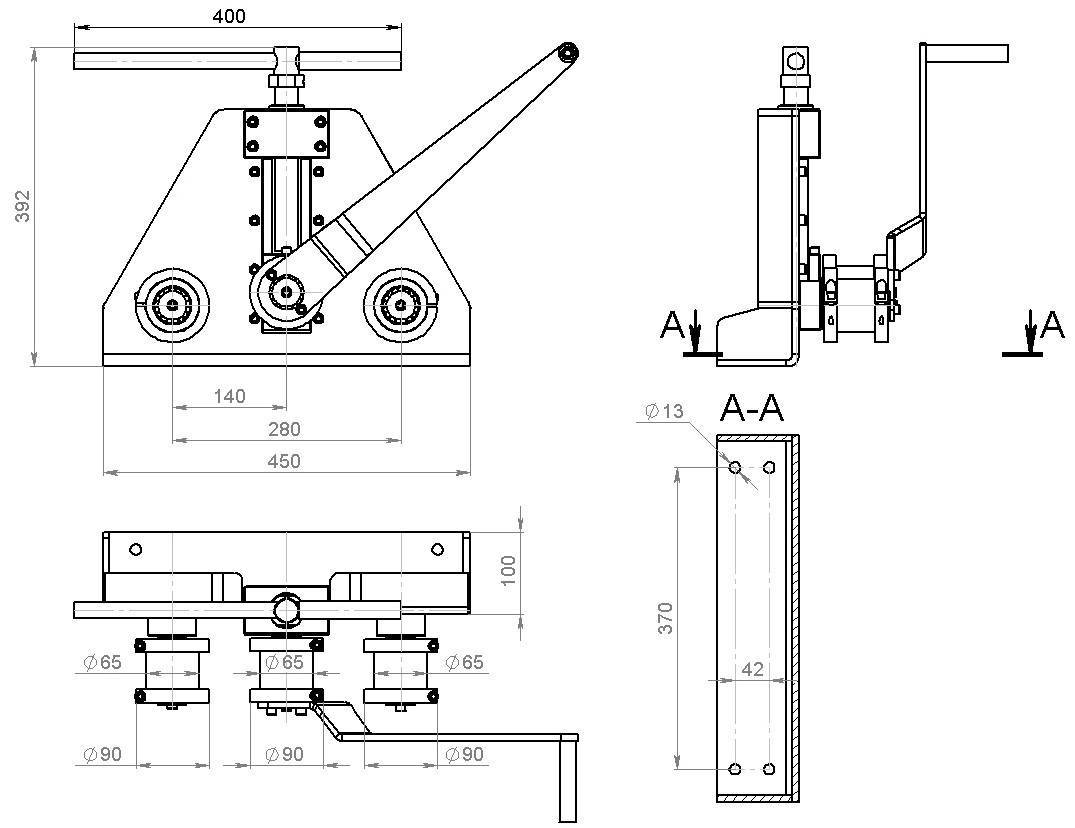
Габариты и размеры станка
Конструкция станка
одна и та же кинематическая схема
Особенностью самодельных станков является то, что при пользовании им довольно частыми является ситуации, когда обрабатываемые заготовки сплющиваются. Это приводит к возникновению на участке изгиба заломов. Заготовки, которые имеют подобные дефекты, уже не подходят для использования.
Однако в силах каждого избежать столь неприятных результатов. Добиться этого можно, если еще на начальном этапе будет отработана технология загиба на профильных трубах, имеющих различные сечения. Если опираться на практический опыт, то сегодня есть достаточно людей, которые заинтересованы в услугах по выгибанию профильной трубы. В первую очередь сюда следует отнести владельцев дач, которым часто приходится строить теплицы своими руками. Предоставлять подобную услугу можно лишь при условии, что предприниматель решит вопрос с главным компонентом, без которого невозможно оказывать их — купит станок для гибки труб.
Чтобы выбираемое оборудование наиболее эффективно решало задачу по гибке изделий, следует учитывать такие параметры:
- вариант исполнения, который может быть переносным или стационарным;
- управление, которое может быть автоматическим и ручным;
- тип привода, который бывает ручным и электрическим.
Если говорить о цене той или иной модели, то основное внимание следует уделять опциям, которые предусмотрены у выбираемого аппарата. Если покупатель не заинтересован в высокой точности изделий, то он вполне может ограничиться приобретением станка, имеющего простую конструкцию
Также здесь может быть и альтернатива — изготовление трубогиба своими руками.
Как согнуть профильную трубу – простейший трубогиб
Необязательно мастерить сложное устройство из валков, рычагов и станины. Для сгибания профильных труб небольшого сечения достаточно простого способа например:
Заполнение песком
Во внутреннюю полость заготовки засыпается песок, предпочтительно мелкий речной. Песок предварительно просеивается и сушится. Отверстия с торцов заглушаются пробками. Далее профильная труба гнется вокруг шаблона требуемой формы.

При необходимости место сгиба можно предварительно прогреть паяльной лампой или газовой горелкой.
ВАЖНО! При таком способе необходимо контролировать боковые стенки заготовки. Если превысить критический радиус – труба сложится, как карточный домик
Заполнение водой
На самом деле, гнуть профиль с водой бессмысленно. Поэтому сначала ее надо заморозить. Для этого трубу затыкают с одной стороны пробкой (можно использовать обычный пластилин), заполняют водой и выставляют на мороз.
Важно! Второй конец заготовки оставляют открытым, чтобы не «порвать» трубу при расширении льда. Замерзшую профтрубу гнут на шаблоне
Разумеется, использовать горелку или паяльную лампу нельзя, иначе пропадет весь смысл заполнения льдом. Таким способом хорошо гнуть тонкостенные медные или алюминиевые трубы
Замерзшую профтрубу гнут на шаблоне. Разумеется, использовать горелку или паяльную лампу нельзя, иначе пропадет весь смысл заполнения льдом. Таким способом хорошо гнуть тонкостенные медные или алюминиевые трубы.
Пружина (самодельный дорн)
Предварительно из стальной проволоки вьется пружина, габариты которой на 3-5%!м(MISSING)еньше внутреннего сечения профиля. Готовая оснастка помещается вовнутрь, и профтрубу можно гнуть традиционным способом вокруг шаблона. После окончания работ пружина извлекается, выравнивается и ее можно использовать повторно.
Популярное: Что такое матрица и пуансон, в чем главное отличие?
Резка и сварка
Следующий способ применим в случае, когда радиус загиба мал, а профиль толстостенный и прочный. С внутренней части предполагаемого загиба болгаркой выпиливаются сегменты, геометрия которых рассчитывается перед началом работ.
Труба гнется до необходимого радиуса, а сомкнутые края вырезов завариваются любым способом. Для эстетики, места сварки шлифуются болгаркой.
Важно! Перечисленные способы «работают» на мускульной силе, поэтому применяются лишь для тонкостенного профиля небольшой прочности. Для работы с более серьезными размерами и характеристиками профиля требуется специальный инструмент
Для работы с более серьезными размерами и характеристиками профиля требуется специальный инструмент.
В промышленных масштабах профилированный погонаж гнут с помощью специальных станков, многие их которых оснащены ЧПУ. Это вовсе не означает, процесс нельзя повторить в домашних условиях.
Как минимум, существуют ручные трубогибы для профильной трубы, которые справляются с довольно большим сечением и малыми радиусами изгиба.
Когда используется электрический трубогиб?
Для работы с большим количеством изделий
Такой самодельный трубогиб может быть использован для выполнения не просто сложных, но и самых ответственных работ на необходимом участке трубопровода.
Важно! С помощью электрического трубогиба можно выполнять сгибание стальных труб любого диаметра и с любой толщиной стенки использующихся при монтаже трубопроводов, необходимого радиуса изгиба
Во время прокладки трубных коммуникаций часто приходится иметь дело с элементами конструкций с поворотами. Понятно, что идеальным вариантом в таких случаях являются готовые устройства.
Но, во-первых, не всегда они есть под рукой, а во-вторых, случается, что стандартные перемычки не всегда можно использовать для конкретного участка трубопровода.
Для изготовления соединений с точным углом
Например, если необходимо, чтобы труба шла под углом 90⁰, то с помощью электрического трубогиба можно легко с точностью до одного градуса изготовить необходимое соединение своими руками. Главное преимущество такого самодельного приспособления: руки и станина не чувствуют никакой отдачи, хотя его сила равняется усилию, которое создает оборудование гидравлического типа. Поэтому, станок для гибки труб можно размещать на мягких поверхностях и даже шаткой основе.





