

Что собой представляет наконечник
Аббревиатура наконечника, состоящая из четырех букв НШВИ, в расшифровке обозначает наконечник штыревой втулочный изолированный. Другими словами – это просто втулка для гибкого многожильного провода. Она необходима для защиты конца провода предназначенного для фиксации в винтовой зажимной клемме. Наконечник надевается на зачищенный край провода и прессуется специальным приспособлением. В качестве ручного прессовального инструмента используются пресс клещи.
Металлическая часть НШВИ изготовлена из электролитической меди. Изоляция присутствует только на тыльной стороне изделия. Толщина изолятора превышает диаметр металлической части наконечника и напоминает манжет. Его надевают сверху изоляционного покрытия провода, а металлическую часть, вместе с голыми жилами внутри, обжимают. Делая соединение наконечника с винтовым зажимом, металлическая часть полностью скрывается в гнезде. Снаружи остается только безопасная диэлектрическая часть.
Электротехническое изделие используется только с медными проводами, сечением до 35 мм2. Металлическая часть подвергается лужению, поэтому имеет серебристый цвет. Толщины стенок НШВИ достаточно, чтобы обеспечить целостность жил при зажатии клеммы болтом.
Как выбрать УЗО
Выбрать УЗО для квартирной электропроводки или дома для домашнего электрика не представляет трудностей. Подойдет любое однофазное УЗО, рассчитанное на рабочий ток равный току защиты автоматического выключателя и ток утечки 30 мА. Фотография такого УЗО приведена в начале статьи.
Какой тип УЗО лучше для квартиры электромеханическое или электронное
УЗО выпускаются в двух конструктивных исполнениях – электромеханические и электронные. Для правильного выбора нужно провести сравнение их технических характеристик.
| Сравнительная таблица характеристик электромеханического и электронного УЗО | ||
|---|---|---|
| Характеристика | Электромеханическое УЗО | Электронное УЗО |
| Цена | низкая | высокая |
| Конструкция | сложная | простая |
| Надежность | высокая | низкая |
| Погрешность тока срабатывания | высокая | низкая |
| Работоспособность при обрыве нулевого провода или при снижении напряжении сети ниже допустимого | сохраняется | не работает |
| Устойчивость к скачкам повышенного напряжения в сети | высокая | низкая |
| Габаритные размеры | большие | многократно меньше |
Как видно из таблицы, если нет ограничений по габаритным размерам нужно выбирать электромеханическое УЗО. Электронное УЗО незаменимо в случае установки на отдельный электроприбор, например, в электрическую розетку или удлинитель.
Основные технические характеристики УЗО
Требования к техническим характеристикам УЗО устанавливает ГОСТ Р 51326.1-99 (МЭК 61008-1-96) «Выключатели автоматические, управляемые дифференциальным током, бытового и аналогичного назначения без встроенной защиты от сверхтоков».
Для желающих сделать более осознанный выбор свел все основные технические характеристики УЗО в таблицу.
| Таблица основных технических характеристик УЗО | |||
|---|---|---|---|
| Характеристика | Обозначение | Величина | Примечание |
| Рабочее напряжение | В | 220, 380 | Для домашней однофазной сети устанавливается УЗО на напряжение 220 В, для трехфазной – на 380 В |
| Количество фаз | 1, 3 | Указывается в паспорте | |
| Ток утечки срабатывания, IΔn | мА | 5 | В ПУЭ нет указаний на установку, но можно встретить в рекомендациях по использованию электроприборов, например, теплых полов |
| 10 | Предназначено для подключения розеток, установленных в ванной, кухне, детских комнатах и для приборов, установленных на земле | ||
| 30 | Универсальное, подходит для всех случаях применения в доме или квартире | ||
| 100, 300 | Применяют в промышленности, иногда устанавливаю на вводе электропроводки в жилье для повышения пожарной безопасности | ||
| Максимальный ток нагрузки, In | А | 6-125 | Должен быть равен или больше, чем ток автоматического выключателя, установленного после УЗО |
| Максимальный ток коммутации, Im | А | 500 | Должен быть в 10 раз больше максимального тока нагрузки |
| Ток короткого замыкания, Inc | кА | 3-10 | Максимальный ток, который кратковременно выдержит УЗО в случае короткого замыкания в электропроводке |
| Время отключения | мс | <30 | Время, через которое после превышения допустимого тока утечки УЗО должно отключить нагрузку |
| Периодичность проверки | месяц | 1 | Для простой проверки достаточно нажать кнопку Тест на УЗО. Для диагностики времени срабатывания необходим специальный прибор |
| Рабочая температура | °С | минус 25 — +40 | Рабочая температура, при которой допускается эксплуатация УЗО |
| Конструктивное исполнение | Электромеханические | Надежнее, дешевле, но больше по размерам электронных УЗО | |
| Электронные | Современные УЗО, дорогие, малогабаритные | ||
| Тип по форме тока срабатывания | АС | Срабатывает, если синусоидальный ток утечки возрастает медленно или скачком | |
| А | Срабатывает, если синусоидальный или пульсирующий постоянный ток утечки возрастает медленно или скачком | ||
| В | Срабатывает, если синусоидальный, пульсирующий постоянный или постоянный ток утечки возрастает медленно или скачком | ||
| Способ установки | Предназначено для крепления на DIN-рейке в щитке | Предназначено для установки в электрических щитках квартир и домов | |
| Вмонтировано в розетку | Устанавливается для защиты отдельного электроприбора или в случае старой электропроводки для исключения ложных срабатываний от естественных токов утечки | ||
| В виде переходника, подключаемого к розетке | |||
| Устанавливаемое на удлинитель | |||
| Устанавливаемое на сетевом шнуре электроприбора |
Особенности обжима наконечников интернет-проводов (коннекторов)
Надлежащая работа в любых кабельных сетях будет зависеть от нескольких факторов. Перво-наперво, сюда нужно отнести качество самого провода. На втором месте стоит степень профессионализма специалистов-монтажников сети. На последнее место можно поставить качество соединений в коммуникациях (однако, такая градация явно необоснованна, по мнению многих профессионалов).
Именно контакт, в большинстве случаев, становится причиной передачи нестабильного или слабого сигнала. Для производства максимального надежного соединения, все системные кабели должны быть обжаты надлежащим образом с применением кримперов, имеющих возможность установки специальных коннекторов.
Любое соединение интернет-кабелей начинается с удаления изоляционного покрытия. Можно применять для этих целей отдельный инструмент, именуемый «стриппером», либо воспользоваться кримпером со встроенной функцией лезвия. Таким образом, с помощью режущего элемента производится зачистка изоляции. Далее требуется установить коннектор. В современном мире, чаще всего, для монтажа СКС (структурированных кабельных систем) используют коннекторы типа RJ45 (Register Jack — специальный сетевой интерфейс). Корпус этого коннектора чуть больше и по показателям соединений превосходит устаревший RJ11. Последний нельзя применять для компьютерных сетей и он подходит лишь для телефонных коммуникаций. Сам процесс обжатия осуществляется по стандартной схеме: в рабочие губки прибора зажимается коннектор со вдетым в него концом зачищенного провода, после чего, с приложением механического/автоматического усилия, происходит обжатие.
Пошаговый механизм процесса обжатия
В теории он не является достаточно сложным. Главное – это наличие нужного инструмента, подходящих расходников и возможность приложения некоторых мускульных усилий (если конструкция кримпера не автоматизирована). Однако, неграмотное соблюдений обжимной технологии может сделать контакт неустойчивым, что заставит монтажника повторить всю процедуру заново. Последовательность традиционной процедуры будет состоять из следующих шагов:
- Подготовительные мероприятия – на этом этапе нужно провести обработку провода, удалить с него защитную изоляцию посредством режущего элемента, при этом оставив запас в размере 3-5 миллиметров. Отдельно стоит удостовериться, что во время зачистки покрытия, несущая жила не пострадала. Если повреждение обнаружено, то такой участок придется отрезать полностью.
- Подготовка соединения – на провод надевается гильза/наконечник либо коннектор, при этом открытая часть кабеля должна быть обезжирена либо на нее наносят специальную пасту (для кабелей СКС);
- Подготовка инструмента – в матрице клещей устанавливается необходимый размер сечения и наконечника (наконечник вводится до упора).
- Непосредственное обжатие – производится нажим на рабочие рукояти прибора либо запускается его гидравлика. По появлению характерного щелчка, процесс считается выполненным. Рукояти прибора возвращаются в первоначальное положение.
- Завершающий шаг – при необходимости, оставшийся отрезок оплетки возвращается в место соединения и прогревается строительным феном (или иным инструментом).
Обжим проводов: распространенные ошибки
Многие начинающие электрики или лица, не владеющие информацией в области электромонтажа, зачастую допускают ряд ошибок, которые влияют на последующую работу всей электрической схемы.
Опресовка может осуществляться гильзами или наконечниками
Ошибки при монтаже:
- Сечение гильзы меньше сечения кабеля;
- Гильза большего сечения;
- Экономия;
- Обжим без использования клещей.
Приобретая обжимы (гильзы), многие не учитывают такой важный фактор, как сечение кабеля. Поэтому после покупки обжимной гильзы или гильз, выясняется, что ее сечение меньше чем сечение провода.
Главная ошибка, которая допускается в данном случае, это уменьшение площади сечения кабеля, что совершенно не допустимо. Связано это с тем, что в месте соединения проводов, возрастает сопротивление, которое приводит к нагреву жил при работе. И если к данной сети подключить устройство с большей мощностью, провод может просто отгореть и привести к КЗ.
Использование гильз с большим сечением, не позволит добиться качественного и надежного контакта
Важно понимать, что при данном соединении, уменьшается и механическая прочность
В целях экономии на соединительных элементах, многие разделяют одну гильзу на несколько частей, чем соответственно увеличивают сопротивление.
Правилами прописано, что опрессовка гильз обязательно должна производиться только специальным инструментом в виде пресс клещей. Поэтому молоток или пассатижи совершенно не подходят для этой работы.
Связано это с тем, используя молоток, можно повредить гильзу, а сжатия гильзы пассатижами недостаточно для качественного контакта.
Обжатие провода и наконечника подручными средствами, без пресса и специнструмента.

Что делать если у вас под рукой нет специальных инструментов для опрессовки или просто не хочется их покупать, если нужно обжать всего лишь один или два наконечника? Многие сталкиваясь с этой проблемой прибегают к неправильным способам, которые в дальнейшем только ухудшают контакт, не обеспечивая надежного соединения.
Они начинают расплющивать наконечник молотками, просто сдавливать его в слесарных тисках, сминать пассатижами, запрессовывать зубилом. Все эти методы не верные и не приносят нужного результата.

После такой самодеятельности получается плохой контакт с его дальнейшим нагревом в процессе работы.

Правда некоторые умудряются и гидравлическим прессом обжать наконечник так, что провод спокойно вылезает из него, стоит потянуть с небольшим усилием.
Есть другие способы обжатия наконечниками силовых проводов с применением подручных средств, которые можно встретить практически у каждого в гараже или дома.
Самый простой и быстрый способ – это запрессовка с помощью кернера. Для этого вам потребуется:
обыкновенный молоток
Процесс очень прост и незамысловат:
вставляете наконечник в провод
При этом не нужно, как многие делают, предварительно расплющивать наконечник молотком. В процессе ударов это произойдет в любом случае. Количество керн, то есть лунок от ударного воздействия на металл, зависит от длины наконечника.
При этом на обратной стороне наконечника, точки опрессовки не должны быть симметричны тем, что на лицевой части, а смещены на пару миллиметров.
Самое главное при этом не продырявить наконечник насквозь и контролировать силу удара. Поэтому если вы используете для этого гвоздь 200мм, прежде всего следует его затупить.






В итоге у вас получится достаточный контакт, который конечно не сравним с опрессовкой профессиональным инструментом ПГР-70, но при отсутствии сверхноминальных нагрузок прослужит долго.
Самое главное в этом способе правильно подобрать сечение провода и наконечника. Заявленное сечение очень часто бывает меньше фактического.
Для надежного контакта провод должен плотно входить внутрь гильзы без всякой слабины. Поэтому данный момент всегда проверяется вручную, не стоит слепо доверять цифрам на оболочке кабеля и на лопатке наконечника.

Есть и другие простые способы соединения наконечников с проводами без использования пресса. Для радиолюбителей, у кого нет проблем с припоями и другими приспособами, подойдет обыкновенная пайка.
Это не совсем можно назвать обжатием, но все же является способом соединения без использования специального опрессовочного инструмента.
Наконечник штыревой втулочный изолированный для проводов и его опрессовка

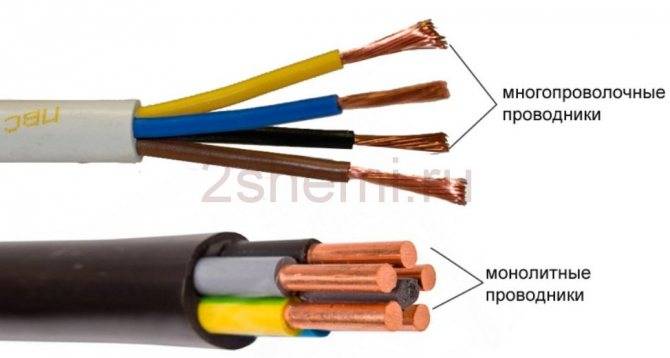
Кабеля типа одиночного провода очень хорошо подходят для разводки электросети 220V по всему дому. Они жесткие, поэтому вы можете изгибать их как хотите, и благодаря тому, что внутри провод представляет собой одиночный стержень, без дополнительных инструментов, используя обычные электрические разъемы он быстро соединяется с другими проводами и блоками (например в электрощитке).
Сетевые шнуры — это совсем другая история. Они гибкие, а внутри один провод состоит из дюжины или даже нескольких десятков тонких медных проводков. Подавляющее большинство шнуров питания поставляемых с бытовой техникой и всевозможными удлинителями, изготавливаются с использованием проводных многожильных кабелей.
Используя такие кабели можно подключить два и более провода в одну точку без использования внешних электрических разъемов. Для этой цели используются кабельные концевые втулки (наконечник штыревой) и о них будет сегодняшняя статья. Важным преимуществом этого решения является получение очень хорошей контактной поверхности выключателя с кабелем или проводами.
Кроме того, клеммы такой гильзы можно использовать везде, где надо подключать кабели типа сетевой линии. Соединение же кабеля с электрическим соединителем изделия (модуля) без зажатой втулки может привести к тому, что винт соединителя надавит только на часть проводов кабеля, что ослабит надёжность и проводимость.
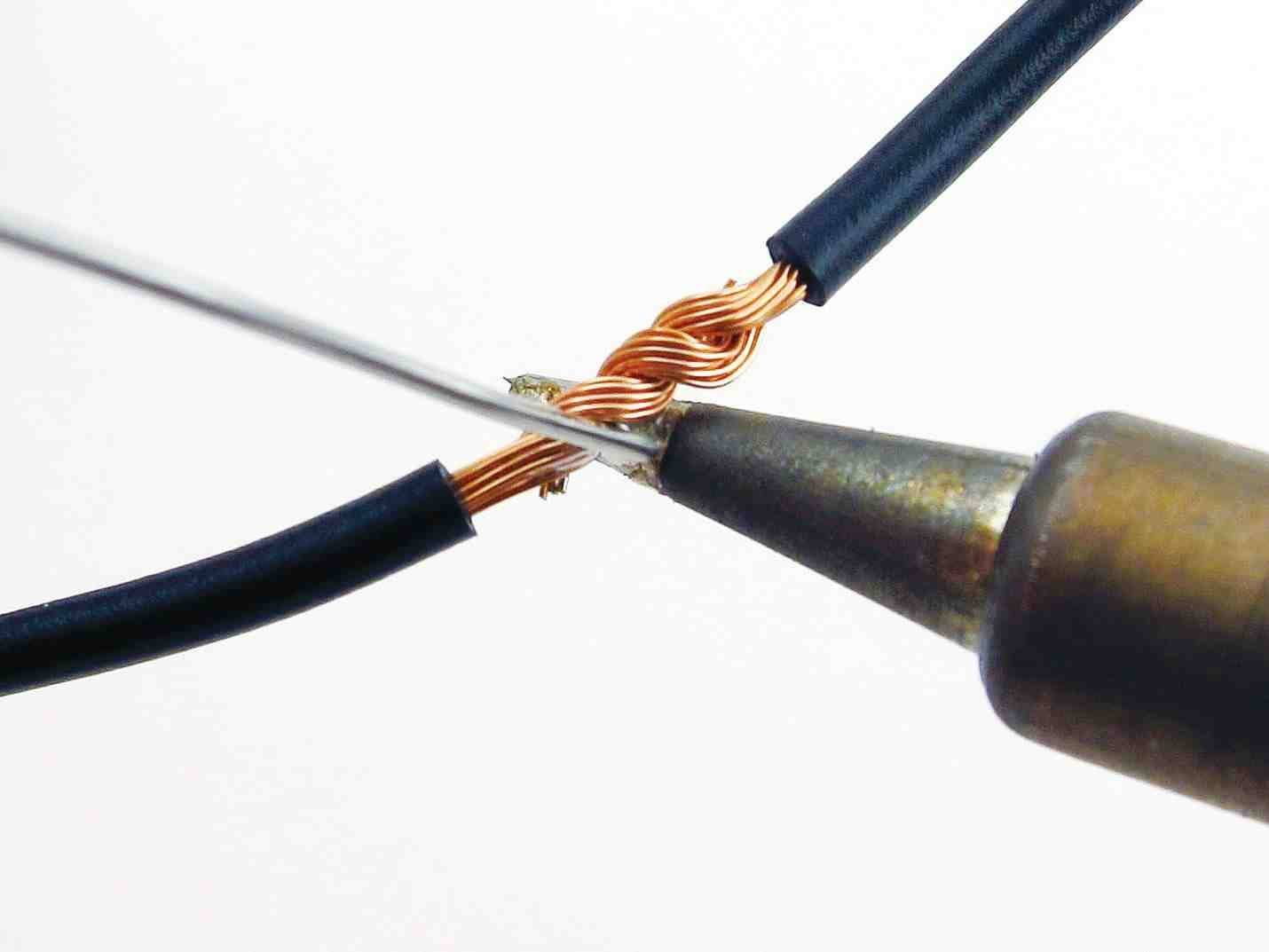
Как заварить скрутку
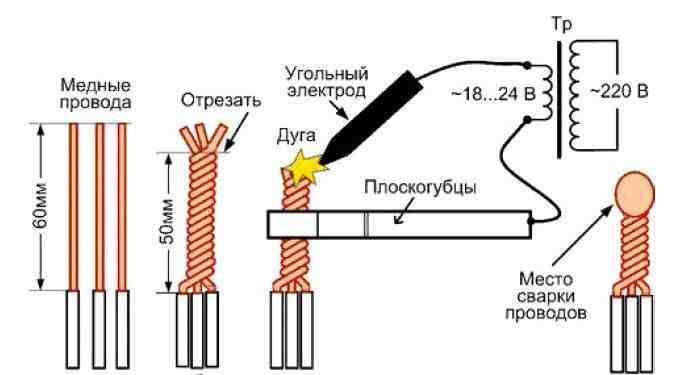
Для хорошего контакта скрутку можно заварить графитовым электродом или газовой горелкой. Сварка горелкой не получила распространения из-за сложности и необходимости использовать баллоны с газом и кислородом, поэтому в этой статье рассказывается только об электросварке.
Электросварка производится с помощью графитового или угольного электрода. Графитовый электрод предпочтительнее. Он дешевле и обеспечивает лучшее качество сварки. Вместо покупного электрода можно использовать стержень из батарейки или щётку от электродвигателя. Медные электроды лучше не использовать. Они часто залипают.
Для сварки предварительно нужно сделать скрутку длиной 100 мм, чтобы готовая получилась около 50. Выступающие проволочки нужно подравнять. Для сварки лучше всего использовать инверторный сварочный аппарат с регулировкой силы тока. Если такого нет, то можно взять обычный трансформатор мощностью не меньше 600 Вт и напряжением 12–24 V.
Возле изоляции с помощью толстого медного зажима подключается «масса» или «минус». Если просто намотать провод на скрутку, то скрутка перегреется и расплавит изоляцию.
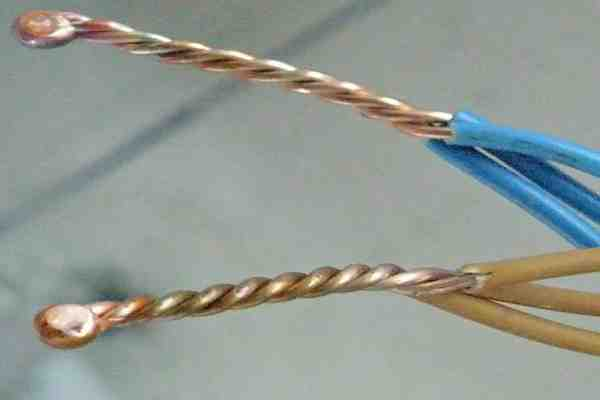
Перед началом сварки необходимо подобрать ток. Необходимый ток меняется в зависимости от количества и толщины проволоки, из которой состоит скрутка. Продолжительность сварки должна быть не более 2 секунд. При необходимости сварку можно повторить. Если всё было выполнено правильно, то на конце скрутки появится аккуратный шарик, припаянный ко всем проводам.
Как соединить пайкой электрические провода
Соединение электрических проводов пайкой является очень надёжным. Спаивать можно нескрученные провода, но такая пайка будет непрочной из-за того, что припой очень мягкий металл. Кроме того, очень сложно уложить два проводника параллельно друг другу, особенно на весу. А если паять на каком-то основании, то канифоль приклеит к нему место пайки.
На предварительно залуженные и скрученные проводники паяльником наносится слой канифоли. При использовании другого флюса он наносится соответствующим способом. Мощность паяльника выбирается исходя из сечения проволоки — от 15 Вт при пайке наушников до 100 Вт припайке скрутки из проводов сечением 2.5 мм². После нанесения флюса, паяльником наносится олово на скрутку и прогревается до полного расплавления припоя и затекания его внутрь скрутки.
После остывания пайки, она изолируется изолентой или на неё надевается кусочек термоусадочной трубки и нагревается феном, зажигалкой или паяльником
При использовании зажигалки или паяльника необходимо соблюдать осторожность и не перегреть термоусадку
Этот способ надёжно соединяет провода, но пригоден только для тонких, не больше 0.5 мм² или гибких до 2.5 мм².


Соединение провода и наконечника пайкой
Надежно зафиксировать провод в наконечнике без механических воздействий можно при помощи пайки. Такое соединение не является обжатием, но и не требует применения специального инструмента. Для работы потребуются флюс, припой, источник тепла (газовая горелка или строительный фен) и минимальные навыки пайки. Для нагрева в домашних условиях можно использовать газовую плиту.
Перед соединением зачищают гильзу с внутренней стороны и провод с запасом в 3-5 мм. Поверхность кабеля лудят (покрывают тонким слоем припоя), а внутреннюю полость наконечника заполняют примерно на треть. Удерживая последний плоскогубцами или зафиксировав в тисках, его нагревают до плавления олова и вставляют луженый проводник. Если между гильзой и проводом остается зазор, необходимо добавить еще припой, после остывания намотать несколько слоев изоленты.
Технология

- На соединяемых жилах проводов удалите изоляционный слой на 2-3 см.
- Теперь при помощи мелкозернистой наждачной бумаги зачистите оголённые участки до металлического блеска.
- Если жилы алюминиевые, нанесите на них кварцево-вазелиновую пасту, если медные, то технический вазелин.
- При односторонней опрессовке расположите провода параллельно друг другу и наденьте на них гильзу. При двухсторонней заведите зачищенные жилы в трубку с противоположных концов до стыка.
- Обожмите соединение пресс-клещами, оботрите тряпочкой, смоченной в бензине либо растворителе, заизолируйте при помощи изоленты, термоусаживаемой трубки или лакоткани.
Расключение проводов в распределительной коробке с помощью опрессовки подробно показано в этом видео:
Как видите, ничего сложного в опрессовке нет, а соединение получаете надёжное и качественное. Если вам необходимо выполнить подобную работу разового характера, пресс-клещи можно у кого-то попросить или взять на прокат. В случае, когда часто сталкиваетесь с электромонтажными работами, приобретите инструмент, он не слишком дорогой.
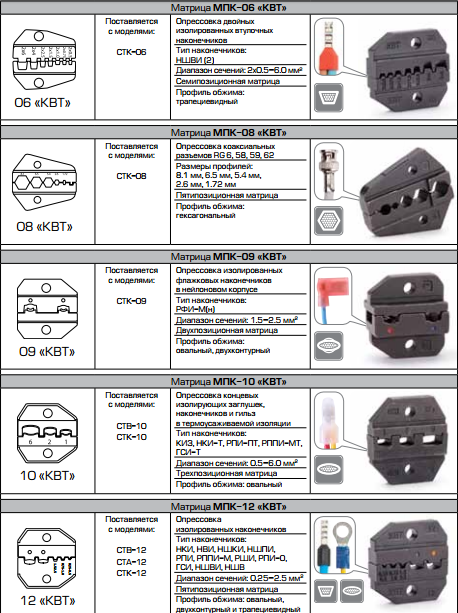
Обжим наконечников
О том какой инструмент лучше всего использовать для опрессовки наконечников различных типов смотрите в этом видео:
Как обжать провод: инструкция для одинарного и двойного НШВИ
Провод с наконечником необходимо установить в пресс-клещи в матрицу подходящего размера. В процессе опрессовки нужно следить, чтобы провод не сдвинулся внутри втулки. Первый обжим делают с отступом на 1÷2 мм от края, при необходимости, второй на таком же расстоянии от первого.
Рукоятку пресс-клещей сжимают до полного соприкосновения с поверхностью детали и соединения матрицы, затем передвигают втулку и делают вторую опрессовку. Если хвостовик длинный, работу продолжают до цветной юбки.
Схема опрессовки двойного наконечника практически не отличается. Нужно только вставить одновременно два провода в одно отверстие хвостовика.







Этапы опрессовки провода
Наглядная инструкция опрессовки провода наконечником НШВИ представлена на видео:
Обжим наконечников силового кабеля
При опрессовке силового кабеля используются луженые медные наконечники, хорошо защищенные от коррозийного воздействия. Если при обрезке кабеля его жилы значительно «распушились» и по диаметру стали больше остальных, то выполните работу на точиле. Разворачивая кабель, убедитесь в том, что круг удаляет лишние узлы вдоль жил, а не загибает их.
Пайка для обжима силового кабеля категорически не подходит, поскольку на таких проводах не могут использоваться контакты из одного олова.
Как соединить электрические провода наконечниками
Ещё один способ — это использование наконечников. Наконечник похож на кусочек трубки, разрезанной и развёрнутой в плоскость с одной стороны. В плоской части просверлено отверстие для болта. Наконечники позволяют соединять кабеля любого диаметра в любом сочетании. При необходимости соединить медный кабель с алюминиевым используют специальные наконечники, у которых одна часть медная, а другая алюминиевая. Также возможен вариант, при котором между наконечниками прокладывается шайба, латунная или медная лужёная.
Наконечник напрессовывается на кабель с помощью опрессователя, аналогично тому, как соединяются провода с помощью опрессовки.



Устранение неисправностей
В таблице указаны некоторые неисправности и способы их устранения:
| Наименование неисправности | Причина | Способ устранения |
| Пресс для наконечников кабеля не развивает максимальное давление или вообще не качает. | Нет масла в гильзе для поршня, или оно не той консистенции. |
|
| Из-под рабочего поршня течет масло. | Получила дефекты уплотнительная манжета. |
|
Качественный и удобный инструмент для опрессовки кабельных наконечников – это залог надежного соединения кабелей и проводов любого сечения.
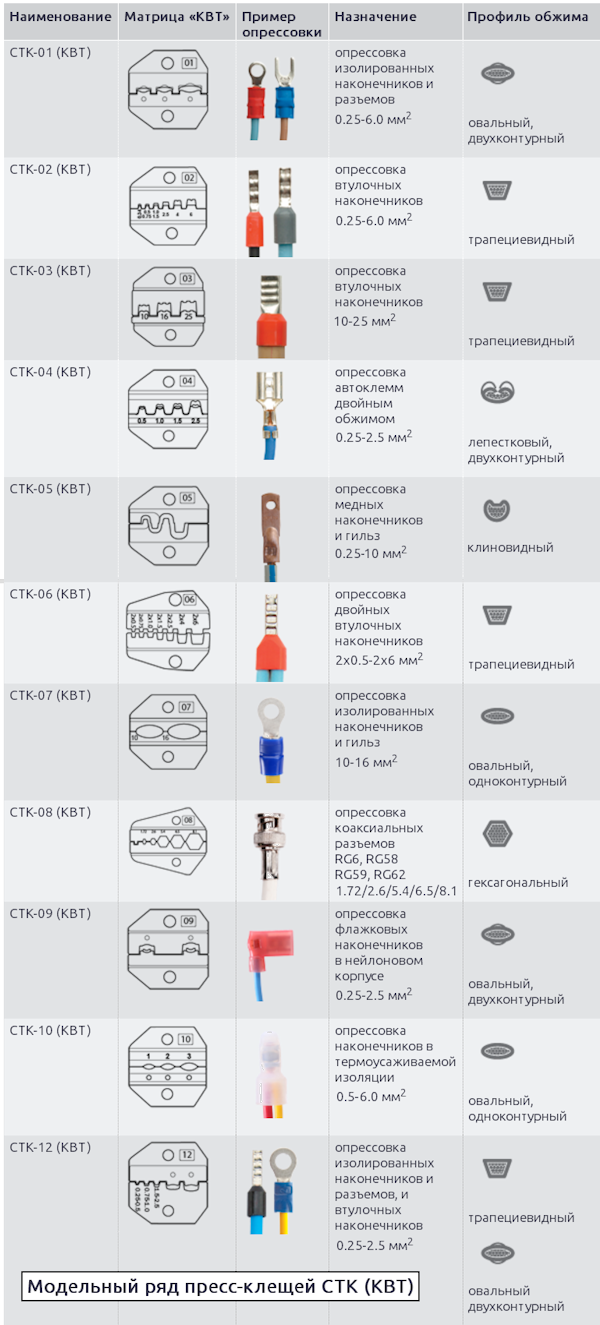
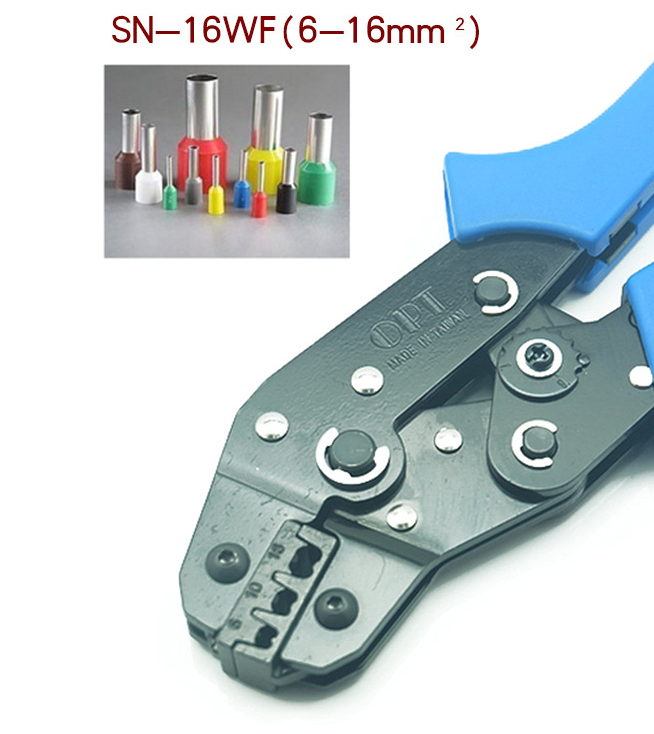
Чем обжать наконечники для проводов: перечень подходящих инструментов
Для установки металлических соединителей на провода не допускается использование инструментов, которые не предназначены для этих целей. Существуют специальные обжимники наконечников для проводов. Каждый из них располагает уникальными возможностями, поэтому может применяться в определенных условиях. Сфера использования различных видов инструментов для обжима проводов наконечниками:

Чаще всего для обжима наконечников используют гидравлические или пресс-клещи
- Пресс-клещи ПК2М и ПК2 – предназначены для обжима проводов, размер сечения которых не превышает 10 мм².
- Пресс-клещи ПК1М и ПК1 – ручные клещи, которые гораздо мощнее предыдущего варианта.
- Гидравлические клещи – рассчитаны на опрессовку кабелей, имеющих размер сечения до 10 мм².
- Ручной пресс – используется в промышленном производстве на проводах размером до 240 мм².
- Электроприводный гидравлический пресс – предназначен для опрессовки проводов сечением до 300 мм².
Инструмент, укомплектованный шарнирами, имеет увеличенную силу нажима. При этом человеку не придется прилагать много усилий, чтобы установить наконечник. Самыми удобными в работе считаются приспособления с храповым механизмом.
Технология обжимки наконечников для проводов: одинарных, двойных и силовых
Если сращивание проводов с помощью наконечника выполняется впервые, желательно потренироваться, прежде чем приступать к работе. Для этого можно использовать ненужный кусок кабеля. В противном случае мастер рискует испортить не только соединитель, но и весь провод.

Перед тем как проводить опрессовку впервые рекомендуется потренироваться на ненужном кабеле
Рекомендации по применению одинарных штыревых наконечников для проводов:
- Чтобы предотвратить выпадение жил из гнезда, при размещении провода в отверстии инструмента его нужно зафиксировать.
- Опрессовка с помощью клещей выполняется до того момента, когда подключается храповый механизм, который блокирует инструмент, предотвращая его разжим.
- Если установка соединителя производится вручную, то степень ее качества можно определить, потянув наконечник рукой. Если все выполнено правильно, деталь будет сидеть плотно и не станет перемещаться.
- Допускается использование инструмента двухконтурного обжима. В этом случае сжимаются изолятор и втулка в гнездах, имеющих разный диаметр.
Подключение к фазе двух проводов можно выполнить с помощью одного контакта. Если производится установка модульных автоматов, для соединения нужно применять специальные перемычки. В результате к одному контакту присоединяют два кабеля. В этом случае для обжима проводов наконечниками желательно использовать НШВИ.
Подобная процедура имеет свои особенности:
- в манжету одновременно вставляются два кабеля;
- для обжима предпочтительно применять пресс-клещи, имеющие размер матрицы 6 мм².
В остальном процесс установки двойного соединителя выполняется так же, как и одинарного.

Провода необходимо тщательно зафиксировать в гнезде, чтобы в дальнейшем они не выпадали
Для обжима наконечниками силового кабеля рекомендуется использовать медные изделия с луженым защитным покрытием. Иногда после отрезки провода его край распушивается и увеличивается в размере. Если такое случилось, нужно снять лишнее на краях с помощью точила. Провод необходимо разворачивать так, чтобы точильный круг срезал излишек вдоль жилок, но при этом ни в коем случае не загибал их.
Независимо от типа используемого наконечника, не допускается совмещение метода обжима с пайкой. Нельзя, чтобы контактная часть на проводах была выполнена из чистого олова. Наконечники, как правило, обжимаются 1-2 раза на расстоянии 1-2 мм, гильзы – от 2 до 4-х раз.
Перед установкой наконечника нужно убедиться, что все жилы на срезе имеют одинаковую длину. В противном случае соединение будет некачественным. Иногда жилы повреждаются или ломаются, поэтому проводку нельзя скручивать перед монтажом наконечника. Если это требование игнорировать, в процессе обжима они будут передавлены, нарушится передача тока.
В целом с опрессовкой кабелей в домашних условиях может справиться любой. Основной причиной ошибок является несоответствие размеров провода и наконечника. Не рекомендуется использовать в работе самодельные соединительные детали. Также не допускается разрезание гильзы на две части в целях экономии.
Классификация по материалу изготовления
Одним из основных параметров, в зависимости от которого гильзы для проводов разделяются на различные типы, является материал их изготовления. Необходимость применения разнородных гильз определяется различиями электрохимических свойств соединяемых проводов, изготовленных из разных металлов. Так, если для соединения проводов, изготовленных из определенного металла, будет выбрана несоответствующая гильза, то место сформированного контакта окислится, что со временем приведет к снижению его надежности в плане электропроводности.
Основными типами гильз для обжима электрических проводов в зависимости от материала, из которого такие трубки изготовлены, являются:
- медные гильзы;
- гильзы соединительные луженые;
- комбинированные;
- изолированные.
Медные
Медная гильза, которая обозначается маркировкой ГМ, нужна для обжима проводов, также изготовленных из меди. С учетом того, что медная гильза не имеет защитного покрытия, применять ее можно только для соединения проводов, эксплуатируемых в неагрессивной среде. Если пренебречь этим требованием, медная гильза достаточно быстро окислится и перестанет выполнять свои функции.

Медные кабельные гильзы должны изготавливаться из медных трубок марок М1 или М2
Луженые
Для соединения электрических проводов, эксплуатируемых в агрессивной среде, применяются гильзы медные луженые под опрессовку, которые обозначаются маркировкой ГМЛ. Гильзы ГМЛ, чтобы защитить основной материал их изготовления – медь – от электрохимической коррозии, покрываются специальным составом.







Это объясняется тем, что часть защитного покрытия такой трубки при ее обжатии разрушается, что приведет к контакту алюминия и меди и, соответственно, к развитию электрохимической коррозии.

Соединительные гильзы типа ГМЛ, изготовленные из электротехнической меди с олово-висмутовым защитным покрытием
Комбинированные
Достаточно часто при монтаже электрических сетей возникает необходимость выполнить соединение проводов, жилы которых изготовлены из разных металлов. Для решения подобных задач специально разработаны и успешно используются гильзы комбинированного типа. Конструктивная особенность таких обжимных трубок, которые обозначаются маркировкой ГАМ, заключается в том, что одна их половина – это гильза алюминиевая соединительная, а вторая изготовлена из меди. В месте стыка двух таких трубок, которые соединяются между собой при помощи сварки, имеется специальный ограничитель. Он необходим для того, чтобы не допустить контакта двух разнородных проводов внутри самой гильзы.

Переходная кабельная гильза алюмо-медная 16/10 кв. мм
Еще одна особенность конструкции комбинированных обжимных трубок заключается в том, что та их часть, которая является гильзой соединительной алюминиевой, имеет больший диаметр, чем трубка, предназначенная для кабеля из меди. Объясняется такая конструктивная особенность тем, что алюминий, если сравнивать его с медью, имеет большее электрическое сопротивление, поэтому провод из него, который будет соединяться в одну электрическую сеть с медным проводником, должен иметь больший диаметр.
Сама опрессовка с помощью комбинированных гильзовых зажимов выполняется по тому же алгоритму, что и процедура с гильзами любого другого типа. Однако при этом необходимо внимательно следить за тем, чтобы разнородные провода вставлялись в трубку из соответствующего металла.
Изолированные
Среди обжимных трубок, используемых для опрессовки электропроводов, выделяют категорию гильз соединительных изолированных. Применение последних избавляет от необходимости выполнять дополнительную изоляцию места сформированного с их помощью контакта. По своему конструктивному исполнению изолированные гильзы представляют собой те же луженые медные трубки, наружная поверхность которых покрыта изоляционным слоем из достаточно прочного и в то же время пластичного ПВХ. За счет механических свойств такого защитного слоя гильзы данного типа могут быть успешно обжаты без нарушения своих изначальных характеристик.

Полностью изолированные соединительные гильзы

Изолированные гильзы для герметичного соединения жил проводов СИП
Пошаговый механизм процесса обжатия
В теории он не является достаточно сложным. Главное – это наличие нужного инструмента, подходящих расходников и возможность приложения некоторых мускульных усилий (если конструкция кримпера не автоматизирована). Однако, неграмотное соблюдений обжимной технологии может сделать контакт неустойчивым, что заставит монтажника повторить всю процедуру заново. Последовательность традиционной процедуры будет состоять из следующих шагов:
- Подготовительные мероприятия – на этом этапе нужно провести обработку провода, удалить с него защитную изоляцию посредством режущего элемента, при этом оставив запас в размере 3-5 миллиметров. Отдельно стоит удостовериться, что во время зачистки покрытия, несущая жила не пострадала. Если повреждение обнаружено, то такой участок придется отрезать полностью.
- Подготовка соединения – на провод надевается гильза/наконечник либо коннектор, при этом открытая часть кабеля должна быть обезжирена либо на нее наносят специальную пасту (для кабелей СКС);
- Подготовка инструмента – в матрице клещей устанавливается необходимый размер сечения и наконечника (наконечник вводится до упора).
- Непосредственное обжатие – производится нажим на рабочие рукояти прибора либо запускается его гидравлика. По появлению характерного щелчка, процесс считается выполненным. Рукояти прибора возвращаются в первоначальное положение.
- Завершающий шаг – при необходимости, оставшийся отрезок оплетки возвращается в место соединения и прогревается строительным феном (или иным инструментом).
Советы по выбору
Кримперы при работе развивают достаточно большое усилие, поэтому нагрузки на сочленения и остальные элементы конструкции значительны. Это накладывает определенные требования на качество и толщину металла, из которого изготовлен инструмент.
При покупке кримпера первое, на что можно обратить внимание, – это его вес. Легкий и невесомый инструмент не будет обладать необходимой прочностью и надежностью
Хорошее устройство имеет ощутимый вес и внешне должно выглядеть прочно и основательно. На поверхности металла должно быть нанесено антикоррозийное покрытие для защиты инструмента от воздействия влаги.
Все соединения должны быть выполнены без ощутимых люфтов, поскольку при их наличии будет большое количество брака в работе. Рабочие поверхности должны двигаться равномерно, в одной плоскости, без перекосов и заеданий.
Для нормального обжима наконечников к рукояткам приспособлений приходится прикладывать усилие, поэтому их покрытие должно исключать или сводить к минимуму проскальзывание в руках. Пластик на рукоятках должен быть надежно закреплен для исключения прокручивания.
Некоторые модели кримперов имеют дополнительные режущие кромки на рукоятках для разделки кабеля. Пользоваться ими не очень удобно, зато есть риск травмирования пальцев. Поэтому наличие таких дополнительных опций не является обязательным для хорошего инструмента. Специализированные устройства с функцией очистки справляются лучше.
Принцип опрессовки проводов
Выполнять опрессовку проводов с помощью гильз можно в нескольких вариантах. Выделить самый лучший из них не получится, так как сравнение здесь неуместно. Выбор метода опрессовки напрямую зависит от условий для проведения электромонтажных работ, показателей сечений и прочих важных моментов. Рассмотрим особенности основного метода опрессовки с помощью гильз.
Начинают работы с введения зачищенных до этого концов проводов в полость гильзы. Следующим шагом становится обжим — сдавливание при использовании специального инструмента. Металлическая поверхность жил и гильзы сжимается, в результате чего образуется надежное сцепление деталей. Соединять нужно в нескольких точках с последующей изоляцией мест соединения. Исключение — работа с изолированными гильзами под опрессовку, не требующими дополнительной изоляции.
Выбирая такой способ соединения проводов, нужно помнить о неразъемности контакта в будущем. Учитывая это, работы нужно будет проводить аккуратно и расчётливо.





