

Особенности гибки профильных труб
 Профильные трубы изгибаются аналогично круглым изделиям, но во время работы по выгибанию следует учитывать определенные нюансы:
Профильные трубы изгибаются аналогично круглым изделиям, но во время работы по выгибанию следует учитывать определенные нюансы:
Профильное сечение более подвержено деформации, причем добавляется крутящее искажение и сплющивание боковых стенок. Для исключения этого луза роликов должна строго соответствовать форме и размерам профиля. В обычной круглой лузе вероятность деформации велика.
Минимальный диаметр изгиба определяется по высоте профиля (h). Когда надо согнуть трубу с высотой менее 20 мм, диаметр изгиба должен быть более 2,5h, а при высоте более 20 мм – 3,5h. При толщине стенки 1 и менее мм, гнуть не рекомендуется, т.к. велика вероятность деформации
Придется использовать сварку.
Особое внимание сварному шву. Он должен располагаться только сбоку.
Самые популярные варианты самодельных трубогибов
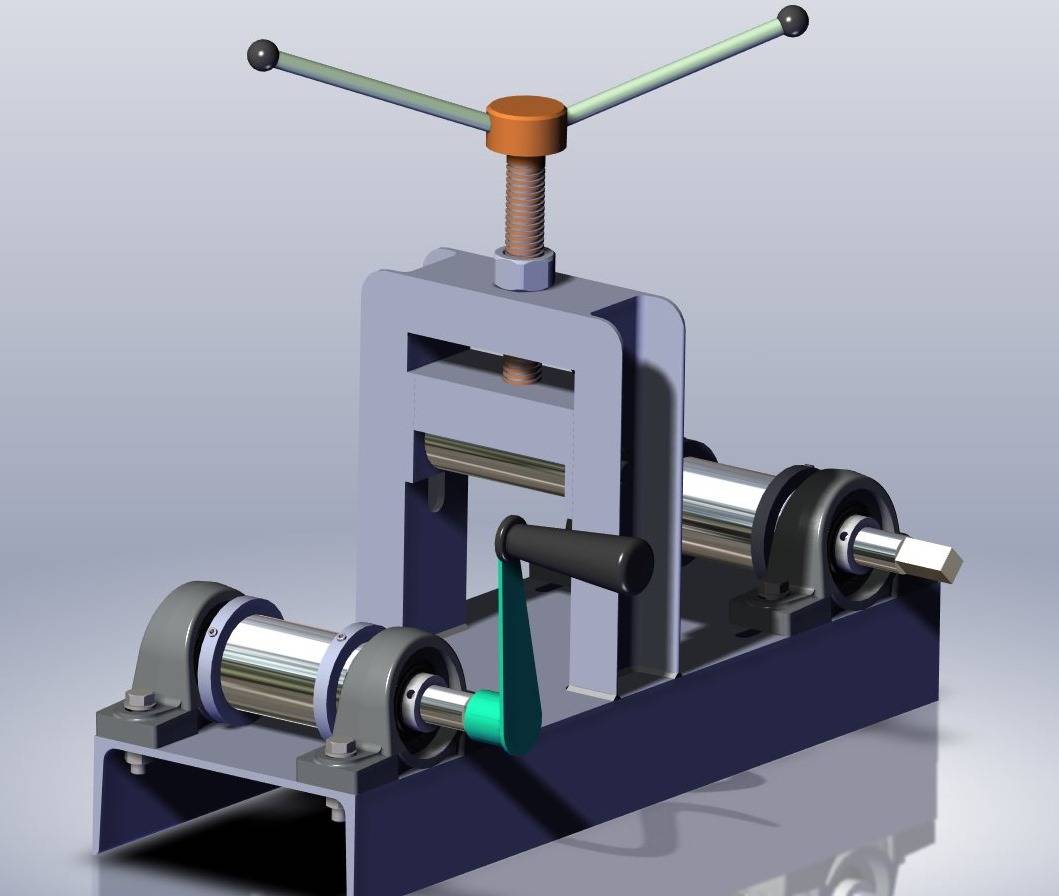
Самыми технологичными и универсальными являются трубогибы, работающие по принципу прокатки. Именно такие устройства, часто оснащенные электроприводом, используют профессионалы, постоянно сталкивающиеся с необходимостью гибки труб из различных материалов, в том числе и из нержавеющей стали.
Вариант самодельного трубогиба
Основу конструкции такого устройства составляют три вращающихся ролика, один из которых является прижимным. Благодаря постепенно увеличивающемуся давлению прижимного ролика и повторяемой для каждого нового положения ролика прокатке сгибание трубы осуществляется наиболее щадящим способом, ее стенки подвергаются растягивающим манипуляциям очень равномерно.
Самодельный трубогиб с электроприводом, сделанный своими руками
Компьютерная модель трубогиба Компьютерная модель трубогиба Чертеж прижимного винта Чертежи валов Чертежи валов Чертеж кольца Комплектующие трубогиба Комплектующие трубогиба Процесс сборки Привод от двигателя Привод от двигателя Вид со стороны валов
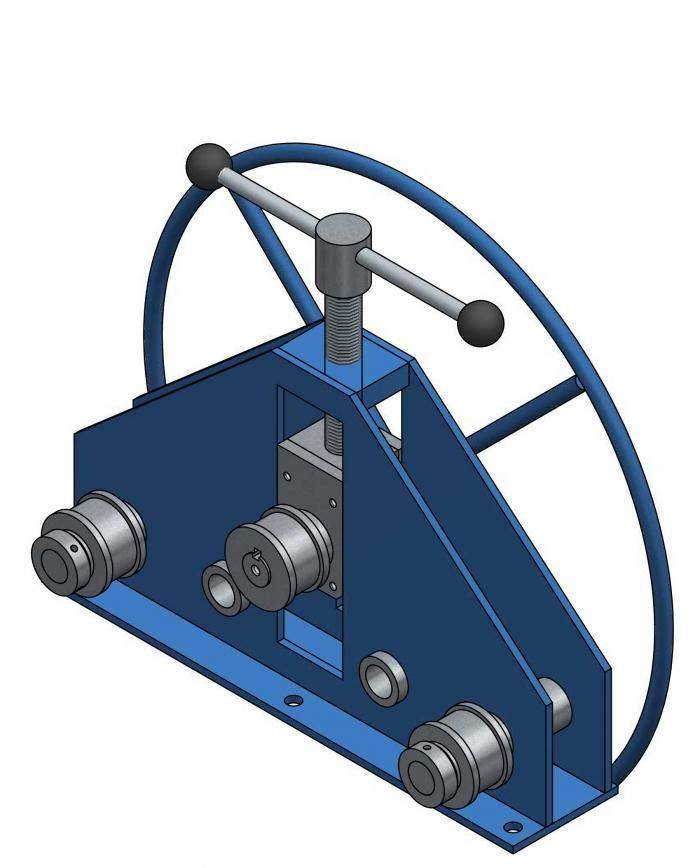
Самое главное, что позволяет делать такой трубогиб, – это регулировать радиус изгиба обрабатываемого изделия. Вариантов конструктивного исполнения такого универсального устройства может быть несколько: на элементах рамной конструкции расположены вращающиеся упорные ролики, а также колесо, с помощью которого прокатывается труба; боковые несущие поверхности и основание делается из листового металла, а для перемещения прижимного ролика используется винтовая передача. На устройствах второго типа можно изменять минимальный радиус изгиба, что достигается за счет изменения положения опорных роликов.
Валы данного трубогиба позволяют комфортно работать не только с круглыми трубами, но и с профильными
Несущую конструкцию для такого трубогиба можно изготовить из дерева. Металлическими в нем останутся оси роликов, шток, крепежные элементы и ручка для прокручивания роликов, которые также можно изготовить из древесины или полимерных материалов.
Выше мы рассмотрели трубогибы, в которых процесс протягивания обеспечивается за счет вращения прижимного ролика. Есть также категория устройств, в которых движение трубы задается при помощи вращения опорных роликов.
Вариант с винтовым домкратом
Трубогиб электрический или ручной, в котором вращение передается одному ролику, обладает ограниченными возможностями. Для трубогиба, в котором вращаются оба опорных ролика, характерна более сложная конструкция, так как необходимо передавать вращение сразу двум элементам.
Более удобным, по мнению многих специалистов, является трубогиб, в котором прижимной ролик расположен снизу. Некоторые мастера придерживаются мнения, что контролировать сгибание труб на нем значительно проще, они не загораживаются верхней несущей конструкцией.
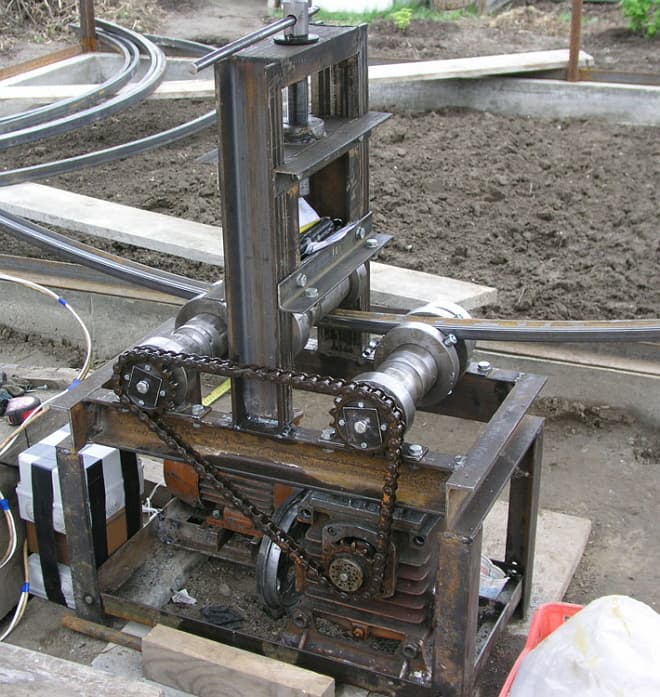
Трубогиб с электромотором и приводом через две цепи
Любое устройство для гибки труб является достаточно несложным приспособлением, работа которого основана на элементарных законах механики. Если потребность в сгибании нержавеющих, металлопластиковых труб, а также труб из других материалов возникает нечасто, то можно ограничиться и ручным устройством.
Необходимые элементы конструкции
Конструкция трубогиба должна удовлетворять следующим основным требованиям – исключение деформаций по сечению и в поперечном направлении, угол изгиба до 180 º, возможность изгиба стали и цветных металлов. Такие требования удовлетворяются только при наличии таких обязательных элементов в конструкции устройства:
- Цилиндрическая поверхность с необходимым диаметром снизу, по которой обеспечивается изгибание. Обычно устанавливается ролик соответствующего диаметра.
- Прижимное устройство вверху для исключения движения трубы при изгибании в вертикальном направлении.
- Направляющие элементы для исключения деформации в поперечном направлении. Данная проблема решается лузой на роликах непосредственно в месте изгиба и деталями, направляющими и фиксирующими изгибаемый элемент на определенном удалении.
- Механизм для создания необходимого усилия. Он может отсутствовать при ручном гибе за свободный конец. Конструкция механизма определяется видом привода трубогиба (механический, электрический, гидравлический).
Изгиб ограничивается минимально допустимым диаметром.
Для стальных труб до 20 мм при стенке менее 2 мм он устанавливается 4D (где D – диаметр), свыше 2 мм — 3D; размером 20-35 мм – 5 и 3D, соответственно; труб 35-60 мм со стенкой более 2 мм — 4D; труб свыше 60 мм – 5D.
Арбалетный трубогиб
Основой арбалетного самодельного механизма является металлическая рама. Ее сваривают из швеллера и металлических уголков. Внутри этой основы устанавливаются два вальца (их должно быть два), домкрат и прижимной башмак. Последний необходим для формирования усилия, которое будет нацеливаться на изгибаемое изделие. Подробно все тонкости сборки арбалетного трубогиба представлены в видео.
Арбалетный трубогиб
Мы лишь хотим заметить, что такие самодельные устройства допускается использовать для изгибания круглых по сечению труб. Профильные изделия арбалетный станок, как правило, деформирует. А теперь давайте попробуем сделать высокотехнологичное приспособление, функционирующее по принципу прокатки. Его главными элементами являются вращающиеся ролики. Всего в конструкции такого трубогиба их три. При этом один из роликов будет выполнять функцию прижимного.






Принцип работы прокатного приспособления понять несложно. Он основывается на том, что давление ролика (прижимного) на трубу постепенно повышается. Причем нагрузка на обрабатываемую заготовку повторяется на всех положениях подвижного роликового элемента. За счет такой схемы изделие изгибается по самой щадящей технологии.
А вот остальные элементы агрегата – рычаг для прокрутки роликов, крепеж, оси роликов, следует делать из металла. Заметим, что в последнее время ролики изготавливают и из полиуретана. По своим характеристикам он ничем не уступает металлу. Описывать процедуру сборки прокатного механизма мы не будем. Просто посмотрите предлагаемое видео, и вы гарантированно сможете сделать такой станок самостоятельно. Правда, времени на его изготовление придется потратить немало. Но зато вы получите в свое распоряжение по-настоящему эффективный трубогиб.
В самом деле внешне он чем-то напоминает арбалет (особенно некоторые серийные образцы). Фабричные выпускается в разных вариантах, в том числе компактные (почти ручные), но самодельные образцы делают стационарными, с мощной сварной станиной. В большинстве случаев умельцы просто копируют конструкцию. Сравните заводской и кустарный.
Конечно, есть разница исполнении, но производителю фирменного надо его подороже продать, производитель самодельного рассматривает свое изделие не как товар, а в качестве прочного и надежного инструмента.
Сварная рама из уголка и швеллера, внутри домкрат (заводские образцы могут иметь возвратные пружины для штока), два верхних подвижных упорных ролика со сменными положениями. На шток домкрата устанавливают прижимной башмак.
Как сделать трубогиб своими руками: инструкция
Если имеется пример или схема трубогиба, то изготовить станок своими руками не составит большого труда. Нужно придерживаться соответствующей последовательности выполнения действий. Чтобы сделать трубогиб для профильной трубы выполняются следующие манипуляции:
- На валу нужно расположить шестерни, а также подшипники и кольца. Изготовление валов доверяется опытному токарю. Если же планируете создать все детали самостоятельно, то понадобится три вала, два из которых распределяются на нижнем основании (служит швеллер), а третий подвешивается на пружинках.
- В кольцах просверливаются соответствующие отверстия, которые нужны для того, чтобы нарезать резьбу. Эта резьба нужна для того, чтобы к валам присоединить шестерни.
- Полка для закрепления третьего ролика делается также из швеллера.
- Все элементы распределяются на станине, и объединяются при помощи сварки или болтовых соединений.
- Первым делом монтируется каркас, на котором распределяются соответствующие конструктивные элементы.
- Полка перпендикулярно приваривается к основанию.
- К одному из валов крепится рукоятка.
- В завершении для регулировки радиуса изгиба профильных труб нужно установить на верхней полке гидравлический домкрат.
Если делать инструмент по шаблону, то трудностей никаких не возникнет
Чтобы разъяснить некоторые моменты, следует обратить внимание на следующие факторы:
- Прижимной вал, располагающийся на полке, должен быть дополнительно к ней закреплён. Он также фиксируется шпонками.
- Прижимной ролик изготавливается путём выполнения следующих манипуляций: на полку фиксируется вал, а также пружины, которые крепятся к предварительно установленным гайкам. После изготовления полки, её можно приваривать к станине основного устройства.
- Чтобы натянуть цепь, нужно использовать магнитный уголок. Он будет служить держателем.
- Звёздочки фиксируются шпонками, изготовленные из гровера.
- Ручка для привода конструируется из стальной трубки.
- Домкрат размещается на подвесной полке.
Конструкция простейшего самодельного агрегата для гибки профилированных труб, представлена на видео ниже.
Последовательность изготовления конструкции трубогиба
Итак, теперь непосредственно об этапах работы, которые выполняются самостоятельно:
- после того, как валы заказаны, приступают к изготовлению основания под самодельный трубогиб. Для него подойдет толстая металлическая пластина (не менее 10 мм) квадратной формы. Для крепления основы к столу необходимо просверлить четыре отверстия по углам пластины, либо же приварить к металлическому столбу, замурованному в пол;
- по центру пластины с помощью сварки крепят штифт такого же диаметра, как и малый тройной вал;
- следующим этапом необходимо изготовить поворотный механизм. Для этого три металлические пластины сваривают в виде буквы П (ширина пластин более 50 мм), причем высота конструкции зависит от диаметров большого и малого вала: в этой высоте должны поместиться полностью подвижный шкив и половина стационарного;
- для монтирования валов потребуется просверлить несколько отверстий. Ножки буквы П находятся на расстоянии друг от друга, чуть большем, чем высота валов. К верхней планке конструкции приваривают ручку, длиной около 25 см, на которую впоследствии надевают трубку-рычаг;
- большой штифт монтируется в первую очередь и закрепляется шплинтами за пластиной в виде буквы П, а малый вал надевают вместе со всей конструкцией;
- для оборудования стопора трубы к станине приваривают еще один штифт, установленный вертикально. Он будет служить в качестве упора.
После того, как самодельный трубогиб собран, необходимо провести испытания.

После изготовления трубогиба, необходимо провести его испытание
Для этого лучше всего использовать остатки гофры, а не новый материал.
- Если нужно согнуть трубу без сплющивания места изгиба, то ее заполняют песком.
- Тонкостенные изделия легко гнутся холодными, а дюймовые лучше разогреть.
Облегченные модели трубогибов
Существует несколько способов изготовить более простой конструкционно самодельный трубогиб. Для первого варианта устройства, с помощью которого можно легко согнуть стальные и алюминиевые трубы, понадобится деревянный шаблон, толщиною чуть больше, чем обрабатываемая гофра.
Для изготовления шаблона используют доски, которые выпиливают под наклоном. Это необходимо для того, чтобы сгибаемый материал не выскользнул за шаблон. Соединенные доски фиксируют на поверхности стола или на другом удобном основании. На нем же крепят и упор, с помощью которого будет производиться изгиб.

Для тонкостенных труб можно изготовить деревянный трубогиб
Обрабатываемый материал помещается между шаблоном и упором, затем медленно гнется с противоположного конца. Для облегчения работы можно воспользоваться рычагом, который вставляют либо в саму трубу, либо поверх нее. Не рекомендуется гнуть трубу в центре шаблона, поскольку можно ее поломать. Это наиболее простая конструкция трубогиба.
Второй способ похож на предыдущий, только в качестве шаблона используются металлические крючки, которые закрепляют поверх фанерного листа по линии предполагаемого изгиба. Преимущество данной конструкции заключается в том, что крючки можно переставлять для изменения радиуса трубы.
Преимущества и недостатки ручных трубогибов
Основные достоинства ручных устройств:
- Ручной трубогиб обладает небольшими габаритными размерами и весом. Гибка труб с их помощью возможна практически в любом месте: в мастерской, на дачном участке, в гараже или на строительной площадке. Как правило, необходимость в трубогибе для круглых труб возникает в тех местах, где прокладывают инженерные системы.
- Еще одно преимущество заключается в том, что с помощью таких устройств легко осуществляется гибка труб из мягкого металла или же тонкостенных изделий.
- Ручной агрегат достаточно мобилен: при необходимости его с легкостью можно перенести в любое место.
- С работой на ручном трубогибе справится даже самый неопытный пользователь: принцип его работы настолько прост, что не разобраться в нем просто невозможно.

Ручной трубогиб имеет массу преимуществ, однако им нельзя согнуть трубы большого диаметра Однако, наряду с достоинствами, существуют и недостатки использования подобного прибора. Один из наиболее важных: отсутствие возможности изогнуть трубу большого диаметра. Также затруднительной будет гибка толстостенной гофры.
Рычажной трубогиб с центральным и прижимным роликом
 Подвижные и неподвижные ролики составляют основу подобного самодельного устройства. Они способны придать заготовке внушительную окружность. Конструкцию делают в основном из металла или дерева. Трубогиб изготавливается за довольно короткое время. Прижимной и центральный ролик делается из металла. Держателю придается П-образная форма. Величина устройства зависит от нагрузки, чем она больше, тем лучше сгибать трубы большого сечения.
Подвижные и неподвижные ролики составляют основу подобного самодельного устройства. Они способны придать заготовке внушительную окружность. Конструкцию делают в основном из металла или дерева. Трубогиб изготавливается за довольно короткое время. Прижимной и центральный ролик делается из металла. Держателю придается П-образная форма. Величина устройства зависит от нагрузки, чем она больше, тем лучше сгибать трубы большого сечения.
Ось для центрального ролика надежно фиксируется на основании. Этот держатель должен быть вращающимся. С другой стороны от ролика на держатель монтируется рукоять — это рычаг, и его длина влияет на усилие при сгибании. Если он короткий, то выполнить задачу станет неимоверно трудно. Трубогиб рычажного типа без труда проводит манипуляции с разнообразным радиусом изгиба изделия.
Предназначение приспособления
Трубогиб – это приспособление, которое обеспечивает качественное изгибание по заданному диаметру (при изгибании профильной трубы – профелегиб). Для чего он нужен? Его необходимость объясняется тем, что трубная конструкция представляет собой полый элемент, при изгибании которого происходит неравномерная деформация внутренней структуры.






При свободном изгибе возможны такие проблемы:
- верхняя часть подвергается значительному растяжению, вплоть до разрыва металла;
- нижняя часть сжимается с огромным усилием, что приводит к образованию «гармошки»;
- в поперечном сечении происходит сплющивание трубы, что существенно ухудшает проходимость внутреннего канала;
- изгиб очень трудно обеспечить строго по заданному диаметру – возникают разнонаправленные поперечные деформации.
Трубогиб (профлегиб) создает строгое направление деформации по окружности и равномерно перераспределяет нагрузки, что обеспечивает изгиб с заданными параметрами и без нарушения проходимости изделия.
Данное приспособление широко используется при монтаже любых конструкций из круглых и профильных труб (ангары и теплицы с арочным перекрытием, шпалеры, перголы, аттракционы, тренажеры, каркасы, ограждения и т.д.), при прокладке и ремонте трубопроводов, изготовлении различного оборудования и станков.
Возможности изгибания без станка
Трубогиб или профлегиб необходим при строгом нормировании диаметра изгиба и при значительном размере трубы. Если диаметр изгиба не очень важен, а необходимо обеспечить определенный угол изгиба, то операцию можно осуществить вручную без специальных приспособлений.
Используются такие варианты:
- Заполнение полости трубы песком. Применяется мелкозернистый песок, который плотно засыпается внутрь. Торцы следует закрыть заглушками. Такое наполнение не позволит деформироваться материалу, а потому трубу можно гнуть по любому цилиндру вручную. Диаметр цилиндра, по которому производится гибка, не должен быть меньше минимально допустимого.
- Заполнение водой. Лучший вариант – заполнение полости с последующей заморозкой воды. Если концы трубы надежно загерметизированы, то ее можно смело гнуть по любому цилиндрическому шаблону.
- Роль амортизатора может эффективно исполнить пружина. Если надо согнуть трубу небольшой длины, то можно в ее внутренний канал ввести стальную пружину, которая будет плотно сидеть в полости. Такую пружину следует самостоятельно намотать из стальной проволоки.
- Изогнуть трубу без станка, по шаблону можно после предварительного нагрева с помощью газовой горелки.
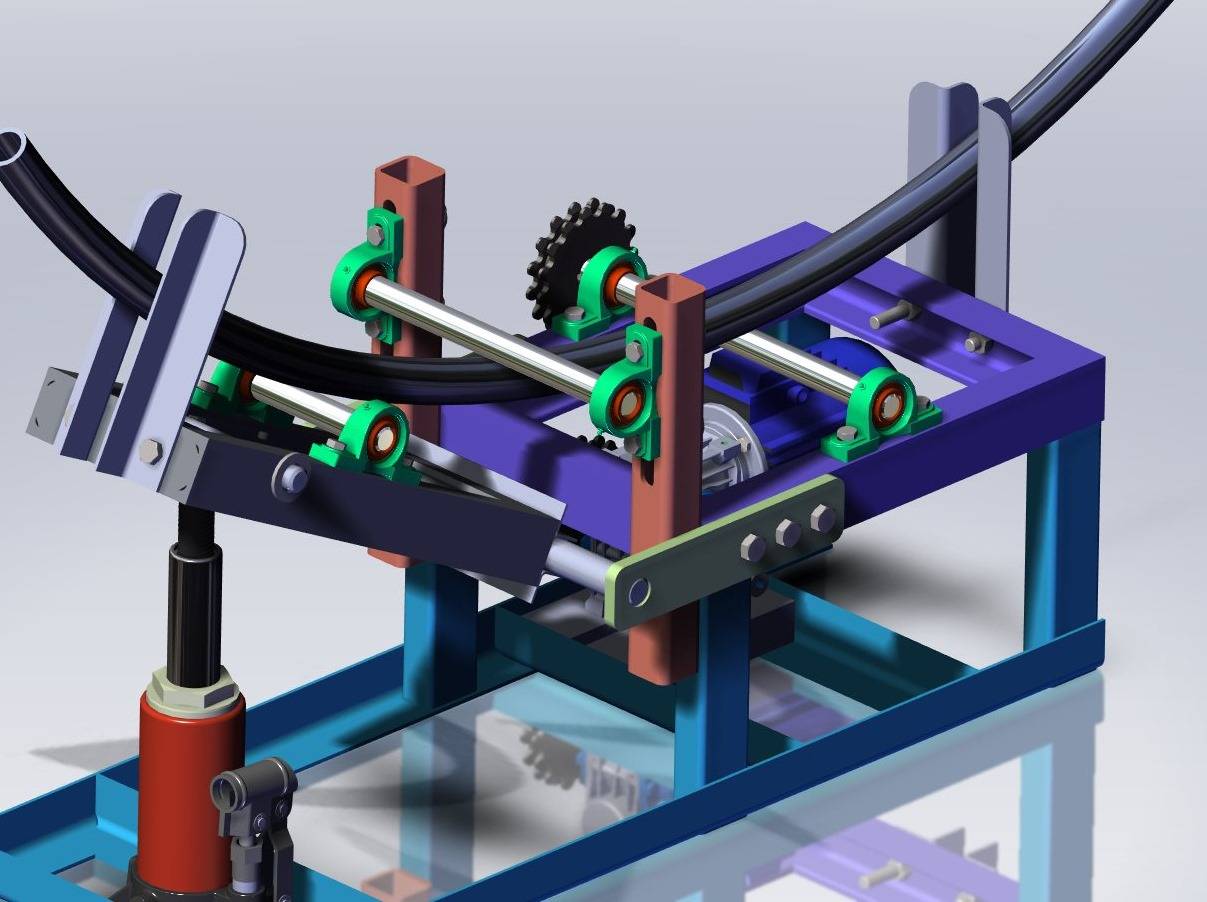
Гибочный станок для профильных труб
Изгиб длинных профильных труб требует не только усилия для их деформации, но и механизма для протяжки деталей на нужное расстояние. Часто в конструкции самодельных гибочных станков используется не винт, а домкрат или лебёдка, а привод включает электродвигатель.
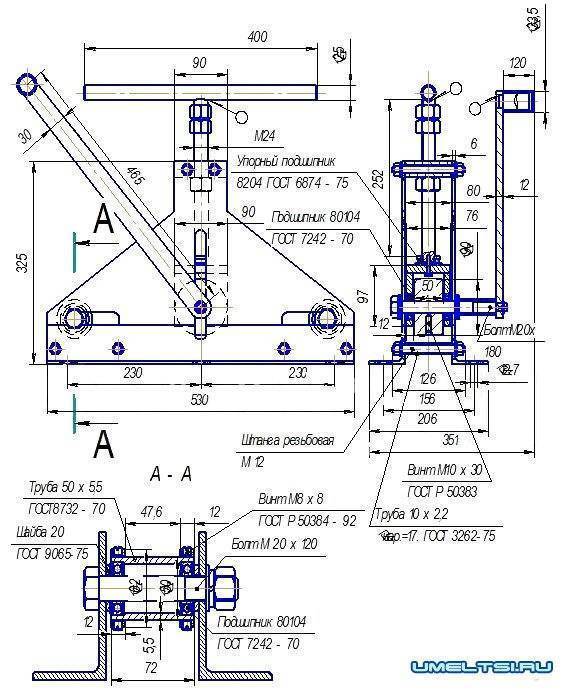
Чертежи самодельных устройств
Гибочный станок. Вид сбоку Трубогиб с приводом верхнего ролика Трубогиб с изменяемым расстоянием между роликами Простейший трубогиб протяжного типа
В представленных на чертежах гибочных станках для прижатия ролика используется резьбовая передача. Мы же в нашей конструкции будем применять гидравлический домкрат, а также ручной привод с применением деталей от газораспределительного механизма автомобильных двигателей внутреннего сгорания.
Инструменты и материалы
Для того чтобы приступить к работе, подготовьте такие детали и материалы:
- уголки для станины станка;
- круглые или профильные трубы для каркаса;
- рабочий и протяжные валы (ролики);
- домкрат;
- пружины;
- цепная передача;
- натяжитель;
- подшипниковые опоры в сборе с подшипниками;
- ручка;
- швеллер для крепления;
- болты и гайки.
В работе вам понадобится ручной и электрический слесарный инструмент:
- угловая шлифмашина (болгарка);
- сварочный аппарат;
- электрическая дрель и набор свёрл по металлу;
- молоток;
- комплект гаечных ключей;
- измерительный инструмент.
Не стоит пренебрегать средствами личной безопасности. При работе с болгаркой обязательно надо использовать защитный щиток или очки, а сварочные процессы проводить в плотной спецодежде и специальных перчатках. Следует помнить, что запрещается работать без сварочной маски и проводить электромонтажные мероприятия на мокрой поверхности и в дождь.
Инструкция по изготовлению гибочного станка
Разделение процесса изготовления трубогиба на несколько этапов поможет более чётко организовать работу.
- Изготовьте протяжные (опорные, приводные) и нажимной (рабочий) валы. При отсутствии навыков работы с токарным станком придётся обратиться к специалисту. Обязательно напомните токарю, чтобы он выточил ролики с хвостовиками для установки звёздочек. Лучше всего, если вы возьмёте эти детали с собой. Конструкция рабочих валов должна предусматривать возможность установки приводных звёздочек
- Закрепите на валах подшипниковые опоры и установите на шпонки ведущие шестерни. В конструкции станка можно использовать приводные вёздочки и подшипниковые опоры от автомобильной техники
- Изготовьте с помощью сварочного аппарата каркас гибочного станка. Для этого сначала сделайте квадратную раму с опорными ножками, а затем смонтируйте на ней конструкцию, по которой будет перемещаться плита с нажимным роликом. Изготовление станины гибочного станка
- В качестве плиты используется стальной П или Н-образный швеллер. Для монтажа нажимного вала по краям плиты сверлят отверстия по присоединительным размерам подшипниковых опор. Изготовление каркаса под установку опорной плиты
- Отрезок швеллера с роликом подвешивают к верхней части каркаса на четырёх пружинах, для чего по углам плиты и рамы приваривают гайки в качестве монтажных петель. После этого монтируют гидравлический домкрат. Монтаж прижимного вала
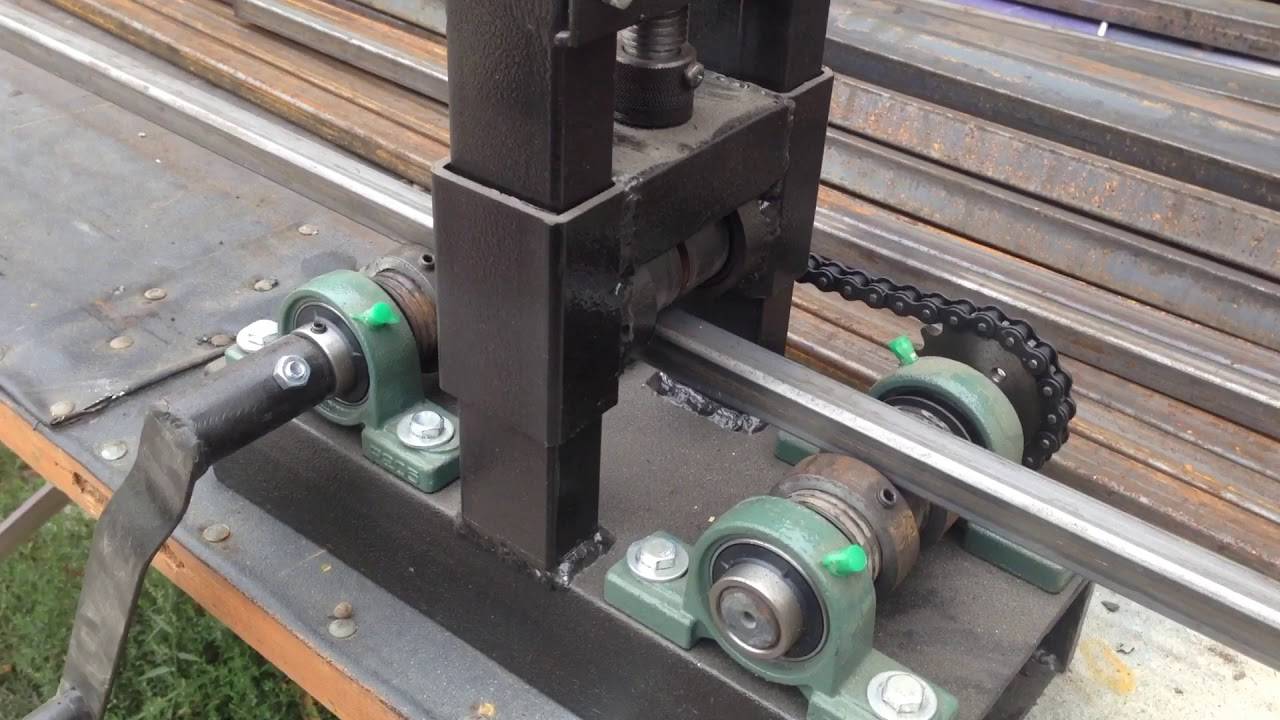
- Установите и прикрепите к нижней раме приводные валы. В профиле, на котором они устанавливаются, просверлите несколько отверстий для смещения роликов к центру. Это позволит более точно изменять радиус изгиба при необходимости. Монтаж приводных валов
- На звёздочки смонтируйте цепь и нажмите на неё в самой нижней точке. Обозначьте место для монтажа натяжителя. Закрепите деталь на станине трубогиба. Монтаж приводной цепи и натяжителя
- Приделайте ручку для вращения валов гибочного станка. Желательно использовать ручку, на которой будет установлена вращающаяся трубка. Это облегчит работу со станком и убережёт руки от мозолей. Установка ручки приводного вала
- Чтобы уберечь конструкцию от воздействия влаги, профилегиб обрабатывают преобразователем ржавчины и красят. Краска предотвратит коррозию и обеспечит эстетичность конструкции
После завершения работы приступают к испытаниям. Для этого металлический профиль укладывают на приводные валы и домкратом прижимают рабочий ролик к поверхности заготовки. Вращая ручку, валам придают ход, после чего металлопрофиль проходит между нижними и верхним валами и приобретает изогнутую форму. Станок испытывают на различных материалах, устанавливая различную степень нажатия верхнего вала. После этого делают заключение об особенностях эксплуатации трубогиба и его пригодности к работе.
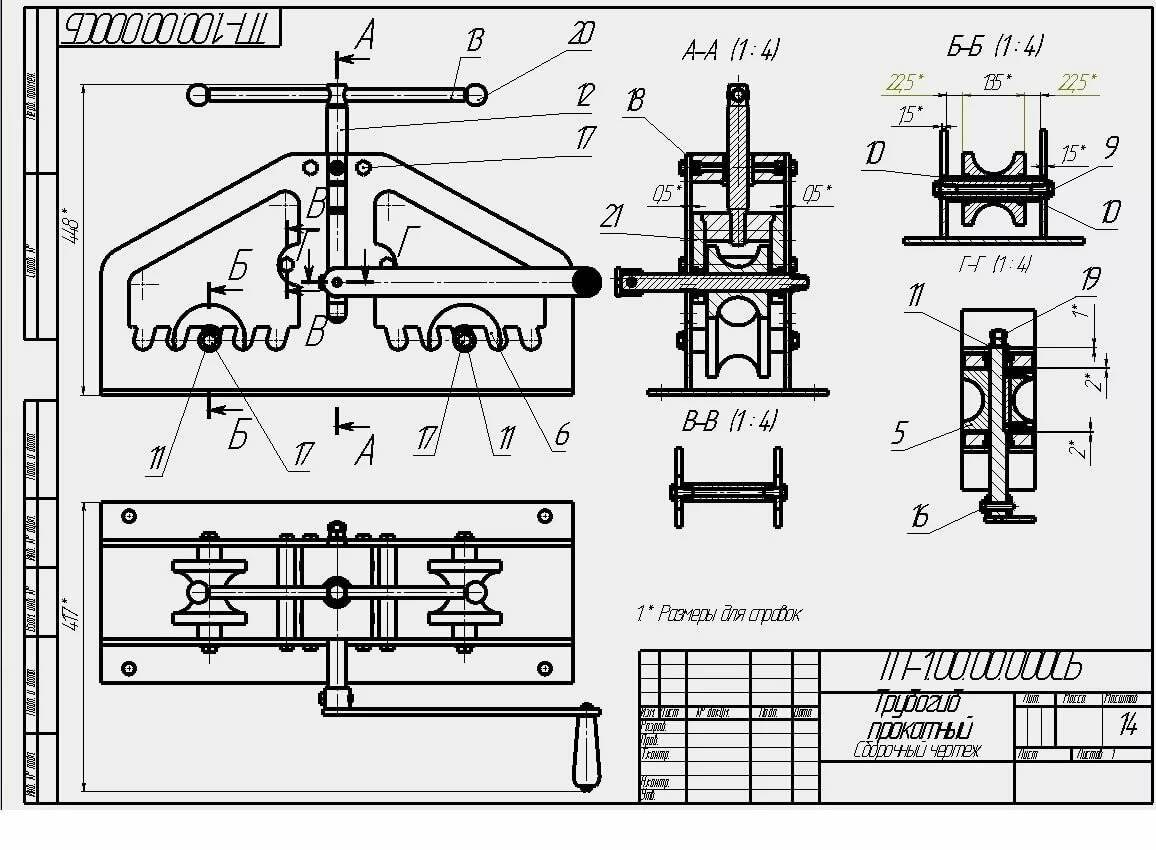
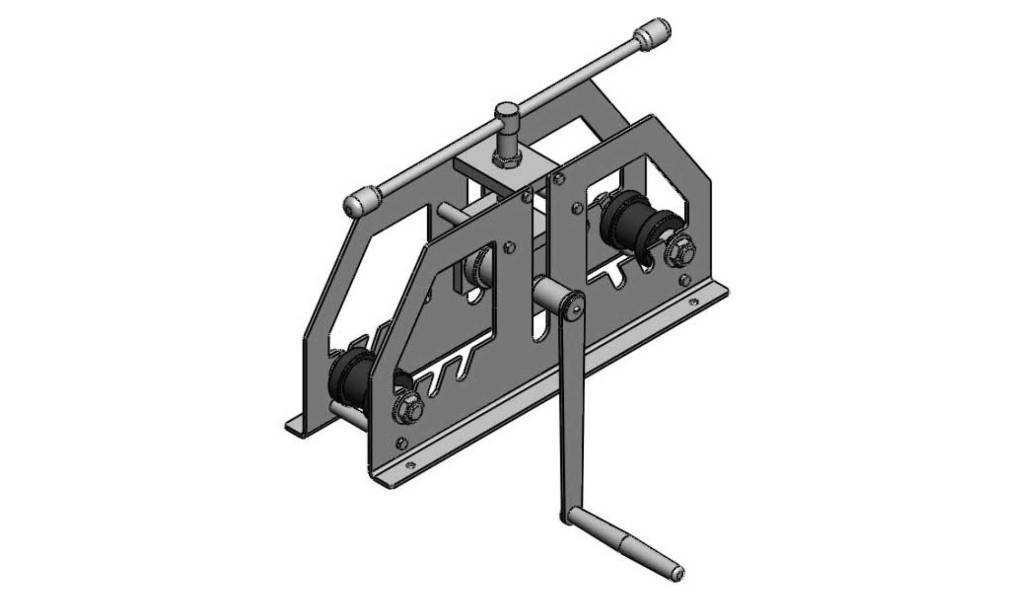
Как самостоятельно сделать трубогиб для профильной трубы?
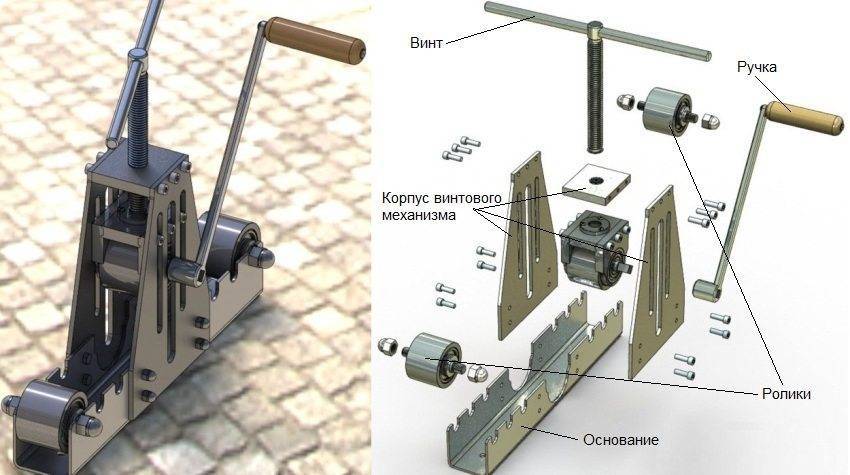
При работе с профильными трубами указанный выше вариант не может использовать. Поместить в крюки прямоугольные или квадратные изделия просто не получится. Поэтому для работы с подобным металлопрокатом нужно собрать специальный роликовый трубогиб. Ознакомившись с чертежами и правилами сборки станка, можно сделать действительно удобный и практичный станок. Для его изготовления потребуются: металлический каркас из стального профиля (изготавливается самостоятельно), домкрат, 3 вала, ролики. О том, как сделать трубогиб своими руками, расскажет следующая инструкция:
1. Изготовить металлический каркас из стальных профилей. К нижней части можно дополнительно приварить крепления, с помощью которых он будет фиксироваться на столешнице. Между нижней (опорной) и верхней частью (на ней будут располагаться валы) размещаются 2 вертикальные опоры: в центре или с одной из сторон. С другой стороны без опоры часть профиля с валиком будут подниматься, поэтому она должна прикрепляться к остальной конструкции болтами. Для подъема этой части будет использоваться домкрат.
2. К готовому каркасу с подъемной движимой частью привариваются валы. Пара располагается слева и справа, ближе к краю. Под третий прижимной вал нужно заготовить опоры. К ним он должен привариваться.
3. К прижимному валу приваривается ручка из стальной трубы. Она поможет вручную проводить изгиб трубы.
4. Чтобы изгибаемая труба не смещалась, необходимо приварить между боковыми валами и прижимным валом по паре вертикальных валов и роликов. Проходя между тонким валом и роликом, труба не будет значительно сдвигаться в сторону, что обеспечит аккуратность проведения работ.
5. В завершении под движимую часть профиля с боковым валиком монтируется домкрат (можно использовать гидравлический бутылочный или обычный реечный). При необходимости его можно зафиксировать на каркасе.
Перед началом работ обязательно нужно изучить параметры используемого домкрата и в соответствие с его размерами заготовить каркас. Предварительно рекомендуется нарисовать схемы с подробным описанием указанных деталей: это позволит избежать ошибок при сборке станка. Металлический каркас и вспомогательные элементы обязательно нужно качественно сваривать. В противном случае при значительном усилии они могут просто отсоединиться, что приведет к необходимости повторной сварки станка. Также стоит изучить прилагаемые фото и видео материалы, позволяющие ознакомиться с особенностями изготовления и использования самодельных трубогибов в быту.


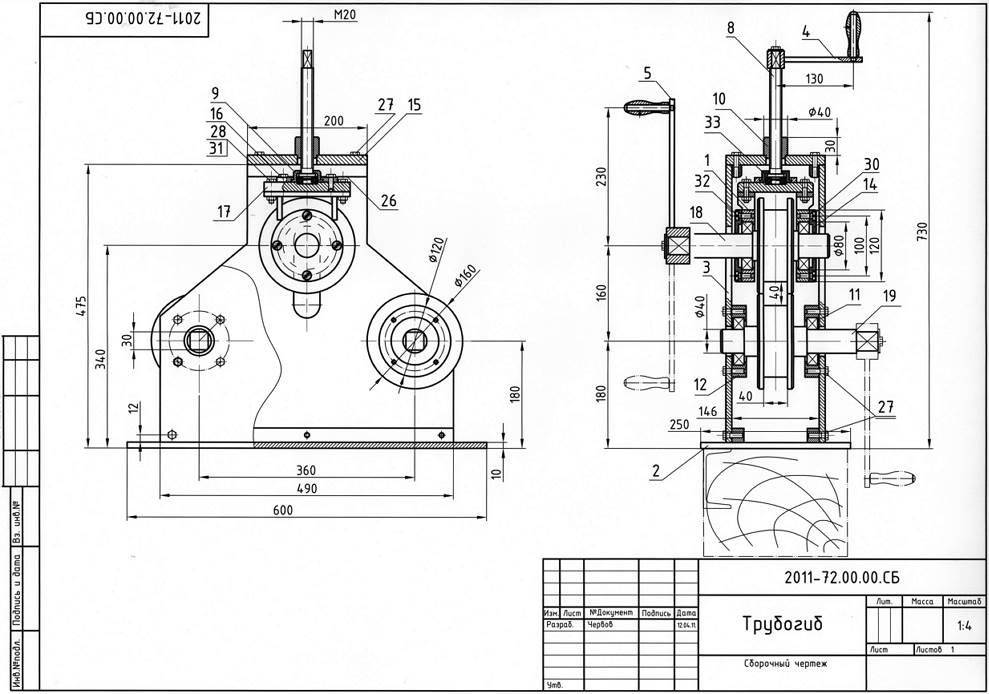


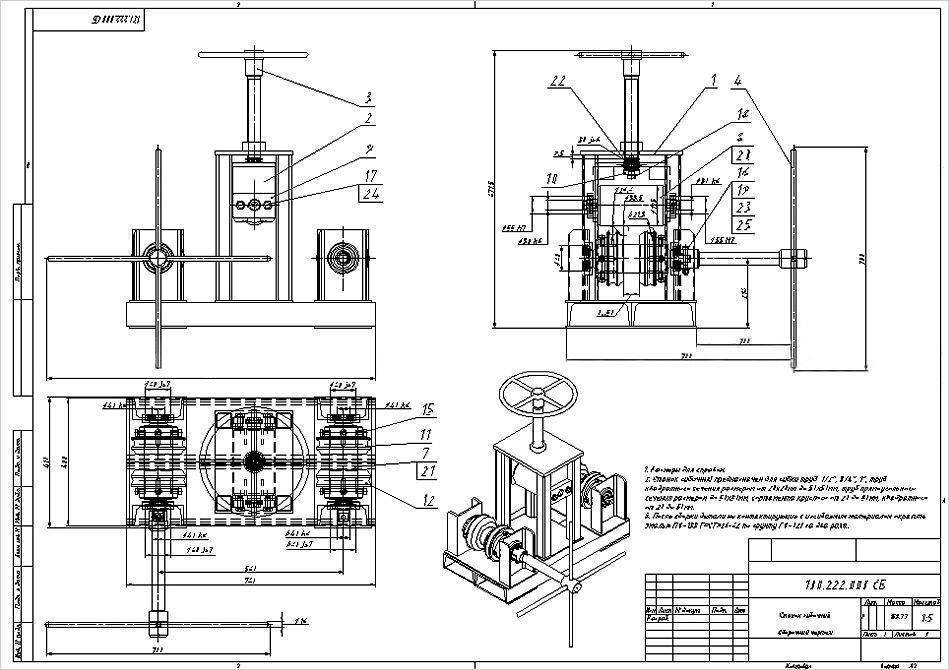
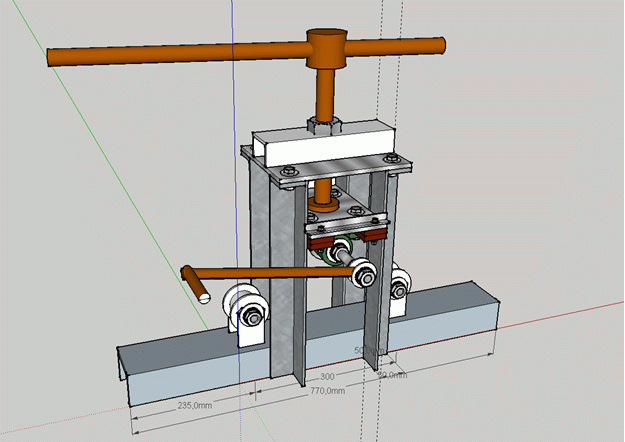
Станок для высокоточной гибки профиля
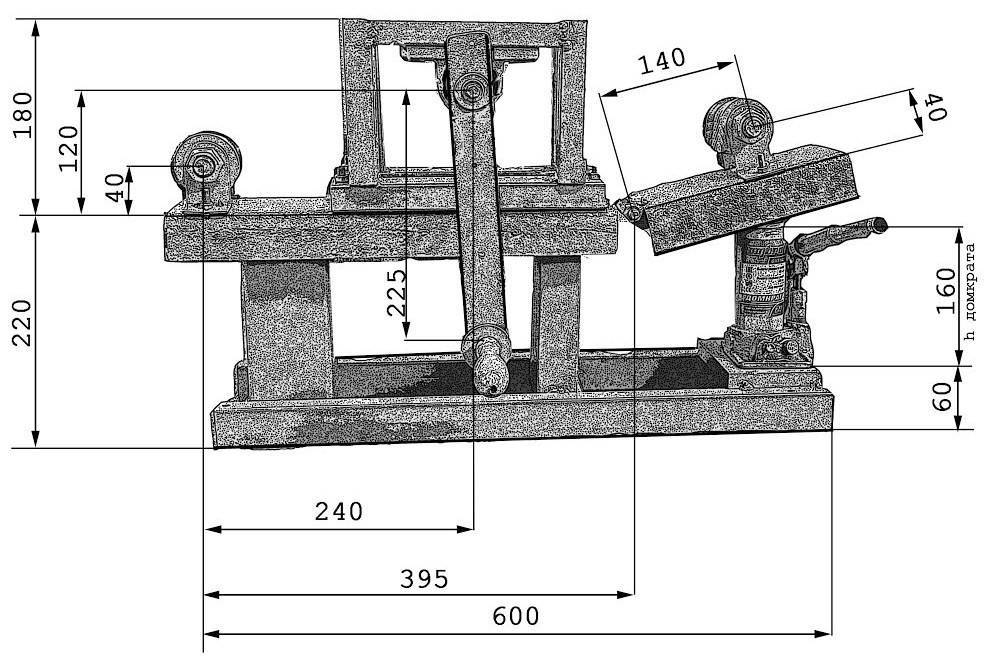
Гибка профильной трубы по радиусу выполняется с применением более сложного устройства, которое также можно сделать в домашних условиях. Схема и конструктивные особенности приспособления приведены на изображении.
Схема станка-трубогиба
Данный гибочный станок для профильной трубы фиксируется на рамном столе (без столешницы), от габаритов которого зависит размер несущей станины. В данной схеме используется станина из швеллера высотой 10 см и длиной 77 см.
Чтобы сделать трубогиб следуйте инструкции:
- Из полосы металла толщиной 5 мм вырезается 4 опорные стойки под малые валы, по которым будет перемещаться профиль. На верхнем торцевой части стоек вырезаются отверстие под ось вращения роликов. Размеры стоек — 5*10 см.
- Стойки привариваются к швеллеру на расстоянии 30 см друг от друга. Ролики под валы можно приобрести на скобяном рынке, такие изделия используются при монтаже откатных ворот. После сварки уложите на ролики профиль и проверьте, не повело ли конструкцию в процессе сваривания. В случае деформации вам потребуется сделать всю работу повторно.
- Далее из листового металла толщиной 8 мм вырезается пластина под несущую часть станка, размеры пластины — 25*25 см. На пластину нам нужно установить центральный ролик, посредством вращения которого будет перемещаться сгибающейся профиль.
- По краям пластины устанавливаются деревянные прокладки толщиной 10 мм, которые приклеиваются к металлу с помощью суперклея. Подставки нужны для того, чтобы при вращении ролик не задевал несущую пластину.
- Чтобы установить ролик вам потребуется два подшипника, внутри которых будет вращаться ось вала. Хорошо подходят подшипники серии №203 от компании CRAFT. Подшипники фиксируются с помощью болтов в предварительно высверленных внутри подставок отверстиях.
- Далее нужно сделать четыре стойки длиной в 40 см из 50-го уголка и с помощью сварки закрепить их по углам пластины с центральным валом, зафиксировав ее на несущей станице станка (швеллере). Пластина устанавливается в центральной части стоек так, чтобы между осями роликов соблюдалось расстояние, равное размеру профиля, с которым вы планируете работать.
- Из листового металла 8 мм вырезаются заглушки, которые привариваются к верхней части стоек. Далее нужно сделать пластину под крышку станка, на которой будет устанавливаться регулирующий винт. Внутри пластины высверливается отверстие под диаметр используемого винта (можно применить винт от пресса для давки винограда).
- В заглушках стоек высверливается отверстия под болты (диаметр 10 мм) и пластина крышки фиксируется на стойках.
- В отверстии на крышке нарезается резьба и вкручивается пятка, внутри которой будет вращаться прижимной винт.
- К пластине приваривается уголок 15 мм, выступающий в качестве наружного ограничителя винта, под который в уголке высверливается отверстие, параллельное оси пятки. В отверстии нарезается резьба соответствующего размера.
- Осталось сделать ручку для центрального вала и зафиксировать ее на оси вращения ролика. В качестве ручки можно использовать засов от ставней либо отрезок арматуры соответствующей длины.
- Также не помешает покрасить станок, чтобы он приобрел более презентабельный вид. Покрытие из краски также защитит металл от коррозии.
Самодельный трубогиб после покраски
Как согнуть профильную трубу с помощью сделанного станка? Профиль укладывается на валы, после чего посредством прижимного винта опускается центральный ролик так, чтобы он упирался в трубу. Далее выполняется вращение поворотной ручки и валы перемещают профиль, который изгибается под давлением центрального ролика.
Протянув профиль по всей длине опускаем прижимной винт еще ниже и повторяем операцию, перемещая профиль в обратную сторону. Процесс выполняется до тех пор, пока не будет получен изгиб требуемого радиуса.
Данное устройство, изготовление которого было выполнено в домашних условиях, может загнуть профиль не менее эффективно, чем трубогиб электрический роликовый профилегиб промышленного производства.
Выводы и полезные видео по теме
Итак, трубогиб самостоятельно сделать можно. Сложность конструкции – не определяющий фактор при выборе типа станка. Все решает мощность и производительность. Чтобы понять принцип действия, правильно сконструировать трубогибочную машину и научиться на ней работать, просмотрите видео. На нем вы увидите, как работают профессионалы, и не допустите ошибок. Практика доказала, что каждый желающий может пополнить комплектацию мастерской гибочным аппаратом, и для этого не нужно тратить деньги на покупку. Достаточно воспользоваться рекомендациями и собрать его самостоятельно.





